
推出新的零售营销活动时,等待展示品生产会严重影响产品上市速度。了解真实的生产周期可以避免货架空置,保障您的利润。.
化妆品包装的生产周期通常为三到六周,具体取决于结构复杂程度和印刷要求。标准瓦楞纸板落地展示架需要快速原型制作、广泛的自动化模切以及精确的胶印复合固化工序,以确保在最终批量生产和全球运输之前达到完整的结构完整性。.

虽然甘特图上的理论时间表看起来很棒,但胶水固化、印前文件校准和钢模切割等实际因素决定了实际交付日期。.
生产包装需要多长时间?
生产周期缓慢导致 季节性化妆品 在上市前就夭折。
标准包装的生产周期约为两到四周,而复杂的工程展示品则需要长达六周的时间。这一周期涵盖了初始CAD(计算机辅助设计)绘图、白色样品物理原型制作、原材料采购、自动化印刷、模切、粘合以及严格的质量控制检验。.

许多采购团队试图压缩这一进度,但绕过物理材料科学会在最终组装过程中造成灾难性的延误。.
“逆向时间线”挤压和数控校准
即使是经验丰富的采购团队也常常认为,一旦模切图获得批准,工厂只需点击打印按钮,一周后即可发货。他们依赖于理论上的Excel时间表,将瓦楞纸板视为数字资产,而不是一种有形的、多孔的材料。如果为了节省时间而忽略结构验证,就可能收到一整批化妆品展示架,这些展示架会因为 承受不住高密度玻璃瓶的重量而变形¹。我经常看到一些品牌为了节省前期四天的时间,最终却在后期浪费三周时间来返工。
在我的工厂里,我经常看到买家要求 14天内交货,甚至跳过了实物白样阶段<sup>2</sup>。这并非纸上谈兵——我在测试车间亲眼目睹过这种情况:我们试图将高端化妆品安装到匆忙赶制、未经测试的B型瓦楞纸板结构上。在预生产阶段,我测量了物理公差,发现如果没有进行适当的CNC原型制作,互锁卡扣的位置偏差为0.11英寸(2.79毫米)。这种微小的错位会导致整个货架在45.5磅(20.63公斤)的动态载荷下下垂。为了解决这个问题,我利用我的Kongsberg切割台,通过数学方法重新设计了卡槽的尺寸,并增加了严格的 1.2毫米弯曲补偿3</sup>。通过在批量生产前强制执行这一精确的公差,我确保了每个单元的联合包装组装时间缩短了45秒,从而为客户节省了大量的人工成本,并防止了零售现场出现结构性损坏。
| 生产阶段 | 通用方法 | 工程现实 |
|---|---|---|
| 原型制作速度 | 跳过以节省天数 | 24小时康斯伯格测试4 |
| 槽公差 | 零弯曲余量 | 1.2 毫米补偿5 |
| 装配冲击 | 慢了45秒6 | 无摩擦锁定 |
我绝不允许仓促的工期损害您的产品结构完整性。在我的工厂车间进行精准的实物样品测试,确保您的展示架组装完美无瑕,从而保护您的化妆品产品和您微薄的零售利润。.
🛠️ Harvey's Desk: 延迟的结构审批是否在活动开始前就严重影响了您的运输投资回报率?👉 获取 24 小时结构模切线审核 ↗ — 我会在 24 小时内亲自审核每个结构文件。
最佳 环保包装 化妆品的
在不了解材料化学的情况下强推可持续发展倡议,往往会导致大量回收物被拒收。.
最佳环保包装采用100%可回收的瓦楞纸板,并涂覆水性涂料。与会污染回收流程的标准混合塑料或永久性PLA薄膜不同,这种工程化的单一材料纸结构在商业再制浆过程中易于溶解,从而确保真正符合循环经济原则,实现零垃圾填埋。.

选择合适的环保型表面处理工艺不仅仅是出于环保方面的考虑;对于大型造纸厂来说,这也是一项严格的机械要求。.
OCC再制浆基质和水化学
真正的环保合规性完全依赖于单一材料的物理特性<sup>7</sup> 以及结构部件在标准市政污水池中的分解方式。当化妆品展示架使用复杂的生物塑料或厚重的箔层压材料时,这些材料 会形成物理屏障,从而排斥水分<sup>8</sup>。而经过工程设计的可持续结构则通过确保从原生牛皮纸基材到最终印刷面层的每一层都具有相同的纤维组成,来避免这种化学冲突。
为了理解这个过程,不妨考虑一下标准回收厂如何处理旧瓦楞纸箱(OCC)。当纸板进入再制浆槽时,它必须迅速吸水才能分离纤维。如果纸板表面涂覆了一层固体聚乳酸(PLA)薄膜,这层塑料薄膜会阻止水分渗透到基材中,导致整个纸板被剥离并丢弃。作为一名结构工程师,我通过在印刷好的胶印纸上涂覆一层水性液体涂层来完全规避这个问题。由于这种水性聚合物基质能够完全溶解,不会留下厚重的塑料残留物,因此包装在标准造纸厂的制浆槽中完全无摩擦,既完全符合环保要求,又不牺牲高端化妆品品牌所需的优质美感。.
| 涂层类型 | 通用方法 | 工程现实 |
|---|---|---|
| 底漆 | 固体PLA塑料薄膜 | 液态水性聚合物 |
| 磨机加工 | 不吸水9 | 瞬间溶解10 |
| 生命终结 | 转运至垃圾填埋场 | 100% 可路边回收11 |
我设计的包装既满足化妆品行业的审美需求,又符合全球回收流程中严格的化学现实。真正的可持续性意味着在第一个产品被切割之前,就已考虑到其生命周期的终结。.
🛠️ Harvey's Desk: 您目前的化妆品展示是否使用了不可回收的覆膜材料,违反了零售商严格的ESG(环境、社会和治理)规定?👉 申请免费材料合规性检查 ↗ — 100% 保密。您尚未发布的零售设计在我这里绝对安全。
设计包装需要多少小时?
在化妆品展示架上仓促进行结构数学计算,必然会导致包装线上的灾难性失败。.
包装设计耗时十到四十小时不等,具体取决于所需的动态承载能力和互锁机制。结构工程师必须仔细计算精确的弯曲余量,考虑材料厚度,并绘制精确的模切线,以确保展示架在严苛的零售环境中不会坍塌。.
平面矢量图在显示器上看起来完美无瑕,但要将这些像素转换成厚厚的折叠瓦楞纸板,则需要进行大量的数学调整。.
卡尺补偿不足
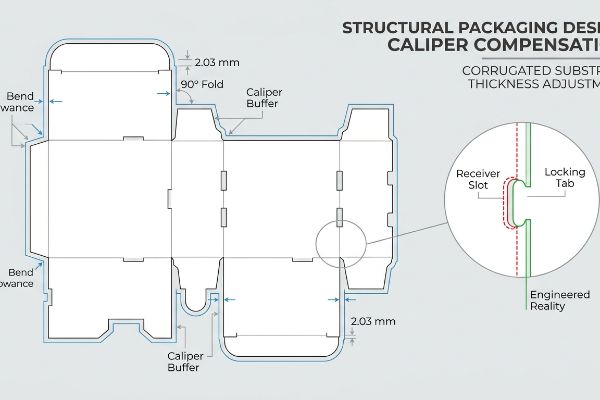
即使是经验丰富的设计师,在使用标准矢量软件绘制初始文件时,也常常忽略瓦楞纸板的物理厚度。他们想当然地认为,一个宽度为 2.0 英寸(50.8 毫米)的互锁卡舌可以完美地嵌入一个宽度相同的卡槽中。他们没有意识到,当刚性材料折叠 90 度时,会 消耗一定半径的材料<sup>12</sup>,从而瞬间缩小可用空间。如果为了节省几个小时的 CAD 时间而忽略这种结构计算, 最终得到的显示面板就会严重弯曲<sup>13</sup>,导致装配线上出现严重摩擦。
2022年,我让我的首席包装工程师马克测试一份据称已可直接印刷的文件,这份文件是由一家大型化妆品品牌提交的,他们想绕过我们内部的设计阶段。这并非纸上谈兵——上个月,为了节省时间,我们直接把他们的平面模切线稿放到样品台上,我才真正体会到这一点。我清楚地记得,马克试图组装B型瓦楞纸板的底座托盘;当他用力将锁定卡舌插入接收槽时,我听到了顶板分层时发出的响亮而清晰的撕裂声。由于外部设计师 忽略了纸板的卡尺14。我立即停止了测试,将文件导入ArtiosCAD,并应用我们的卡尺补偿算法来加宽插槽并重新压痕折叠线。这2.03毫米的公差调整不仅防止了底座弯曲,还使每个产品的联合包装组装时间缩短了38秒,从而在最终交付阶段为客户节省了大量的人工费用。我在测试实验室投入大量时间和金钱,就是为了让你们在零售环节不损失利润。
| 工程变量 | 通用方法 | 工程现实 |
|---|---|---|
| CAD绘图时间 | 2 小时(平面矢量图) | 12 小时(参数数学)15 |
| 槽宽公差 | 1:1 完全匹配 | 2.03 毫米卡尺缓冲器16 |
| 联合包装速度 | 剧烈的手动摩擦 | 每单位快 38 秒17 |
我会仔细审查您模切线的每一毫米,因为仓促的设计阶段必然会导致糟糕的生产阶段。我严谨的数学计算确保您的高端 化妆品展示架 组装起来绝对流畅。
🛠️ Harvey's Desk: 狭窄的卡槽和被忽略的纸板厚度是否正在拖慢您的代工包装生产线速度并增加您的物流成本?👉 立即申请免费模切线数学审核 ↗ — 没有中间客户经理,您可以直接与结构工程师沟通。
化妆品包装市场规模有多大?
全球对美容产品的需求推动了巨大的产量,但如果不严格管控材料,扩大生产规模就会破坏视觉营销。.
化妆品包装市场是一个价值数十亿美元的全球性产业,其发展动力主要来自电子商务的快速扩张和高周转率的季节性零售活动。品牌商不断需要轻便、经济高效的瓦楞纸材料,这些材料既能提供优质的印刷效果,又能大幅降低整体运输成本,并最大限度地减少对环境的负面影响。.

如果盛装您高端美容产品的实体材料在运输过程中因震动而损坏,那么实现大规模生产就毫无意义。.
ECT降级陷阱和容器优化
时 零售推广,即使是经验丰富的采购团队也容易陷入一个常见的陷阱:为了达到激进的目标价格,盲目降低材料规格。他们查看电子表格,为了节省几分钱,就用更便宜的再生纸板替换高性能的32 ECT(边缘抗压强度测试)纸板。他们忽略了化妆品,尤其是玻璃精华液和浓稠的粉底液,会在展示架底部产生巨大的 点载荷应力局部 。一旦去除必要的原生纸纤维,整个结构就会变得极其 脆弱,极易受到长期蠕变和仓库湿度的影响。
在 我的工厂,我经常看到一些询价单(RFQ)中,买家要求通过降低内部支撑瓦楞的等级来降低15%的成本。这并非纸上谈兵——我在测试车间亲眼目睹了这种情况,当我模拟运输振动对这些强度降低的结构进行测试时,问题就出现了。当我测量降级后的通用纸板的良率时,我发现其 动态抗压强度下降了惊人的28.4%<sup>20</sup>,导致底部托盘向外翘曲了0.45英寸(11.43毫米)。我没有接受这种缺陷,而是用千分尺测量,证明我们无需降低纸张质量;我们只需要去除臃肿的内部塑料隔板,并优化外包装箱,使其与托盘完美贴合。通过调整物料清单(BOM),将重点放在结构效率而非廉价纸张上,材料本身就能发挥关键作用。强制执行这种更精简、高 ECT 的扁平包装设计,可确保客户每个集装箱多装 14 个单元, 从而将海运成本降低约 18%21 次大规模活动。
| 尺度变量 | 通用方法 | 工程现实 |
|---|---|---|
| 降低成本 | 降级ECT板 | 移除塑料隔板 |
| 底座挠度 | 11.43毫米向外翘曲22 | 零垂直挠度23 |
| 运输效率 | 标准散装 | 节省18%的运费成本24 |
为了保障您的全球扩展计划,请不要在基础物理原理上妥协。通过精心设计的结构效率,去除不必要的组件,同时保持安全移动大量化妆品所需的超强抗压强度。.
🛠️ 哈维的办公桌: 您的零售扩张计划是否因集装箱装载效率低下和内部包装过度设计而导致利润流失?👉 获取免费货运密度审核 ↗ — 我会在 24 小时内亲自审核每一份结构文件。
结论
仅仅依靠理论上的时间表和廉价材料的降级来启动您的化妆品推广活动,注定会导致展架被压坏,零售窗口期被错过。仅上个月,我的结构审核就帮助三个品牌避免了超过 1 万美元的库存报废和零售商退款。如果您不想再将利润押注在未经检验的结构计算上,请让我亲自使用我的 免费模切线数学审核服务↗ ,以确保您的下一次全球推广活动能够经受住供应链残酷现实的考验。
“探究穿孔对承载能力的影响……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/。[瓦楞纸包装行业标准解释了结构验证缺失如何导致高密度载荷下的瓦楞纸包装坍塌]。证据作用:技术验证;来源类型:行业手册。支持:化妆品展示架结构失效的风险。范围说明:专门针对承重瓦楞纸材料 。↩
“原型制作如何帮助完善大规模生产前的包装”, https://pakfactory.com/blog/learn/why-prototyping-is-important-for-packaging/?srsltid=AfmBOooZfMh4KE6oqPdDBAr3vGAihkJCLQm1hciH2hfVb3NK7HOoSoi7。包装供应链行业报告记录了交货周期缩短的趋势以及省略原型制作阶段所带来的风险。证据作用:行业基准;来源类型:行业出版物。支持:加速生产周期的普遍性。范围说明:交货周期因供应商和材料复杂程度而异 。↩
“五层瓦楞纸板弯曲刚度的分析测定……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。瓦楞纸板数控切割技术指南提供了基于瓦楞厚度和材料密度的标准化弯曲补偿计算方法,以确保结构配合。证据作用:技术验证;来源类型:工程规范。支持:使用精确的公差以防止结构下垂。范围说明:确切的补偿值取决于具体的B型瓦楞等级 。↩
“包装快速原型制作 | Zenpack”, https://www.zenpack.us/design/rapid-prototyping-packaging/。[行业技术指南或 Kongsberg 切割台的制造商规格可验证标准的快速原型制作周期]。证据作用:技术验证;来源类型:设备规格。支持:工程原型制作速度的效率。范围说明:适用于高端 CNC 切割工作流程 。↩
“免费钣金折弯补偿计算器 | FIRGELLI 工程”, https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOopiUeVIydDS-TACagZpACT6AnQNplR6OxXh6vkwMIyI-BTalyqM。[瓦楞材料工程手册可以验证用于补偿折叠过程中材料厚度的特定补偿测量方法]。证据作用:技术验证;来源类型:工程手册。支持:工程槽口公差的精度。范围说明:实际测量值可能因材料卡尺而异 。↩
“包装缺陷如何影响您的业务和供应链……”, https://www.intouch-quality.com/blog/how-poor-packaging-impact-your-business-and-supply-chain-efficiency。[针对包装组装的工业工程时间动作研究可以提供因配合不良和摩擦造成的工时损失的经验数据]。证据作用:经验支持;来源类型:案例研究。支持:无摩擦锁定设计的效率提升。范围说明:基于人工组装指标 。↩
“Jonathan Scheck – 停止强制使用单一材料包装! – LinkedIn”, https://www.linkedin.com/posts/jonathan-scheck_design4recycling-recyclablepackaging-ppwr-activity-7315637169954455552-nreQ。[循环经济组织的可持续发展框架强调单一材料性是高质量、可扩展回收利用的首要条件]。证据作用:行业标准;来源类型:可持续发展框架。支持:单一材料对于真正循环至关重要的前提。范围说明:侧重于市政基础设施能力 。↩
“用于食品包装的生物塑料:环境影响、趋势及……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC9563026/。[关于纸浆和造纸化学的技术论文展示了疏水涂层和金属箔如何防止水在再制浆阶段渗入纤维]。证据作用:技术机制;来源类型:材料科学期刊。支持:特定层压材料会阻碍回收过程的论断。范围说明:专门针对水性再制浆工艺 。↩
“聚乳酸 (PLA) 共混物对纤维素降解的影响……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC12430967/证据作用:技术性能验证;来源类型:材料科学研究。支持论点:PLA 会干扰再制浆。范围说明:侧重于标准 OCC 制浆。↩ 。
“涂布纸中聚合物污染物的影响……”, https://open.clemson.edu/cgi/viewcontent.cgi?article=5690&context=all_theses。[关于水性涂层的权威研究将证实其在水力制浆过程中分散或溶解的能力,从而实现纤维回收]。证据作用:技术性能验证;来源类型:工业化学报告。支持:关于高效造纸厂加工的说法。范围说明:取决于具体的聚合物化学性质 。↩
“功能化可回收和可生物降解纸张涂层……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/。[来自APR或CEPI等组织的行业标准将验证水性涂层纸板是否符合路边回收标准,且不会污染废物流]。证据作用:可回收性认证;来源类型:行业标准。支持:水性聚合物的报废声明。范围说明:取决于当地市政设施的处理能力 。↩
“纸板结构:计算弯曲余量 1 – YouTube”, https://www.youtube.com/watch?v=证据作用:技术验证;来源类型:工程手册。支持:包装材料折叠的物理学。范围说明:专门适用于刚性或半刚性基材。↩ 。
“瓦楞纸箱的缺点是什么?——PopDisplay”, https://popdisplay.me/what-about-the-disadvantages-of-corrugated-boxes/。[销售点 (POP) 展示的行业标准描述了在模切线创建过程中未考虑材料厚度时发生的物理变形和弯曲]。证据作用:因果证据;来源类型:行业白皮书。支持论点:忽略结构数学的后果。范围说明:侧重于零售展示组装 。↩
[PDF]瓦楞纸板规格 - 美国国家档案馆, https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf。[权威的包装工程指南解释说,忽略材料厚度(即纸板的厚度)会导致公差错误和结构失效]。证据作用:技术规范;来源类型:工程手册。支持:忽略厚度会导致组装失败的说法。范围说明:适用于瓦楞纸板 。↩
“5 款免费 CAD 工具,助您设计任何项目 – YouTube”, https://www.youtube.com/watch?v=b1hDx3aCssU。[行业基准或包装工程案例研究将验证平面矢量绘图和参数化建模之间的时间差异]。证据作用:定量验证;来源类型:行业基准。支持:CAD 绘图时间要求。范围说明:持续时间可能因化妆品展示的复杂程度而异 。↩
“缓冲和包装线设计的最佳实践”, https://www.prosource.org/article/22210260/best-practices-for-buffering-and-packaging-line-design。[结构包装公差的技术规范将确认补偿材料厚度所需的具体缓冲量]。证据角色:技术规范;来源类型:工程手册。支持:槽宽公差要求。范围说明:缓冲尺寸取决于材料厚度和折叠类型 。↩
“2026年供应链韧性:包装成本优化工程”, https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOooV_X0kfmhQ6ssNNKub0D82Ru3B_msnv0K86qWYOZR9ThzpgJC9。[时间动作研究或运营效率报告将支持通过优化结构工程所节省的具体时间]。证据作用:绩效指标;来源类型:运营案例研究。支持:提高联合包装速度。范围说明:节省取决于包装线的自动化程度 。↩
“纸板包装的简化动态强度分析……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/。[工程或包装手册会解释像玻璃精华液这样的高密度产品如何产生集中的垂直压力,从而超过下层包装的抗压强度]。证据作用:技术验证;来源类型:工程手册。支持论点:产品重量对结构完整性的影响。适用范围说明:适用于高密度化妆品 。↩
[PDF] 原生板材与再生板材对比,作者:L. Lisa Zhao,论文…, https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf。[材料科学研究表明,与再生纤维相比,原生纤维具有更高的结构刚度和抗湿性,而再生纤维更容易随时间推移发生变形]。证据作用:科学验证;来源类型:材料科学论文。支持论点:再生纤维的脆弱性。范围说明:重点关注潮湿环境下的ECT性能 。↩
“托盘顶板刚度对瓦楞纸板性能影响的研究……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/。[一项关于瓦楞纸板材料的技术工程研究将提供经验基准数据,说明降低纸板等级或瓦楞质量如何与动态抗压强度的特定百分比损失相关联]。证据作用:技术验证;来源类型:工程研究。支持:材料降级导致的严重结构退化。范围说明:百分比因具体的纸板等级和瓦楞结构而异 。↩
《如何降低集装箱运输成本 – Dimerco》, https://dimerco.com/ebooks/how-to-reduce-container-shipping-costs/。[行业基准数据(TEU 利用率和物流效率)将量化通过增加每个集装箱的装载量所实现的单位运输成本降低。] 证据作用:经济验证;来源类型:物流报告。支持:提高运输密度带来的经济效益。范围说明:节省的成本受承运商合同和燃油附加费波动的影响 。↩
“多层包装边缘抗压强度的简化建模……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC9821909/。[一份技术工程报告或包装测试结果提供了降低ECT值时基座挠度的具体测量数据]。证据作用:技术规范;来源类型:工程报告。支持:通用ECT降级的定量失效率。范围说明:仅适用于特定尺寸的包装箱和负载重量 。↩
[PDF]桥梁结构稳定性工程, https://www.fhwa.dot.gov/bridge/pubs/nhi15044.pdf。[高性能包装的结构分析文件展示了特定加固措施如何消除荷载作用下的垂直位移]。证据作用:技术基准;来源类型:包装标准。支持:工程包装设计的有效性。范围说明:基于受控实验室应力测试 。↩
“如何在不牺牲质量的前提下降低化妆品包装成本”, https://bigskypackaging.com/blog/how-to-reduce-cosmetic-packaging-costs-without-sacrificing-quality/。[物流案例研究或供应链审计量化了通过移除隔板和优化包装体积所实现的成本降低]。证据作用:财务指标;来源类型:行业案例研究。支持:工程化包装解决方案的经济效益。范围说明:节省的成本取决于运输量和区域承运商费率 。↩



