
你已经在零售品牌推广上投入了数千美元,但如果你的包装看起来像一个普通的棕色快递袋,消费者只会径直走过它。.
模切盒是一种精密制造的包装解决方案,它使用专用钢模或自动化工业工作台冲压出定制形状、互锁卡扣和折叠线。这种可扩展的工艺可以将平面的瓦楞纸板转化为结构复杂、一致的三维零售展示盒。.

然而,理解基本定义仅仅是第一步。要想在 大型零售业,你还需要了解这些定制结构在工厂车间是如何实际设计的。
什么是模切盒?
大多数品牌所有者认为定制包装盒只不过是折叠的硬纸板,外面印着漂亮的标志而已。.
模切纸盒是一种高度可定制的包装结构,通过锋利的钢刀片在瓦楞纸板上切割成型。与标准开槽纸盒不同,这类特殊的包装盒需要独特的结构模板来制作复杂的角度、定制的产品窗口以及安全的锁扣装置,从而无需使用外部包装胶带。.
奇迹并非发生在印刷机里;它发生在结构工程部门,在那里,数学与纸张纤维相遇。.
定制包装背后的隐藏工程
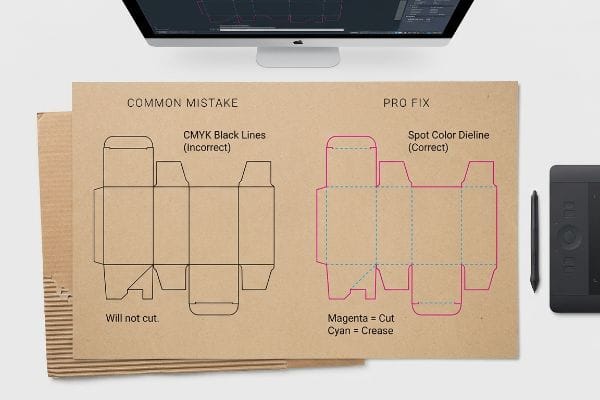
刚开始的时候,很容易想当然地认为在屏幕上画的任何线条都会自动转换成实际的切割线。一个常见的初学者做法是先设计出漂亮的外部图案,然后简单地在图案上添加标准的黑色轮廓线,标明盒子应该折叠或扣合的位置。.
我知道你盯着这个结构图有点摸不着头脑,因为我每周都会看到资深平面设计师犯同样的错误。你提交的文件里有标准的CMYK(青色、品红色、黄色和黑色)线条,勾勒出你 定制的包装盒。但是,在工厂车间,我们的自动化CAD(计算机辅助设计)切割台 无法识别视觉上的黑色墨水¹。如果你不 把这些线条指定为绝对的机械专色²,CNC(计算机数控)机器就会直接把你的切割线合并到图稿图层里。结果就是,你会收到一大批印刷精美的纸板,上面却没有任何切割线,你的包装团队只能手忙脚乱地找开箱刀,而背景里却只能听到切割机刀片刺耳的机械摩擦声。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 使用 CMYK 黑色绘制切割线 | 指定 100% 品红色专色 | 防止原材料浪费 |
| 用虚线表示折叠线 | 为折痕指定 100% 青色 | 防止表层开裂 |
| 先设计图形,再构建结构 | 锁定CAD文件到底层 | 消除结构错位 |
我总是在印前阶段拦截这些文件,将这些基本笔画转换为机械专色,以确保机器刀片能够与纸板接触,同时保持印刷品的完美无瑕。.
🛠️ 哈维的办公桌: 不确定您的设计稿最终是会以印刷形式呈现,还是会切割成实体结构?👉 让我查看您的文件 ↗ — 直接联系我。我保证绝无任何自动销售垃圾邮件。
模切机和 Cricut 有什么区别?
许多新兴品牌尝试使用消费级工艺机器在公司内部制作自己的零售结构原型。.
模切和 Cricut 的主要区别在于工业规模。Cricut 是一款轻型桌面绘图仪,适用于加工薄型材料;而商用模切则利用强大的机械压力或工业自动化工作台,快速冲压厚重的双层瓦楞纸板,用于大规模零售分销。.

在办公桌上进行原型设计是一项很棒的创意练习,但要将这个想法扩展到 500 家门店的推广,则需要完全不同级别的机器。.
从手工室到工业化大规模生产
通常 会用桌面绘图仪和轻质卡纸制作一个精美的缩小版产品展示模型(版本3) 。你带着这个完美的微缩模型参加下次董事会,所有人都会以为你已经准备好开工生产,开始批量生产成千上万个产品了。
我很欣赏这种创业热情,但当客户递给我一张薄薄的卡纸样品时,我总是不得不温和地把他们拉回现实。家用绘图仪只是用一把小刀片在平整的纸张上划过。而在我的工厂里,当我们需要为大型 零售商,我们会使用一台巨大的康士伯(Kongsberg)数字切割台。它并非只是简单地划过刀片;它使用一种 高频振荡刀具, 在切割高密度32ECT(边缘抗压测试)瓦楞纸板时,会发出响亮而尖锐的啸叫声。桌面绘图仪无法精确计算 厚度为0.12英寸(3毫米)的纸板的弯曲余量, 这就是为什么从工艺文件转换为工业模切线通常需要进行彻底的结构重建。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 在薄卡纸上进行设计 | 实际测试台车上的原型6 | 确保准确的称重能力 |
| 忽略板材厚度 | 应用参数化弯曲补偿7 | 实现无摩擦组装 |
| 直接缩放 2D 工艺文件 | 使用专业3D软件重建 | 防止结构屈曲8 |
我总是先将这些初步原型放到我们的工业样品台上进行测试,以确保厚厚的瓦楞纸材料能够真正弯曲并牢固锁定,然后再花费一分钱进行批量模具生产。.
🛠️ Harvey's Desk: 您是否担心桌面原型在改用高强度工业瓦楞纸板后会突然变形?👉 申请白色样品 ↗ — 安全下载。如有任何疑问,欢迎随时联系我。
为什么它们被称为模切?
如果你从未踏入过商业印刷厂,这些术语可能会让你感到非常困惑。.
它们之所以被称为模切件,是因为其制造过程依赖于一个物理“模具”——一块特制的木板,上面镶嵌着锋利的钢刀片和钝的压痕脊。这种定制模具就像一个巨大的饼干模具,在极高的压力下,将平面材料精确地压制成功能性的结构形状。.

大多数品牌经理实际上从未见过制造包装盒的实物工具,这导致他们对这些结构如何随着时间的推移而复制产生了巨大的误解。.
钢尺模具的物理特性
当您为包装项目支付一次性模具费时,很容易误以为自己买到的是一个永久耐用、坚不可摧的金属模具。买家通常希望三年后仍能使用完全相同的结构文件,而不会出现精度或装配速度的任何下降。.
让我带您到生产车间,向您展示重复使用旧模具的后果。您的“模具”并非实心钢材,而是由手工锤打在多孔胶合板上的金属刀片阵列。当采购团队试图偷工减料,重复使用在潮湿仓库中存放了八个月的模具时,我亲眼目睹了灾难的发生。木质底座吸收水分后会发生轻微变形,导致刀片错位。当机械压机重重地撞击纸板时,您无法得到干净利落的切口。取而代之的是锯齿状的纸张边缘和错位的锁扣,这使得您的代工包装团队需要花费两倍的时间才能完成折叠,最终损害了您的人工成本。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 重新利用旧木制模具 | 实施新的工具协议 | 确保刀刃锋利无比。 |
| 在潮湿区域储存模具 | 每批次激光烧制新模具 | 防止制表符错位 |
| 忽略刀片变钝 | 强制更换新的钢尺刀片 | 大幅缩短联合包装时间 |
我通过强制执行全新的模具制造流程,在每一次批量生产中激光烧制全新的模切板,彻底消除了这种劣化风险,从而保证您的包装盒能够完美折叠。.
🛠️ 哈维的办公桌: 您之前订购的包装盒是否突然出现边角破损,或者您的物流团队组装起来是否需要更长时间?👉 获取模具审核 ↗ — 无需填写表格,避免无休止的销售电话。只有纯粹的价值。
模切图案长什么样?
看着显示器上精美的 3D 数字渲染图,人们很容易想当然地认为实际的制造过程也会同样干净利落、可预测。.
模切件看起来像一个大型的扁平几何拼图,具有连续的外周轮廓用于切割,以及用于折叠的内部凹槽。在组装前观察,可以看到精确的锁定卡扣、精心设计的插槽和加宽的出血边距,确保印刷图案能够无缝地包裹住每个结构边缘。.
但是,当机器开始运转,大块的材料开始沿着传送带移动时,仅仅了解理论是不够的。.
为什么标准打印边距在 工厂生产
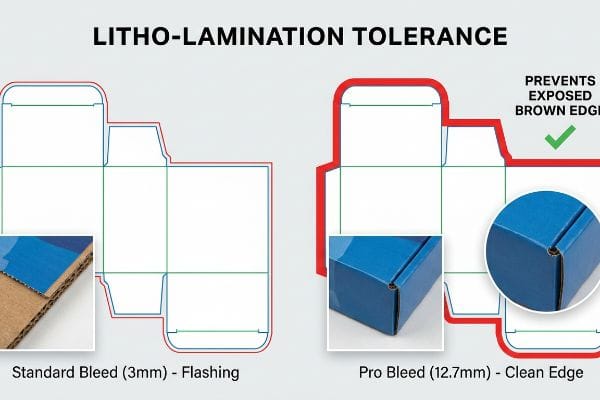
许多平面设计师在制作定制包装文件时,会采用 标准的商业印刷出血边距,通常约为 0.125 英寸( 3.17 毫米)。他们认为,用于印刷名片或薄宣传册的规则同样适用于厚重的瓦楞纸零售包装。
在数码冲印店里,让设计文件看起来完美无瑕轻而易举,但当我负责5000件零售产品的胶印覆膜工序时,残酷的现实却摆在眼前。在我的工厂里,我经常看到设计精美的文件因为买家忽略了自动覆膜机的机械公差而惨遭失败。胶印覆膜是将印刷好的面纸用湿的PVA(聚醋酸乙烯酯)胶粘到厚厚的瓦楞纸板上。当我测量高速覆膜过程中纸张的物理位移时,发现纸张本身就会发生偏移。标准的3毫米出血位完全不够。湿胶的粘性阻力会拉扯纸张,导致印版突然偏离印刷区域。结果就是“脱胶”——难看的、裸露的棕色纸板边缘直接包在高端 化妆品展示架,瞬间损害了品牌形象。
上个月,我提取了印前对齐数据,向客户证明他们无需更换工厂;他们只需要在实际裁切线外严格设置至少 0.5 英寸(12.7 毫米)的出血边距。通过强制执行这一严格的出血边距,我从数学上消除了覆膜偏移的风险,彻底避免了出现溢色,并使客户在质量控制检查中避免了高达 15% 的批次报废率。.
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 使用标准的3毫米出血 | 强制执行 12.7 毫米最小出血量12 | 遮盖裸露的棕色纸板 |
| 忽略 覆膜机第 13 | 艺术延伸至所有乐谱线之外 | 保持品牌图形完整 |
| 直接在切割边缘印刷 | 建立人为安全网 | 消除零售质量控制拒收 |
我严格拒绝不符合此巨大出血阈值的印前文件,迫使设计团队拉伸背景,以便您的宣传活动能够经受住自动化生产的物理考验。.
🛠️ 哈维的办公桌: 您知道您当前设计师的图稿文件是否有足够的机械安全裕度来承受高速胶印覆膜吗?👉 将您的模切线文件发送给我 ↗ — 在您浪费预算进行大规模生产之前,我会进行压力测试。
结论
您可以选择更便宜的供应商,但如果胶印覆膜工艺的偏差导致高档货架展示架上的瓦楞纸板边缘裸露,就会造成巨大的零售摩擦,预计会使生产线速度降低 30%,并瞬间抹杀您营销活动的利润。这是我排名前十的零售客户用来确保零印刷废品率的规格表。别再凭感觉估算机械公差了,让我亲自使用我的 免费模切线审核服务↗ ,以便在产品发布前发现致命的边缘错误。
“CMYK vs. 专色 vs. 模拟四色印刷”, https://www.screenprinting.com/blogs/news/cmyk-vs-spot-vs-simulated-process-whats。[数字切割绘图仪的技术手册明确指出,机器通过指定的专色而非 CMYK 油墨值来识别切割路径]。证据角色:技术规范;来源类型:硬件手册。支持:CAD 表格无法将视觉黑色识别为切割指令。范围说明:仅适用于自动化数字切割系统 。↩
“什么是模切?标签印刷中的模切工艺”, https://www.bluelabelpackaging.com/blog/die-cut-mean/。[结构包装设计行业指南解释了如何使用独特的专色标识来向数控机床传达切割线和压痕线]。证据角色:技术标准;来源类型:行业指南。支持:生产文件中机械专色分配的要求。适用范围:适用于专业的印刷切割工作流程 。↩
“互动零售展示结构设计……”, https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/。[包装工业设计指南通常建议使用低保真度的物理原型进行早期概念验证。证据作用:程序验证;来源类型:行业手册。支持:使用缩小比例的原型进行设计验证。范围说明:适用于零售展示开发的概念阶段。] ↩
“Kongsberg Ultimate – 最高效的切割解决方案……”, https://www.kongsbergsystems.com/en/cutting-systems/tables/ultimate/overview。[工业设备制造商的技术文档证实了使用往复式刀具切割高密度瓦楞基材。] 证据类型:技术规范;来源:制造商手册。支持:区分消费级和工业级切割机构。范围说明:特指高端数字切割台 。↩
[PDF]瓦楞纸板的弯曲刚度, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。[包装工程标准提供了弯曲补偿公式,用于在折叠过程中考虑材料厚度。] 证据作用:技术指标;来源类型:行业标准。支持:从原型扩展到工业生产时需要进行结构重建。适用范围:适用于瓦楞纸板和重型纸板材料 。↩
“测试衬纸 | Inviker”, https://inviker.com/en/paper-packaging/testliner-paper/。[瓦楞纸板制造行业标准规定,在原型制作过程中必须使用实际的衬纸重量,以验证其结构完整性和承重能力]。证据作用:行业标准;来源类型:制造指南。支持:使用生产级材料进行原型制作优于使用卡纸。范围说明:指瓦楞纸板的外层 。↩
“SOLIDWORKS教程——使用钣金制作瓦楞纸箱”, https://www.youtube.com/watch?v=OLcQhg5W5IY。[包装技术工程手册解释了如何根据材料厚度计算弯曲余量,这对于精确折叠和装配至关重要]。证据角色:技术规范;来源类型:工程手册。支持:参数化余量对于确保无摩擦装配的要求。范围说明:专门适用于刚性或半刚性基材 。↩
“三维结构弯曲、屈曲和自由振动行为的预测……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8745964/。[结构分析指南表明,三维建模考虑了二维缩放所忽略的材料应力和体积约束,从而降低了屈曲风险]。证据作用:技术论证;来源类型:结构工程指南。支持:在专业三维软件中重建二维工艺文件的必要性。范围说明:重点关注承重零售展示结构 。↩
《钢刀模101:简介、用途及优势》, https://fremontcuttingdies.com/steel-rule-dies-101-intro-uses-benefits/ 。[本技术指南介绍了模切生产的原理,阐述了钢刀模的物理结构,包括如何将钢刀嵌入胶合板]。证据作用:事实核查;来源类型:技术手册。支撑材料:建筑材料。范围说明:重点关注钢刀模。↩
“木材连接中刚性胶粘剂和柔性胶粘剂的性能……”, https://research.fs.usda.gov/treesearch/30498。[材料科学文献证实,多孔胶合板在受潮时会发生吸湿膨胀和翘曲]。证据作用:因果解释;来源类型:工程教科书。支持:湿度对模具的影响。范围说明:胶合板的一般性能应用于模具 。↩
“如何确定出血量?”, https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use。[专业印刷手册和平面设计标准规定,商业印刷项目的基准出血量为 0.125 英寸,以应对裁切误差]。证据角色:行业标准;来源类型:技术指南。支持:0.125 英寸出血边距的普遍性。范围说明:二维印刷的标准,大幅面印刷可能有所不同 。↩
“出血为何如此重要?——上海德印包装”, https://www.deprintedbox.com/blog/why-bleed-important-in-printing/。行业包装标准规定了最小出血宽度,以补偿厚基材模切过程中的套准偏移。证据角色:技术规范;来源类型:行业标准。支持:建议增加出血边距。适用范围说明:专门针对大幅面纸板展示架 。↩
“印刷套准——它是什么?公差——Sticky Business”, https://www.stickybusiness.com/blog/what-does-registration-shift-mean。工业覆膜机械的技术文档解释了薄膜应用过程中固有的机械漂移和基材位移。证据作用:技术机制;来源类型:机械文档。支持:需要将图案延伸到压痕线之外。范围说明:偏移偏差取决于机器精度和材料张力 。↩



