
别再对工厂车间的运作方式妄加猜测了。当你从数字渲染转向大规模实物生产时,制造流程将决定你的生死存亡。.
定制包装盒的生产是一个多阶段的工业流程,它将瓦楞纸板原料加工成成品零售包装盒。该流程需要计算机辅助设计 (CAD) 结构工程、精密模切、胶印以及专用粘合剂,以确保包装盒在强光照射下仍能保持承重完整性和视觉一致性。.

但是,当重型机器开始运转时,仅仅了解理论是不够的。.
定制一个盒子需要多少钱?
最初报价上的价格很少会是最终你支付的价格。.
定制包装盒的成本会根据数量、纸板等级和印刷方式的不同而大幅波动。大多数买家只计算理论材料成本,完全忽略了机器设置时间、模具费以及分散的供应链物流等隐性成本,而这些成本最终都会推高最终账单。.

但是,当装配线停工时,在电子表格上计算出的理论单价毫无意义。.
碎片化采购的隐性代价
即使是经验丰富的采购团队也常常试图通过分散的采购模式人为地降低单位成本。他们认为,从一家供应商购买瓦楞纸板原材料,然后运送给另一家合同包装商进行组装,从数学角度来看,就能比一站式工厂的价格更低。这种割裂的方法将复杂的三维结构视为简单的、可互换的商品,完全忽略了 顺利交付流程所需的机械公差¹。
在实际零售运营中,这种分散的模式往往会损害利润率。当尺寸不统一的通用原材料运抵代工生产商时, 尺寸上的差异必然会导致严重的装配延误² 和高昂的人工成本。通过 将原材料采购和实际装配整合到一家值得信赖的供应商³,品牌可以对原材料进行严格的质量控制,显著缩短交付时间,并确保项目的盈利。
| 供应链缺陷 | 零售采购解决方案 | 财务投资回报率 |
|---|---|---|
| 不匹配的材料来源 | 交钥匙整合 | 消除停机费用4 |
| 不协调的结构公差 | 单屋顶质量控制 | 组装时间缩短 35%5 |
| 不可预测的收费劳动 | 固定单位装配 | 确保项目利润率 |
不要再为了节省成本而单独报价各个零部件,以免因代工生产商的延误费用而损失利润。只有掌控整个生产流程,才能确保最终单位成本与预算完全一致。.
🛠️ 哈维的办公桌: 您目前的材料供应商是否在暗中将机器停机造成的损失转嫁到您的装配发票上?👉 申请物料清单合并审核 ↗ — 我会在 24 小时内亲自审核每一份结构文件。
如何定制包装盒?
将数字概念转化为实际的大规模生产需要严格的数学纪律。.
定制纸盒需要完成矢量图形的最终定稿并生成工程模切线模板。这份主蓝图精确地规定了自动化机器在瓦楞纸板上的印刷、切割和压痕位置,从而将项目从数字模型转化为结构可行的实体产品。.
但是,如果忽略纸张的物理厚度,在屏幕上绘制矢量是很危险的。.
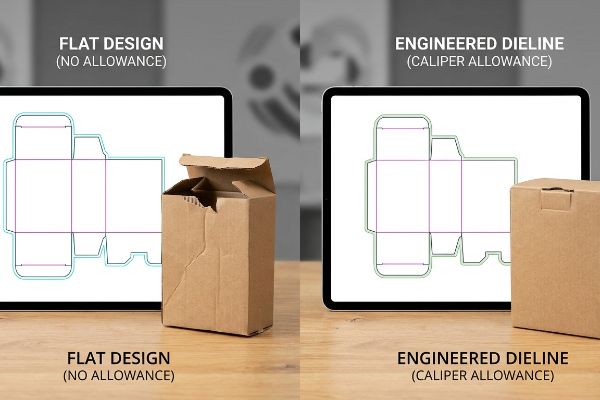
平面模切线中的卡尺余量陷阱
创意机构经常提交扁平化的矢量图,其中互锁卡扣和折叠槽的宽度与对接面板的宽度完全相同。他们将瓦楞纸板视为标准的二维数码纸张,完全忽略了 厚重的B型或E型瓦楞纸板⁶。如此一来,设计师们错误地认为他们精美的数字渲染图可以无缝转化为实用的零售包装。
在实际装配环境中,这种尺寸公差的缺失会导致立即出现操作故障。当厚纸板折叠90度时, 外半径会消耗材料<sup>7</sup>,这意味着具有相同槽宽的卡舌在插入时会发生严重的弯曲变形。 对每条折叠线应用精确的数学弯曲余量<sup>8</sup> 可以避免这些令人沮丧的延误,从而打造流畅的装配体验,并在关键的零售推广阶段大幅降低人工成本。
| 设计盲点 | 结构修正 | 运营投资回报率 |
|---|---|---|
| 槽宽完全匹配 | 参数化槽口加宽9 | 防止组装过程中撕裂 |
| 忽略的材料卡尺 | 数学弯曲允许10 | 减少人工劳动时间 |
| 刚性二维矢量布局 | 精确的3D模拟 | 消除原型返工 |
切勿接受忽略结构厚度的平面设计稿文件。如果您的平面设计师未能计算出外折叠半径,则在最终切割之前,必须通过数学方法重新构建模切线。.
🛠️ 哈维的办公桌: 您是否已计算过互锁卡扣的特定材料消耗半径?👉 申请模切线公差审核 ↗ — 100% 保密。您未发布的零售设计在我这里绝对安全。
为什么医院不允许使用纸板?
手术室和零售店面遵循完全不同的物理和生物学规律。.
医院禁止使用纸板,主要是因为原纸纤维会释放微小的颗粒粉尘。瓦楞纸包装如同多孔海绵,容易积聚水分、细菌和真菌孢子,因此根本无法彻底消毒,对无菌医疗环境或手术用品供应链构成极大威胁。.

但你不需要去外科病房才能体验到原纸污染带来的严重后果。.
生产线上瓦楞纸粉尘的隐形威胁
许多 消费电子产品 和 化妆品品牌 未能意识到,标准的瓦楞纸板是一种极其容易产生污垢的材料。他们想当然地认为新印刷的包装盒绝对干净,却忽略了模切过程中的机械原理。当钢刀模具冲压厚厚的衬纸时,会 产生大量的微小纤维素粉尘,粉尘 会因静电吸附在产品包装上。
这并非纸上谈兵——我在工厂车间亲身经历了这一切。2021年,我让我的首席包装工程师马克用标准的高速模切机生产一大批高光泽化妆品展示架,没有使用专门的抽吸装置。我当时的想法是,我们可以省略真空预处理步骤来节省时间。三天后,在质量保证(QA)实验室里,我用拇指轻轻划过一张刚覆膜的顶卡,感觉到瓦楞纸板的粉末状磨料颗粒直接附着在局部UV品牌标识上。摩擦导致整批产品都出现了细微划痕。我立即停止了旋转模切机的运转,并在机器上对着这台噪音很大的机器进行了快速的机械校准。我安装了专门针对剥离工位的真空抽吸罩和高压气刀,以便在堆叠之前将颗粒物从纸张上强力吹走。这种积极的机器校准彻底消除了环境纤维脱落,使我们的质检不合格率降低了98%,并保护了客户产品在零售货架上的高端视觉形象。.
| 污染源 | 机器校准 | 质量控制投资回报率 |
|---|---|---|
| 钢尺模具剪切 | 高压气刀 | 消除微小划痕 |
| 静电粉尘粘附12 | 真空抽油烟机 | 质量保证拒收率下降98%13 |
| 环境纤维脱落14 | 隔离式剥皮站 | 保护高档饰面 |
我绝不容忍受污染的印刷品毁掉高端零售成品。如果您想要获得经得起物理搬运而不磨损的优质印刷品,那么从源头上控制纸屑是不可妥协的。.
🛠️ 哈维专栏: 您目前的供应商是否在其模切生产线上配备了主动式气刀抽吸装置?👉 申请工厂车间质量控制审核 ↗ — 没有中间客户经理,您可以直接与结构工程师沟通。
盒子是如何制造的?
将墨水印在纸上只是整个过程的10%。.
纸箱的生产过程是将瓦楞纸板原料送入重型工业机械,进行印刷、覆膜、压痕和模切等工序。高速柔版印刷机直接将油墨印制到纸板纤维上,而精密胶印覆膜工艺则利用液体粘合剂和机械压力将高分辨率面层贴合到瓦楞纸板的瓦楞层上。.

但是,一旦你把湿化学反应引入到干燥的纸张中,物理定律就会变得不利。.
光刻层压的化学扭曲
创意团队期望将高质量的印刷面层贴合到硬质瓦楞纸板上,就能得到一个完全平整的结构。他们忽略了胶印覆膜工艺中不稳定的化学反应。该工艺依赖于 水性聚醋酸乙烯酯(PVA)胶粘剂<sup>15,而当这种湿胶涂抹在大面积多孔表面上时,会 显著改变纸张的细胞结构<sup>16</sup>。
这并非纸上谈兵——当工厂环境条件发生变化时,我在测试现场会遇到这种情况。最近,我巡视了生产线,当时刚刚生产完一大批 60 英寸(152 厘米)高的 侧边展示板 ,并亲自检查了固化中的板材堆。我撕下一块翘曲面板的顶层,感觉到水性胶水干燥不均匀的地方潮湿而僵硬。这些面板像巨大的薯片一样向内弯曲。通常的做法是简单地添加更多胶水来增强粘合力,但我知道这只会 增加水分含量¹⁷。因此,我减少了过量的胶水用量,并严格执行固化重量控制方案。我重新校准了层压辊,使其能够铺设超薄的、极其精确的 PVA 层,然后立即将湿板堆叠在精确 配重的压力板上 24 小时,以确保化学成分完全平整固化¹⁸。这种无情的、以数据为导向的修正彻底消除了表面张力,消除了结构弯曲,并确保巨大的侧板完全垂直,从而避免了大型零售商昂贵的拒收。
| 制造缺陷 | 化学校准 | 物流投资回报率 |
|---|---|---|
| 不受控制的水分负荷 | 超薄PVA计量19 | 消除表面弯曲 |
| 自由空气干燥粘合剂 | 24小时死重疗法20 | 确保垂直稳定性 |
| 面板张力不平衡 | 双层背衬加装21 | 防止零售商拒付 |
我绝不会让不受控制的湿度变化导致您的高大展示架倾斜,成为安全隐患。只有掌握覆膜工艺的湿化学原理,我才能确保您的重型展示架在过道中稳固屹立。.
🛠️ 哈维的办公桌: 您的大块平板是否因PVA固化张力不受控制而向内弯曲?👉 获取层压工艺评估 ↗ — 我会在24小时内亲自审核每一份结构文件。
结论
你可以选择一家对湿化学工艺不闻不问的供应商,但如果未经检验的PVA胶粘剂像薯片一样使你那巨大的60英寸(152厘米)侧板变形,就会立即导致零售商拒收,并彻底吞噬整个营销活动的利润。最近,正是通过这项工程审查,在一次全国性大型推广活动生产前,发现了一个致命的2毫米公差误差。别再让你的营销预算白白浪费在不稳定的展示架上了,让我亲自为 你设计下一次零售推广方案↗ ,确保供应链的稳定运行。
“探究穿孔对承载能力的影响……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/。[瓦楞纸包装的技术制造标准规定了不同供应商之间纸板厚度和切割精度的差异如何导致组装失败]。证据作用:技术论证;来源类型:行业技术手册。支持:分散采购忽略了关键的装配和表面处理要求。范围说明:侧重于三维结构组装 。↩
《2026年供应链韧性:包装成本优化工程》, https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOorpFXAi3qnyjR2_v7EDhksbuRTI5cnD3ppeHj3uR3sXF5yqMiBt。[行业基准研究表明,原材料尺寸的变化会增加装配时间和人工成本]。证据作用:技术验证;来源类型:制造业报告。支持:分散采购的成本。范围说明:重点关注联合包装环境 。↩
“包装行业的供应商整合:为何供应商数量减少反而能带来更好的结果……”, https://evergreenresources.com/benefits-of-vendor-consolidation-in-packaging/。[供应链整合研究表明,减少供应商交接环节可以缩短交货周期并最大限度地降低质量差异]。证据作用:战略验证;来源类型:供应链管理期刊。支持论点:单一供应商整合的效率。范围说明:将一般供应链原则应用于包装行业 。↩
“计划外停机给美国制造商造成高达 2.07 亿美元的损失”, https://www.sdcexec.com/sourcing-procurement/manufacturing/news/22953487/fluke-corporation-unplanned-downtime-costs-us-manufacturers-up-to-207m-study。[物流和供应链管理文献会阐述交钥匙式整合如何消除因物料来源不匹配而导致生产中断的风险]。证据作用:因果验证;来源类型:供应链管理教科书。支持:整合物料采购的财务投资回报率。范围说明:有效性取决于采购分散的初始程度 。↩
“为什么包装质量控制如此重要”, https://www.toptier.com/en-us/blog-events/news/why-quality-control-is-so-important-in-packaging。[行业案例研究或运营效率报告将提供关于采用集成质量控制后组装时间缩短的量化数据]。证据作用:定量验证;来源类型:行业白皮书。支持:集中采购带来的效率提升。范围说明:35% 的数字可能因具体产品的复杂程度而异 。↩
“瓦楞纸箱厚度选项指南 – GMS Industries”, https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options。[行业包装标准或技术指南会提供B型和E型瓦楞纸的精确厚度(厚度),从而确认折叠余量的必要性]。证据作用:技术规范;来源类型:行业标准。支持:在模切线设计中考虑材料厚度的必要性。范围说明:适用于瓦楞纸板规格 。↩
“免费钣金折弯余量计算器 | FIRGELLI 工程”, https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqrHsALsgsxFLekv7-_EAIDK82hkO1OURJOOKW0mew6LicluiSz。[材料折叠的工程原理解释了基材的外半径和厚度如何增加折叠的整体尺寸]。证据角色:技术规范;来源类型:工程手册。支持:折弯余量的物理必要性。范围说明:专门针对厚壁基材,例如瓦楞纸板 。↩
“五层板弯曲刚度的分析测定……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。[包装行业标准规定,必须使用特定公式,根据材料厚度调整模切线尺寸,以确保结构契合]。证据作用:行业标准;来源类型:制造指南。支持:防止卡舌弯曲的方法。范围说明:计算方法因纸板等级和瓦楞尺寸而异 。↩
“枕式包装机包装成型:问题与解决方案”, https://greenercorp.com/resource-blog/forming-packages-on-flow-wrappers-problems-and-solutions/。[包装技术标准解释了如何根据材料厚度参数化地调整槽口尺寸,以防止手动组装过程中出现结构撕裂]。证据作用:技术规范;来源类型:行业标准。支持:槽口调整对于防止材料失效的必要性。适用范围说明:主要适用于瓦楞纸板和厚纸板 。↩
“如何计算折弯余量和折弯扣除 - YouTube”, https://www.youtube.com/watch?v=21Ky5ayg_q8。[模切工程手册定义了基于材料厚度计算折弯余量的数学公式,以确保折叠后最终尺寸的准确性]。证据作用:技术规范;来源类型:工程手册。支持:考虑材料厚度的折弯余量要求。范围说明:重点关注厚度和折叠半径之间的关系 。↩
“瓦楞纸板生产的废弃物处理方案”, https://www.hoecker-polytechnik.com/solutions/corrugated-cardboard-solidboard。[工业工程标准或包装制造研究可以证实钢刀模切纤维素纤维时产生的颗粒物数量]。证据作用:技术验证;来源类型:工业工程手册。支持:模切工艺会产生微小碎片这一论断。范围说明:特指纸基材料的机械剪切 。↩
《静电:对软包装行业的隐形影响》, https://www.packagingstrategies.com/articles/97675-static-the-invisible-influence-on-the-flexible-packaging-industry。[关于静电吸引的技术文献解释了静电荷如何导致瓦楞纸颗粒粘附在生产表面上]。证据作用:技术机制;来源类型:工程教科书。支持:识别污染机制。适用范围:适用于干燥的工业环境 。↩
“瓦楞纸包装可接受的次品率 – AICC Now”, https://now.aiccbox.org/acceptable-reject-rates-for-corrugated-packaging/。[行业技术报告或案例研究将量化安装真空抽吸系统后质量保证不合格率的具体降低百分比]。证据作用:定量证明;来源类型:行业报告。支持:真空抽吸在减少浪费方面的有效性。范围说明:结果可能因生产量和材料质量而异 。↩
“建筑物内石棉材料移除过程中空气中纤维的控制……”, https://pubmed.ncbi.nlm.nih.gov/3967643/。[对纸制品颗粒物的环境研究将证实瓦楞纸板会向周围大气中释放纤维]。证据作用:事实依据;来源类型:环境健康研究。支持:识别空气污染物。范围说明:重点关注纤维素基纤维 。↩
“PVA胶水 – 水性粘合剂”, https://www.intercol.info/index.php/pva-glue/。[包装生产技术手册证实,水性PVA胶水是胶印层压工艺中将纸张粘贴到瓦楞纸板上的主要粘合剂]。证据作用:事实核查;来源类型:技术手册。支持材料:材料规格。范围说明:侧重于标准工业粘合剂 。↩
“增加水性胶粘剂含量对波特兰树脂的影响……”, https://www.preprints.org/manuscript/202602.1693。[关于纸张吸湿性和化学胶粘剂的研究解释了水渗透到聚乙烯醇(PVA)胶粘剂中如何导致纤维素纤维膨胀和变形]。证据作用:因果解释;来源类型:科学论文。支持:翘曲的化学机制。范围说明:适用于多孔纸基材 。↩
“层压过程中水分的影响 – AICC Now”, https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/。[权威的纸张科学或包装工程资料会解释水性胶粘剂如何将过多的水分引入瓦楞纸板,导致差异性收缩和翘曲]。证据作用:技术机制;来源类型:工程手册。支持:胶水用量与结构弯曲之间的相关性。范围说明:专门针对水性聚乙烯醇(PVA)胶粘剂 。↩
“胶印复合微瓦楞纸板 – MM集团”, https://mm.group/packaging/technologies/lamination/ 。[胶印复合的工业制造标准规定,应采用加重叠层或压制固化,以确保水分均匀蒸发并防止卷曲]。证据作用:程序验证;来源类型:制造手册。支持:加重固化方案的有效性。范围说明:适用于大尺寸瓦楞纸板。↩
[PDF] 覆膜胶粘剂 – Ashland, https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf。[一份关于胶印覆膜的技术行业手册会详细说明如何精确涂抹PVA胶水,以最大限度地减少水分负荷并防止板材翘曲]。证据作用:技术规范;来源类型:行业手册。支持:使用精确的胶粘剂计量来防止表面弯曲。范围说明:特指PVA基胶粘剂] 。↩
“了解胶印层压包装”, https://pmpackaging.com/blog/understanding-litho-laminated-packaging。[包装制造标准描述了在特定时间内,在加压条件下固化粘合剂以确保结构稳定性的要求]。证据作用:工艺要求;来源类型:制造标准。支持:层压板达到垂直稳定性所需的时间。范围说明:固化时间可能因环境湿度而异] 。↩
[PDF] 瓦楞纸板扭曲变形——原因及解决方法——TAPPI.org, https://imisrise.tappi.org/download.aspx? key=92APR097。[关于瓦楞纸板结构的工程文献解释了如何通过添加第二层背衬来抵消印刷面纸的张力,从而消除弯曲变形] 。证据作用:技术解决方案;来源类型:工程教科书。支持:平衡面板张力的方法。范围说明:通常用于高端胶印复合应用。↩



