您正尝试发起一项全球推广活动,但结构文件不匹配导致工厂生产延误,造成巨大损失。让我来向您展示如何设计出能够跨越各大洲的包装。.
制定跨市场模切线需要将包装结构几何形状与通用制造公差相匹配。它为自动化模切设备提供了权威的数学蓝图,确保您的纸板展示架能够精确折叠,并在各种全球零售环境中保持结构完整性,而无需针对特定市场进行机械调整。.
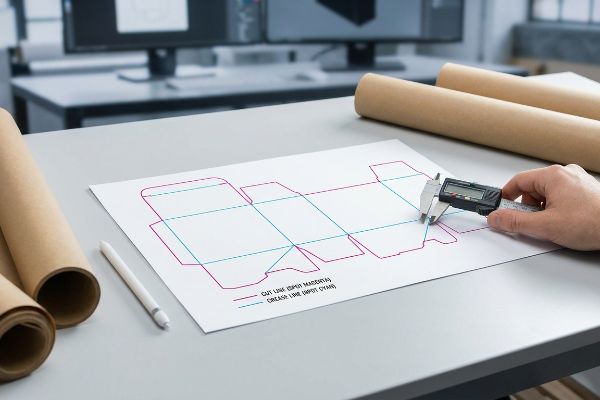
如何将平面数字文件转化为繁忙零售店面中的实体3D模型,是大多数营销活动成败的关键所在。让我们来看看实际流程。.
如何创建模切线?
构建一个完整的结构文件远不止是在标准绘图软件中绘制基本的二维轮廓那么简单。它是一项材料科学领域的数学运算。.
精确绘制模切线需要利用参数化计算机辅助设计软件来绘制精确的切割线和压痕线。这种精心设计的布局精确地决定了瓦楞纸板原材料如何转化为复杂的三维零售产品,并在自动化工厂折叠过程中充分考虑了材料的物理特性。.
了解基本几何形状只是起点;真正的挑战在于如何将平面几何形状与厚厚的波纹材料结合起来。.
弯曲补偿和卡尺补偿的计算
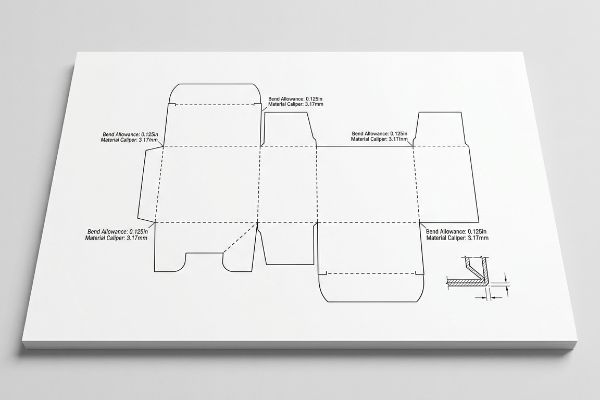
即使是经验丰富的设计师也常常认为,他们可以使用标准矢量软件创建与对接面板宽度完全相同的互锁卡扣和折叠槽。他们把厚纸板当作一张轻若无物、无限薄的纸。这种理论方法完全忽略了 纸板弯曲时的物理厚度¹。
我经常看到品牌试图用基本的二维工具来制作刚性零售包装结构时存在这种盲点。当一块 厚重的B型瓦楞纸板(厚度约为0.125英寸(3.17毫米)²)折叠90度时,会消耗大量的材料³。我曾经亲眼目睹一个代工包装团队为了把 预装好的托盘 在一起,汗流浃背地折了好几个小时,因为收货槽没有加宽来补偿外弯的半径。原生牛皮纸板的硬度太高,他们最终不得不压扁瓦楞,撕破印刷面层,才能勉强把卡扣装上去。为了消除这种严重的组装摩擦,我总是使用参数化CAD(计算机辅助设计)软件,自动对每一次折叠应用严格的卡尺补偿算法,从而大幅缩短组装时间。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 绘制槽口,精确的卡槽宽度 | 增加材料卡尺弯曲余量4 | 每台设备可节省 45 秒的装配摩擦时间5 |
| 使用基本的 2D 网页设计工具 | 参数化三维软件工程 | 确保搁板完全方正、不晃动。 |
| 忽略波纹管厚度 | 计算精确的外折叠半径6 | 防止难看的面纸撕裂 |
我绝不会让任何一把扁锉未经精确计算材料位移量就上切割台。精确的计算可以避免人工操作带来的麻烦,确保你的代工包装商快速运转,并保障你的利润率。.
🛠️ Harvey 的办公桌: 不确定您的互锁卡扣是否考虑到了板材的实际厚度?👉 获取模切线审核 ↗ — 直接联系我的办公桌。我保证绝不发送任何自动销售垃圾邮件。
模切线的准则是什么?
制定严格的文件准备规则是防止精美的数字概念在生产线上变成一团糟的唯一方法。.
模切线指南规定了无缝批量生产所需的严格技术规范。这些规则确立了强制性的颜色编码笔画、关键的安全边距和特定的出血区域,确保自动化印刷机和裁切台在处理图形文件时不会造成机械错位或暴露基材边缘。.
遵循这些基本布局规则很有帮助,但物理层压过程需要更广泛的安全保障才能经受住大规模生产的考验。.
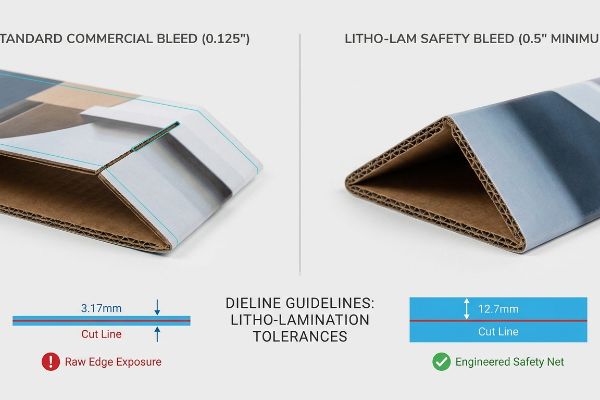
强制性Litho-Lam出血规则
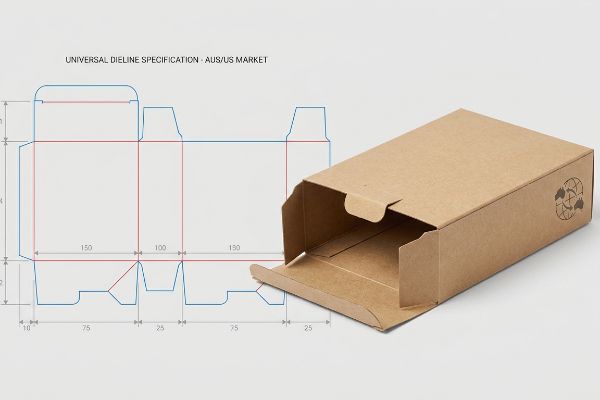
经验丰富的广告公司设计师普遍认为,标准商业印刷出血边距足以满足厚重 瓦楞纸板零售展示的。他们通常提交的文件会 在裁切线外留出标准的 0.125 英寸(3.17 毫米)的延伸边<sup>7</sup>,并期望最终的图案能够完美覆盖边缘。
问题在于胶印覆膜——即将印刷好的面层粘合到厚瓦楞纸板背衬上的物理过程——在高速自动化装裱过程中本身就存在较大的机械公差。标准的商业出血位太窄,根本无法弥补纸板不可避免的位移。我早年就体会到了这一点,当时一次大规模的零售推广活动出现了毛边现象,由于印刷纸的轻微位移,棕色纸板的裸露边缘从折叠面板中显露出来。 装裱机上湿润的PVA胶粘, 这意味着你永远无法保证微观层面的对齐。如今,我严格执行 至少0.5英寸(12.7毫米)的出血位外 。这种精心设计的安全措施彻底消除了裸露的边缘,避免了 零售商的拒收 ,并保护了您品牌的高端视觉形象。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 使用标准商业印刷页边距 | 强制执行 最小 0.5 英寸安全泄压10 | 防止难看的纸板毛边外露 |
| 假设微观层压排列 | 的会计处理 自动化董事会第 11 | 消除大批量零售商拒收风险 |
| 保持画作紧贴折叠线 | 大幅扩展背景图形 | 保持高端、无缝的品牌美学 |
在我的工厂里,将艺术作品的边界远远超出数码切割线是绝对不允许的。我坚持留出这额外的余地,是为了确保您的展示品即使在批量覆膜这种混乱的环境下也能呈现完美无瑕的效果。.
🛠️ Harvey 的办公桌: 您的平面设计师是否在处理厚瓦楞纸板时使用了标准的纸张出血规则?👉 申请文件预检 ↗ — 安全下载。如果您之后有任何疑问,欢迎随时联系我。
什么是模线结构?
了解包装文件的底层架构,可以决定机器是会实际切割纸板,还是只会打印一个无用的轮廓。.
模切线结构相当于包装文件的机械骨架。它利用专用的非印刷矢量线,将高度具体的物理指令(例如切割、压痕或打孔)直接传递给自动化切割设备,从而将物理结构与视觉图形层完全分离。.
在视觉上构建这个框架是一回事,但将其转化为工厂机器能够真正读取的语言则需要严格的印前规范。.
用数控机床的语言交流
即使是顶尖的品牌设计团队,有时也会提交使用 标准 CMYK(青色、品红色、黄色、黑色)色彩模式的12 条 黑线来直观地指示展示品的切割或折叠位置。他们认为,只要在电脑屏幕上能看到这些线条,工厂设备自然就能知道该如何处理。
把工厂机器想象成一个只能阅读盲文的盲人;对于机器人切割头来说,视觉上的CMYK线条毫无意义。自动化的CNC(计算机数控)工作台 无法读取标准的图形油墨配置文件¹³。如果提交的结构布局仅使用纯黑色,印前RIP软件会将这些线条直接合并到图像中,导致印刷出来的盒子只有可见的黑色轮廓,而没有任何实际的切割痕迹。我曾经遇到过一个紧急订单,机器只是从纸板上掠过,刀片根本没有接触,导致印刷品完全没有模切粉尘的感觉。为了避免整批产品都被毁掉,我总是要求将每个 结构路径都指定为专色¹⁴,例如切割线使用100%的品红色。这样可以确保刀片真正接触到纸板,从而节省大量的机械停机时间和材料浪费。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 使用黑色线条进行切割 | 为机械专色分配路径15 | 确保机器能够物理切割材料 |
| 融合结构层和图形层 | 严格隔离操作路径16 | 防止成品上出现印刷油墨轮廓 |
| 假设视觉设计等同于工厂数据 | CNC软件逻辑的预检文件17 | 消除所有生产运行失败 |
我绝不让自动化机器猜测您的设计意图。通过将折叠和裁剪与专用的印前指令绑定,我确保您的宣传材料从数字设计稿到实体成品,每一个裁剪都精准无误。.
🛠️ Harvey 的办公桌: 您的折痕线是否隐藏在 CMYK 图层中,导致裁切台无法识别?👉 申请技术审核 ↗ — 无需填写表格,避免无休止的销售电话。只有纯粹的价值。
模板和模切线有什么区别?
了解术语可以避免沟通不畅,但真正的危险在于将通用布局与针对特定市场的工程解决方案混淆。.
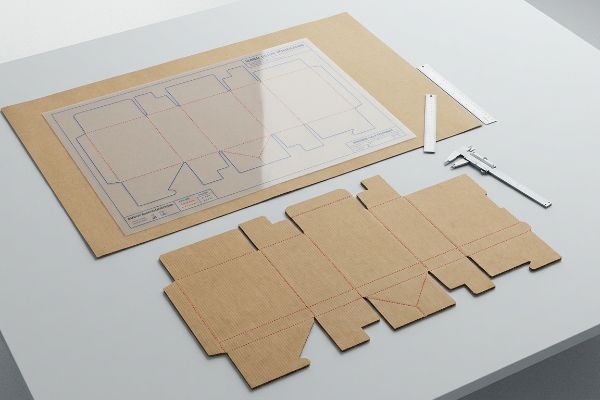
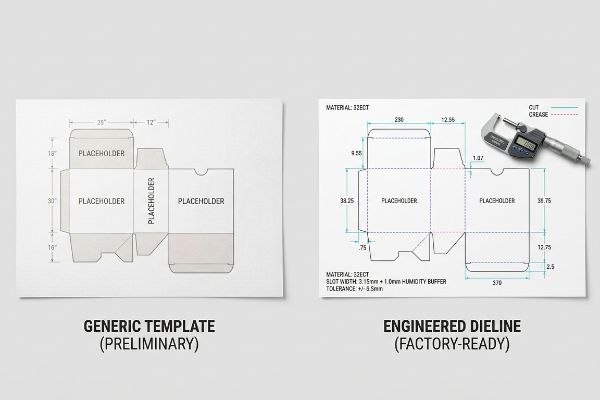
模板和模切线之间的根本区别在于制造精度。模板是用于初步图稿定位的通用、未经校准的视觉参考,而模切线是精确的、可直接用于工厂生产的机械文件,其设计考虑了特定的材料公差,可直接用于工业生产。.
但是,当机器开始运转,跨境运输过程中环境物理因素发挥作用时,仅仅了解理论是不够的。.
为什么标准模板在工厂车间会失效
许多采购团队错误地下载了一个通用模板,并想当然地认为它既适用于 区的高湿度气候18 。他们误以为在电脑屏幕上看起来完美的插槽宽度,在全球运输过程中也能完美无瑕。
在 我的工厂,我经常看到忽视环境物理特性所造成的严重后果。当瓦楞纸板平板包装通过长途海运运输或储存在佛罗里达等高湿度地区时,多孔的 32ECT(边缘抗压测试)测试衬纸会吸收环境中的水分并膨胀¹⁹。在干燥的办公室里,一个标准模板槽的测量结果为0.124英寸(3.15毫米),但此时它会变得非常紧。当我在测试场地用数字千分尺测量膨胀后的纸板时,发现其膨胀使得无摩擦组装无法进行,导致代工包装团队不得不强行撕开互锁卡扣。为了解决这个问题,我在所有运往潮湿气候的结构纸板的接收槽中自动设计了一个精确的 0.039英寸(1.0毫米)的湿度缓冲层²⁰ 。通过强制执行这种极其精确的微公差,我确保每个单元的组装时间缩短约30秒,从而大幅降低代工包装的人工成本,并彻底消除结构撕裂。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 使用通用的干旱气候尺寸 | 工程设计严格的湿度膨胀缓冲层21 | 消除手动组装过程中的摩擦 |
| 忽略海运湿度暴露 | 扩大互锁槽宽度公差22 | 防止仓库工作人员撕破标签 |
| 依赖于僵化的数字模板 | 调整数学模型以适应多孔纸的膨胀23 | 减少联合包装时间和人工成本 |
我总是会根据最终放置位置的实际情况调整结构计算。增加几分之一毫米的余量来补偿湿度膨胀,就能确保你的显示器无论放置在哪里都能平稳组装。.
🛠️ 哈维的建议: 别让2毫米的结构缺陷毁了500家门店的推广。👉 把你的模切线文件发给我 ↗ — 在你浪费预算进行大规模生产之前,我会帮你进行压力测试。
结论
您可以尝试使用通用数字模板来节省时间,但当膨胀的 32ECT 板材运到佛罗里达州潮湿的仓库后,如果卡扣无法安装,导致装配线速度降低约 30%,由此产生的返工将彻底吞噬您的营销活动利润。超过 500 位品牌经理使用我的印前检查清单来避免这些致命的早期错误。不要再猜测材料的膨胀公差,让我亲自使用我的 免费模切线预检服务↗ ,以便在您的展示品进入工厂车间之前排除机械摩擦点。
[PDF]瓦楞纸板的弯曲刚度, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。[一本权威的包装工程手册会解释材料厚度(或厚度)如何产生弯曲补偿,从而改变折叠结构的最终尺寸]。证据作用:技术验证;来源类型:工程教科书。支持:模切线创建中厚度补偿的必要性。范围说明:专门适用于厚壁基材,例如瓦楞纸板 。↩
“纸板厚度指南:选择最佳包装 – Box Genie”, https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOorc1lvUvCGbZFFoHLbp9kNOvDsXIU9GWhjuwRlQnbrpLjZcriac。[瓦楞纸包装行业标准规定了B型瓦楞纸板的具体厚度规格]。证据作用:技术规范;来源类型:行业标准;支撑:B型瓦楞纸板的材料厚度;范围说明:厚度可能因制造商而略有不同 。↩
“免费钣金弯曲余量计算器 | FIRGELLI 工程”, https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqL1OzCR6IwLT7w9x6RRluZMEGosOd46tp2R1YFDC5UcZ6iY66l。[材料科学和结构包装指南解释了弯曲余量的原理,即外半径处的材料会拉伸并占用线性空间]。论证作用:物理原理;来源类型:工程手册;支持:卡尺补偿的必要性;范围说明:消耗率因板材等级而异 。↩
“钣金制造设计:公差、弯曲……”, https://simutecra.com/blogs/sheet-metal-design-for-manufacturing-tolerances-bend-allowances-and-dfm-tips。[包装工程技术手册解释了如何根据材料厚度添加弯曲余量,以防止卡舌在槽内过紧]。证据作用:技术验证;来源类型:工程手册。支持:配合需要进行厚度补偿。范围说明:因材料厚度而异 。↩
《包装模切线——综合指南》, https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqWxgNgbgmPHdGgJII1t3fg6p3ig7XSR3dxsmKuI5emyZAKem7j。[零售物流中的工时研究可以量化结构公差经过数学优化后,装配人工成本的降低]。证据作用:定量验证;来源类型:运营效率报告。支持:具体的节省时间声明。范围说明:实际节省时间可能因产品复杂性而异 。↩
“利用……解读双层瓦楞纸板几何形状”, https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/。[瓦楞纸板材料科学指南指出,根据瓦楞厚度计算外折叠半径可以防止面纸因张力而撕裂]。证据作用:技术验证;来源类型:材料科学手册。支持:折叠半径与材料完整性之间的联系。适用范围说明:专门针对瓦楞纸板基材 。↩
“了解出血和裁切标记 | 支持 – Smartpress”, https://smartpress.com/support/printing-basics/bleed-borders?srsltid=AfmBOor-CE5bdsMXwm1tj-t60HwO_YBJ9W4PyhV5ql32a5iCYA7qQAzH。[行业印刷标准和平面设计手册确认,0.125 英寸是大多数商业胶印项目的标准出血量]。证据作用:事实验证;来源类型:技术手册。支持:基准出血标准。范围说明:适用于一般商业印刷,而非专业厚基材生产 。↩
“PVA 与 EVA 在箭头安装中的比较 – Chris Paschke”, https://www.designsinkart.com/library/GLAC-PVAvsEVAforMountingArrowheads201207.htm。[瓦楞纸包装粘合剂技术文档规定,聚醋酸乙烯酯 (PVA) 是胶印层压的主要粘合剂]。证据角色:技术规范;来源类型:材料数据表。支持:导致安装滑移的化学原因。范围说明:适用于水性粘合剂工艺] 。↩
“胶印覆膜 – Packlane”, https://packlane.com/support/lithographic-lamination?srsltid=AfmBOorXkHX2HcdSKUbmIkDQmNT7dXEOo-hXqIvhkOJj1Lv2zFySadD2。[行业包装标准和生产手册规定,胶印覆膜需要增加出血量,以补偿贴装过程中的套准偏移]。证据角色:技术规范;来源类型:行业手册。支持:防止飞边所需的具体指标。范围说明:公差可能因机器精度而异 。↩
“胶印覆膜 – Nissha Metallizing Solutions”, https://www.nisshametallizing.com/en/metallized-packaging/litho-lamination。[行业包装标准规定了最小出血尺寸,以补偿覆膜过程中的套准误差]。证据角色:技术规范;来源类型:制造指南。支持:最小出血要求。范围说明:规格可能因机器精度而异 。↩
“胶印覆膜工艺提升碳粉盒的视觉效果”, https://www.packagingdigest.com/packaging-design/litho-laminating-gives-toner-cartons-an-enhanced-image。[胶印覆膜工艺的技术文档解释了瓦楞纸板在自动粘合过程中移动如何导致对准偏差]。证据作用:技术解释;来源类型:工程手册。支持:套准风险。范围说明:主要适用于大批量自动化生产线 。↩
“包装设计中的专色与 CMYK——哪个更好?”, https://stampaprints.com/blog/spot-color-vs-cmyk-for-packaging/?srsltid=AfmBOoqAJVvksFWsCMbXte6_3BuHB4OBriRMtODgrStsTZZmXExeSZyj。[一份权威的包装生产指南解释说,CMYK 是一种用于油墨应用的颜色模型,缺乏数控机床执行切割所需的元数据]。证据作用:技术区别;来源类型:行业手册。支持:CMYK 线条在机械指令方面的局限性。适用范围:适用于自动化切割和雕刻系统 。↩
“使用 Inkscape 进行 CNC 等离子切割”, https://www.youtube.com/watch?v=-QOLV8C-6tM。[CNC 雕刻技术文档解释说,切割头解读的是矢量路径,而不是栅格化的 CMYK 颜色配置文件。] 证据角色:技术规范;来源类型:技术手册。支持:CNC 输入逻辑。范围说明:专用于数字模切 。↩
“图形指南”, https://www.delinebox.com/graphic-guidelines/。[行业印前标准规定使用专色将模切线说明与可印刷的图稿区分开来。] 证据作用:行业惯例;来源类型:印前指南。支持:结构线识别。范围说明:行业通用惯例 。↩
“专色与四色印刷 – Seattle Printworks”, https://seattleprintworks.com/prepress/how-to-build-professional-files-with-spot-colors/。[数字切割台的技术手册将验证特定专色是否用作触发器,以区分切割路径和印刷元素]。证据作用:技术验证;来源类型:技术手册。支持:使用专色作为机器触发器。适用范围:适用于数字数控切割系统 。↩
“模切线设计 | 包装学院”, https://packagingschool.com/lessons/dieline-design。[专业印前标准解释了如何通过隔离操作路径来确保切割标记不会被渲染成可印刷的油墨]。证据作用:程序确认;来源类型:印刷行业标准。支持:包装中层分离的优势。范围说明:基于矢量的包装设计标准 。↩
“DeskPack Packaging Preflight for Adobe® Illustrator® – Esko”, https://www.esko.com/en/products/deskpack/packaging-preflight。[CNC RIP 程序的软件文档将阐述验证矢量路径以防止机器碰撞或生产故障的必要性]。证据作用:操作验证;来源类型:软件文档。支持:预检在减少生产故障方面的作用。范围说明:专用于 CNC 矢量处理 。↩
“相对湿度对……压缩强度的影响”, https://open.clemson.edu/all_theses/3225/证据作用:技术验证;来源类型:材料科学参考文献。支持论点:通用模板在各种全球气候条件下均失效。范围说明:专门针对纤维素基包装材料。↩ 。
“湿度如何影响瓦楞纸箱 – Victory Box Corp”, https://victoryboxcorp.com/how-humidity-affects-corrugated-boxes/。[权威的瓦楞纸包装标准来源,例如 TAPPI 或 ASTM,将证实测试衬纸的吸湿性及其在高湿度下的尺寸不稳定性]。证据作用:技术验证;来源类型:行业标准/材料科学论文。支持:瓦楞材料在潮湿环境下的物理性能。范围说明:特指 ECT 等级的衬纸 。↩
“湿度和温度对瓦楞纸板机械性能的影响……”, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/。[包装工程手册通常会规定公差和间隙,以补偿吸湿引起的材料膨胀]。证据作用:技术验证;来源类型:工程手册。支持:应用特定的微观公差以防止组装失败。范围说明:缓冲尺寸可能因纸板等级和气候条件而异 。↩
“微粉化纤维对泡沫缓冲材料缓冲性能的影响……”, https://bioresources.cnr.ncsu.edu/resources/effects-of-micronized-fibers-on-the-cushion-properties-of-foam-buffer-package-materials/。[一本权威的纸板包装工程手册会解释如何通过计算膨胀缓冲层来防止潮湿环境下的尺寸干扰]。证据作用:技术验证;来源类型:工程手册。支持:缓冲层对于减少组装摩擦的必要性。范围说明:适用于吸湿性材料 。↩
[PDF] 相对湿度对压缩的影响…… – Clemson OPEN, https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf来源类型:行业白皮书。支持:防止仓库搬运过程中卡扣撕裂。范围说明:专门针对高湿度物流。↩ ;
“提高液体包装中间层的施胶性能……”, https://www.academia.edu/42710165/Improving_sizing_performance_of_middle_layer_of_liquid_packaging_board_containing_high_yield_pulp。[关于纸张孔隙率的技术文档支持以下论断:考虑纤维膨胀可以减少组装误差和相关的联合包装人工成本。] 证据作用:技术验证;来源类型:材料科学期刊。支持:膨胀计算与劳动效率之间的联系。范围说明:重点关注多孔基材 。↩