品牌颜色在闪亮的屏幕上看起来完美无瑕,但印在多孔的瓦楞纸板上却完全是另一回事。浑浊、不一致的颜色会严重影响零售销量。以下是我们解决这一问题的方法。.
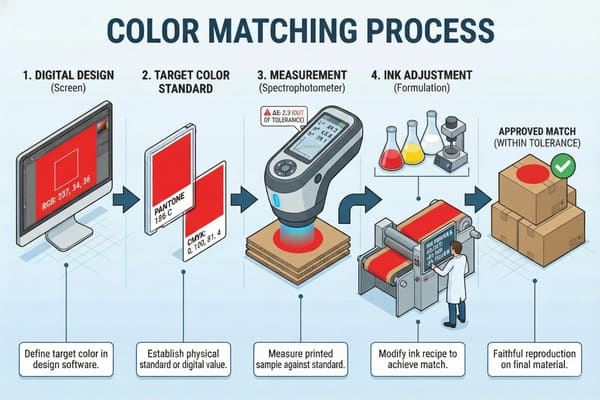
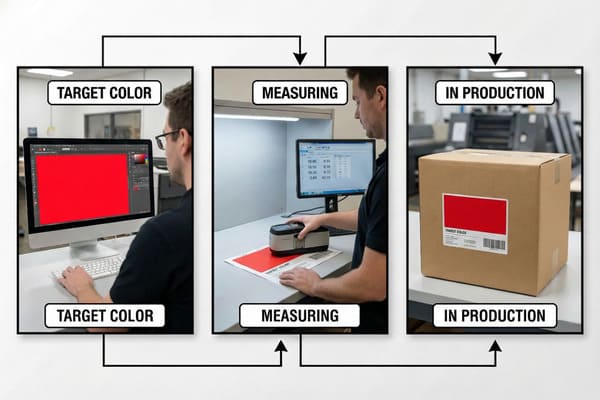
色彩匹配流程是一套系统化的制造程序,旨在将数字设计文件与实际印刷输出进行匹配。它利用分光光度计和标准色彩配置文件,确保品牌色彩在各种承印物上实现精准复制,从而为全球零售营销活动保持视觉一致性。.
作为一名工厂老板,我每天都能看到许多优秀的广告设计在印刷机上被毁掉。接下来,我们将详细探讨如何将您的数字艺术作品完整地转化为实体纸板,同时又不损失其冲击力。.
颜色匹配的流程是什么?
在明亮的笔记本电脑屏幕上审核包装设计稿很危险。液态油墨会渗入纸张,原本鲜艳的红色瞬间就会变成锈红色。我们必须立即改进这个工作流程。.
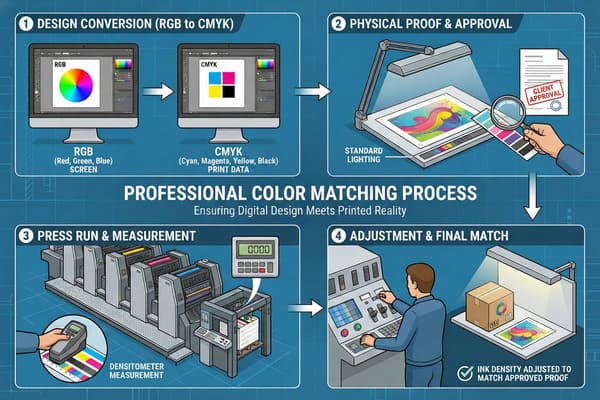
色彩匹配是一个循序渐进的过程,包括数字文件校准、物理打样和印刷调整。它需要使用 RIP(光栅图像处理器)软件将 RGB 数据转换为 CMYK 值,然后对厚度达 0.12 英寸(3 毫米)的瓦楞纸板进行光谱分析。.
“浑浊的颜色”陷阱与GMG防腐的真相
我可是吃过亏才明白这个道理的。几年前,一位纽约的化妆品客户批准了一款漂亮的品红色落地展示架,用于情人节的大型推广活动。他们在背光屏幕上查看了电子版PDF文件后就签字确认了。我们用标准的CMYK胶印版,在标准的32ECT B型瓦楞纸板上进行了印刷。结果呢?品红色油墨渗入了多孔的牛皮纸基底,干透后变成了暗淡的、像瘀伤一样的紫色。简直是一场灾难。我不得不全部报废了5000个展示架。真是把我气疯了。.
那次惨痛的失败促使我彻底改革了我们的印前工作流程。你不能只是在 Adobe Illustrator 里点击打印,然后就指望工厂车间一切顺利。实际流程始于我们 RIP 软件中的数学缩减曲线。瓦楞纸板极易受到“网点扩大”。当湿墨接触到多孔纸张时,网点会发生物理扩散。如果你的数字文件要求 50% 的青色网点,我们的印前软件会自动将印版输出的青色降低到 35%,以预估这种物理扩散。
但真正具有变革意义的是我们的GMG色彩打样系统2。在将金属印版安装到海德堡速霸印刷机之前,我会连夜用您订购的纸张打印一份实物打样。不是光面相纸,而是真正的硬纸板。我们会用分光光度计测量,以确保色差(Delta-E)达到完美。如果您要将展示品运送到像亚利桑那州这样干燥的气候,或者像佛罗里达州那样潮湿的仓库,水分含量会影响油墨的附着力。我们是在现实世界中锁定色彩,而不仅仅是在屏幕上进行数字验证。
| 工艺步骤 | 数字审批(有缺陷) | GMG实物打样(专家) |
|---|---|---|
| 基底 | 背光 RGB 屏幕 | 实际瓦楞牛皮纸/CCNB |
| 点增益补偿 | 没有任何 | 数学 RIP 削减曲线3 |
| 湿度变量 | 被忽略 | 已在物理测试中考虑 |
| 准确度测量 | 人眼球 | 分光光度计(ΔE < 2.0)4 |
客户不喜欢听这话,但你的电脑屏幕会骗你。不要轻易在电子版PDF文件上签字,尤其是在大规模零售推广的情况下。我坚持要求买家先审核GMG的实物样品。欢迎索取我们分光光度计测量您品牌特定颜色的视频。.
什么是颜色匹配系统?
为不同的全球供应商制定统一的印刷标准是一项极其棘手的任务。如果没有通用语言,你品牌在中国印刷的蓝色标识与在美国印刷的蓝色标识将截然不同。.
色彩匹配系统是一个标准化的框架,例如PMS(潘通配色系统)或G7灰度标准,用于在全球范围内传达精确的油墨规格。它提供精确的混合配方和校准目标,确保在不同工厂生产的包装在零售照明下保持视觉上的一致性。.

利用G7主校准弥合美中差距
这个行业里有个很大的误解,认为印刷就是把彩色油墨倒在橡胶辊上。一位来自芝加哥的客户坚持要找一家美国本地的印刷厂印制他们的主要产品包装盒,而临时展架则要送到我的工厂印制。他们以为只要提供完全相同的潘通色号,就能保证颜色完美匹配。结果,当这些60英寸(152厘米)的展架摆放在沃尔玛的货架上,紧挨着零售包装盒时,颜色冲突得非常厉害。.
我一开始拒绝那样印刷,因为我知道其中的风险。美国工厂采用的是G7标准,而我之前的印刷机使用的是日本FOGRA标准。网点结构和灰平衡都截然不同。我不得不升级我的设备。如今,我的整条生产线都达到了G7 Master Calibrated 5标准。这是绝对的美国标准。当美国设计师发给我一个带有GRACoL配置文件的Adobe Illustrator文件时,我的海德堡印刷机读取它的方式与芝加哥的印刷机完全相同。
我们还得克服原材料本身的难题。以PMS 877银色为例。品牌喜欢闪亮的银色文字来提升高端形象。但未经处理的瓦楞纸板会像海绵一样吸收金属薄片。如果直接在牛皮纸衬纸上印刷银色,最终会变成脏兮兮的灰色。为了克服这个系统限制,我们必须先印刷一层实心的白色底墨6来封闭纸张纤维,然后再在上面印刷金属油墨。这增加了一道工序,但却是该系统真正应用于零售货架的唯一途径。
| 系统标准 | 主要区域 | 灰度平衡 | 纸板兼容性 |
|---|---|---|---|
| 福格拉 | 欧洲/亚洲(传统) | 基于TVI(色调值增加)7 | 容易出现浑浊的中音 |
| G7大师 | 美国/北美洲 | 基于视觉灰平衡8 | 非常适合牛皮纸吸收 |
| PMS(金属) | 全球的 | 固体油墨配方 | 需要白色底漆 |
系统校准是廉价工厂和可靠合作伙伴之间那看不见的区别。我投入巨资获得了 G7 认证,确保您的 GRACoL 文件在这里打印完美无瑕,避免常见的美国和中国之间的色差。如果您需要多种包装规格的绝对一致性,我可以先进行一次测试。.
什么是颜色的70/20/10法则?
在展示架上堆砌十种鲜艳的颜色会造成视觉混乱。顾客会直接略过杂乱的设计。你的设计需要严格的结构层次才能提高销量。.
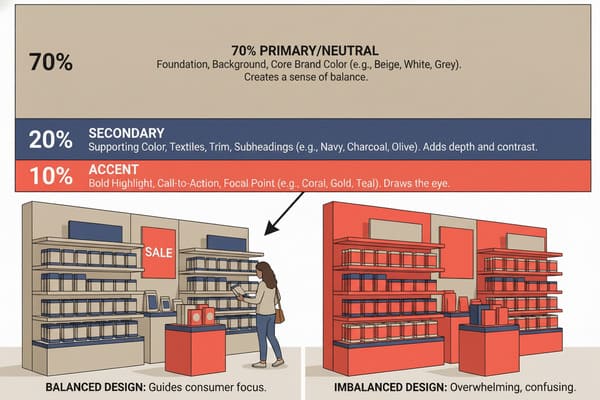
70/20/10 法则是一项基础设计原则,它规定布局中必须包含 70% 的主色、20% 的辅助色和 10% 的点缀色。这种比例分配能够引导消费者的注意力,创造视觉平衡,并在繁忙的零售环境中最大限度地促进冲动消费。.
管理总墨水限制 (TIL) 以确保结构完整性
应用 70/20/10 视觉法则听起来像是纯粹的营销理论,但在工厂车间,这却关乎结构的存亡。让我来解释一下油墨背后的物理原理。一位设计师曾经发给我一份能量饮料倾倒箱的设计稿,其中占“70%”的主色调是一大片纯色的“Photoshop 黑”(C75 M68 Y67 K90)。这相当于 300% 的总油墨覆盖率。.
当我们把印刷机送入印刷机时,大量的液态油墨直接浸透了32ECT B型瓦楞纸板。纸板在托盘上变得柔软而糊状。当我们进行箱体压缩测试(BCT) 9时,展示架在仅40磅(18.1公斤)的重量下就弯曲变形了。大量的液态油墨彻底破坏了纸张的抗张强度。为了解决这一灾难性问题,我们现在在印前部门严格执行260%的总油墨限制(TIL) 10 。我们将危险的300%黑色油墨通过数学方法转换成“安全浓郁黑”(C40 M30 Y30 K100)。在Target或CVS的荧光灯下,它看起来与人眼所见完全相同,但使用的油墨量却大大减少。
70/20/10 法则要求平面设计师使用留白和较浅的主色调。这有助于保持瓦楞纸板的干燥和坚固。当您仅使用 10% 的强调色(例如亮眼的荧光黄)来吸引顾客的目光时,就能节省油墨,缩短工厂的固化时间,并确保落地展示架能够真正承重其设计承重的 150 磅(68 公斤)产品。.
| 设计元素 | 艺术作品报道 | 工厂现实(纸板) | 结构性影响 |
|---|---|---|---|
| 70% 优势 | 严重暗黑洪水(>300% TIL)11 | 板材变得饱和/软化 | 未能通过 150 磅(68 公斤)负载测试 |
| 70% 优势 | 光线/负空间 | 板面保持干燥/坚硬 | 通过ISTA跌落测试12 |
| 10% 口音 | 亮斑色 | 快速紫外线固化时间 | 鲜明的视觉对比 |
如果展示架在超市过道里坍塌,再精美的设计也毫无意义。通过巧妙的设计比例控制油墨用量,我既能保护您的品牌形象,又能保护您的产品实体。在最终确定布局之前,请将您的AI文件发送给我的结构设计团队。.
颜色搭配的规则是什么?
千万不要想当然地认为印刷机知道你想要什么。如果没有严格的数学规则,工厂的温度、湿度和机器磨损都会在生产过程中不断改变你的品牌颜色。.
色彩匹配规则是一项严格的质量控制要求,规定印刷输出与经批准的主样品之间的 Delta-E 值偏差必须小于 2.0。这项数学规则确保在大批量生产中,人眼完全无法察觉颜色差异。.
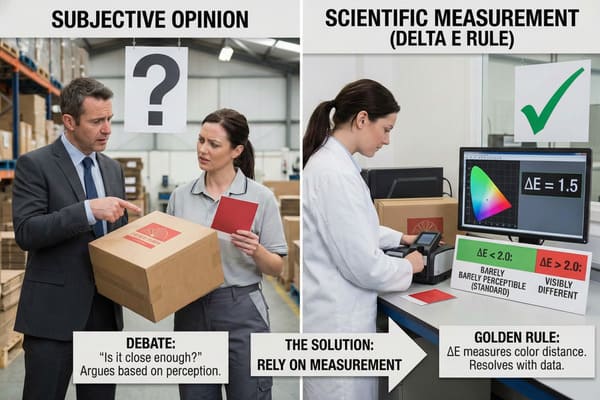
黄金样本方案及完成登记
我生产线上的黄金法则虽然残酷却必不可少:第5000件产品必须与第一件产品一模一样。要在三天印刷周期内保持这种一致性极其困难。印刷机的滚筒会发热,工厂内的环境湿度也会随着时间推移而变化。如果我们不持续监测产品质量,颜色就会出现偏差。.
我们采用“黄金样品”流程来应对工厂生产的这种现状。在批量生产开始之前,我会亲自审核一张完美的、经过分光光度计验证的印刷品。这张印刷品会直接放在海德堡印刷机的控制台上。每生产100张,就会扫描并与这张标准印刷品进行数学比对。如果Delta-E值超过2.0,我们会立即停止机器运行。.
但色彩匹配不仅仅关乎CMYK油墨,也关乎高级表面处理。奢侈品牌喜欢在logo上添加局部UV(一种闪亮的透明光泽)。然而,瓦楞纸板在印刷滚筒的巨大压力下会略微拉伸。如果UV版材的切割与印刷版材完全一致,这种微小的拉伸会导致光泽“漂移”到logo之外,造成模糊不清、套印不准的糟糕效果。我通过在高粘度丝网印刷工艺中预留0.02英寸(0.5毫米)的“陷印”余量来解决这个问题。此外,我们还将硬质UV遮罩从任何结构折痕处向后拉出0.12英寸(3毫米)。如果干燥的UV聚合物在商店组装过程中被折叠,它会开裂剥落,留下锋利的塑料碎片。.
| 质量控制检查点 | 行业标准 | 我们的工厂规程 |
|---|---|---|
| 批次一致性 | 目视检查 | 每100张纸使用一次分光光度计13 |
| 颜色差异 | Delta-E < 4.0(可见光) | Delta-E < 2.0(无法察觉)14 |
| 局部UV登记 | 完全匹配 1:1(漂移) | 0.02 英寸(0.5 毫米)夹持重叠 |
| 皱纹 | 覆盖褶皱(裂纹) | 0.12 英寸(3 毫米)光泽禁入区 |
我绝不会将您的品牌声誉交给运气或疲惫的机器操作员。我们严格的 Delta-E 规则和精心设计的容差范围,确保您的海运集装箱抵达配送中心时绝无任何意外。您可以随时要求我从印刷机上随机抽取一个生产样品。.
结论
在纸板上精准控色,需要工厂级的严格把控,而不仅仅是优秀的平面设计。别再让您的零售宣传活动因模糊的印刷和松散的结构而功亏一篑。立即获取报价,让我们助您成就辉煌。
对于任何从事印刷制作的人来说,了解网点增大都至关重要,因为它直接影响色彩准确度和最终印刷质量。. ↩
了解 GMG 色彩打样系统将帮助您了解先进的打样技术如何确保印刷颜色符合预期,从而减少代价高昂的错误。. ↩
了解数学 RIP 缩减曲线如何提高打印精度和色彩一致性,这对于高质量包装和专业打样至关重要。. ↩
了解为什么使用 Delta-E < 2.0 的分光光度计对于印刷生产和质量控制中的精确颜色匹配至关重要。. ↩
了解 G7 主校准有助于确保国际印刷的色彩一致性,这对全球品牌和设计师至关重要。. ↩
了解白色底墨可以揭示如何在包装上实现高级金属光泽,避免出现暗淡或浑浊的效果。. ↩
了解基于 TVI 的灰阶平衡如何影响打印质量,以及为什么它对于在传统系统中实现准确的色彩再现至关重要。. ↩
了解视觉灰平衡在印刷中的优势,以及它如何带来卓越的印刷效果,尤其是在牛皮纸等具有挑战性的承印物上。. ↩
了解纸箱压缩测试 (BCT) 如何评估包装强度,确保您的展示架能够安全地支撑重型产品。. ↩
了解为什么强制执行 260% 的总油墨限制对于保持瓦楞纸包装的结构完整性和防止代价高昂的故障至关重要。. ↩
了解厚重的油墨覆盖如何影响包装材料,以及为什么在实际应用中会导致纸板饱和和结构失效。. ↩
了解 ISTA 跌落测试对包装的重要性,以及它如何确保产品在运输和搬运过程中的安全性和耐用性。. ↩
了解如何每印100张纸使用分光光度计,可以显著提高印刷生产过程中的色彩准确度和一致性。. ↩
了解为什么保持 Delta-E < 2.0 可确保无色差,从而带来卓越的打印质量和客户满意度。. ↩



