
你在背光显示器上确认了一个绚丽夺目的设计。几周后,零售店里摆出来的却是色彩暗淡、黯淡无光的纸板展示架。罪魁祸首是什么?包装设计竟然采用了RGB灯效。.
RGB色彩模式并不适用于印刷和包装,因为它依赖于透射光,而实体印刷机使用的是减色油墨。在增色数字空间中设计瓦楞纸板展示架必然会导致严重的色彩偏差、色域错误以及在零售环境中品牌形象的不一致。.

弥合发光屏幕与粗糙多孔纸板之间的差距,需要的不仅仅是简单的软件切换——它需要对制造化学和印前物理学有基本的了解。.
为什么RGB不用于印刷?
数字屏幕通过投射纯光来欺骗设计师。而实体制造工艺无法使用液态颜料在原纸纤维上复制这种光泽。.
RGB 色彩模式不用于印刷,因为实体印刷机的运行从根本上来说需要减色模式。将加色模式的数字色彩配置文件直接应用于瓦楞纸板基材,必然会导致无法控制的色调偏移、严重的色域偏差以及视觉效果不一致,从而严重损害实体零售店面的关键品牌形象。.

理论上的屏幕颜色不可避免地会与胶印覆膜和油墨物理吸收的残酷现实相冲突。.
D50 分光光度计的现实冲击
在审核客户的艺术作品文件时,我经常看到一些精美的渲染模型,它们完全是在数字光影空间中构建的。即使是经验丰富的品牌团队也会想当然地认为,既然图像在昂贵的专业显示器上看起来鲜艳夺目,那么在实体工厂的生产设备上也能完美呈现。这种假设完全忽略了多孔基材与零售环境照明的相互作用。你不可能把背光像素直接印刷到厚重的瓦楞纸板上。.
这并非纸上谈兵——我在测试现场进行印前色彩校样时就亲眼目睹过这种情况。上个季度,一位客户提交了一份高端化妆品文件,其中使用了 仅存在于数字显示器色域中的荧光绿¹。当我们未经人工校正就将原始文件直接导入六色胶印机时,印出来的面纸看起来毫无生气。我在D50光源下使用分光光度计测量,发现 Delta-E偏差高达8.4²——这是完全无法接受的化学位移。我不得不手动截取文件,将数字值转换回可印刷的CMYK(青色、品红色、黄色、黑色)色彩配置文件,并使用Pantone色卡进行颜色匹配。通过对印前软件进行彻底的重新校准,使其适应印刷基材,我确保了最终的展示品在刺眼的荧光灯下依然鲜艳夺目,避免了客户因零售商拒收而遭受高昂的损失,同时最大限度地利用了我们的平板包装物流优势,节省了大约70%的国际集装箱运输空间。
| 指标/特征 | 数字屏幕方法 | 工程打印现实 |
|---|---|---|
| 色域范围 | 宽广的发光 | 受限的、吸光的3 |
| 色彩准确度 | 视觉监控猜测 | Delta-E 分光光度计数据4 |
| 零售影响 | 品牌认知不一致 | 保证视觉合规性 |
数字幻象绝不应左右实际生产。依赖显示器的色差而非分光光度计数据,无异于将零售活动的成败押注于一个无法控制的化学变量之上。.
🛠️ Harvey 的办公桌: 鲜艳的数字模型在实际零售店面展示时是否变成了模糊不清、色彩黯淡的样片?👉 获取免费印前色彩审核 ↗ — 我会在 24 小时内亲自审核每个结构文件。
RGB适合打印吗?
提交依赖发光的艺术作品会为实体印刷机产生有毒数据,经常导致大规模生产过程中发生灾难性的化学故障。.
不。RGB色彩模式对实体印刷应用极为不利。因为自动化印前设备会将数字光值强制转换为厚重且重叠的墨层,这常常导致颜料饱和度超过安全限值。这种颜料过载必然会导致承印物严重翘曲、干燥时间延长,并永久性地破坏瓦楞纸板的结构完整性。.
一个看似无害的文件设置实际上会引发工厂车间地面水分过多的危险连锁反应。.
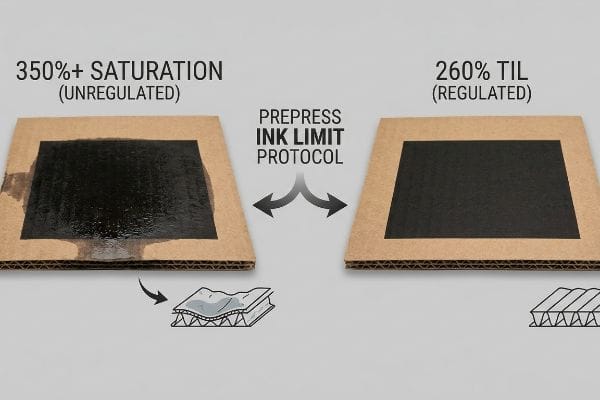
260% 总墨水限制灾难
在我的工厂里,我经常看到自动化色彩转换带来的灾难性后果。即使是经验丰富的设计师,如果按照标准的数字化工作流程,强行将数字化的色彩配置文件应用到实际的印刷流程中,软件也会崩溃,试图通过 将所有四个油墨通道的数值都调到⁵。这种理论上的桌面操作最终会演变成一场实际的噩梦,让采购团队完全忽视了高强度纸板生产中化学成分的实际情况。
这并非纸上谈兵——我在测试现场亲眼目睹过这种情况:盲印时,油墨量会超过总油墨量限制(TIL)。当四种颜色以100%密度叠加印刷以模拟深色数码阴影时,实际油墨覆盖率会达到400%。多孔的32ECT(边缘抗压测试)原生牛皮纸板根本无法吸收如此多的液态颜料。纸板会严重过饱和, 固化过程预计会减慢45%<sup>6</sup>,过多的水分会严重削弱瓦楞纸板的结构强度。我二十年的经验告诉我,要拦截这些文件,并 在印前RIP7 (光栅图像处理器)配置文件中严格控制TIL,使其保持在260%。通过在制版之前就控制住多余的液态颜料,我确保瓦楞纸板保持其最大抗压强度,防止底部受潮导致在商店中倾倒,从而彻底避免客户因库存报废而遭受的巨额损失,节省促销投资。
| 指标/特征 | 未校准转换 | 受监管的TIL协议 |
|---|---|---|
| 墨水饱和度 | 化学过载超过350% | 严格限制在体能极限的260%以内8 |
| 板材含水率 | 高(弱化的内笛9) | 低(维持 BCT 容量10) |
| 生产时间 | 延迟表面固化周期 | 不间断的装配线流程 |
成功的衡量标准是结构的稳固性,而不仅仅是漂亮的色彩。如果你的印前团队没有控制油墨总量,你的显示器就会因为湿颜料的重量而变形。.
🛠️ 哈维的办公桌: 您厚重的油墨覆盖是否正在悄悄地破坏瓦楞纸板落地展示架的抗压强度?👉 申请结构模切线审核 ↗ — 100% 保密。您尚未发布的零售设计在我这里绝对安全。
为什么印刷时要使用 CMYK 而不是 RGB?
使用物理油墨通道可以让制造商精确控制光线在承印物上的反射方式,从而确保您的品牌形象在从数字到实体的严峻转变中得以保留。.
在印刷中使用 CMYK 色彩模式,可使您的数字图像与四色胶印的物理效果精准匹配。通过叠加青色、品红色、黄色和黑色半色调,重型工业印刷机能够精确地将图像复制到瓦楞纸板上,严格防止不可预测的化学反应,并确保在竞争激烈的零售环境中呈现一致的视觉效果。.

但即使是标准的四色印刷工艺,在应用于未密封的瓦楞纸材料时,也存在机械上的局限性。.
半色调泥浆和专色泛泛
当我审核客户的模切线时,我经常看到经验丰富的采购团队为了节省几分钱,强制要求每个图形元素都采用标准的四色印刷工艺。他们把通用的零售商合规性检查清单奉为绝对的工程真理,完全忽略了在未密封的瓦楞纸板上印刷密集的企业标识所带来的视觉效果问题。
这并非纸上谈兵——上个月我亲身经历了这一点。我至今仍清晰地记得,我的首席工程师马克正在为一个大型电子品牌进行测试。我们用标准的四色网点印刷他们的纯红色logo。由于测试底纸对重叠网点的吸收不均匀,logo变成了颗粒粗糙、色彩黯淡的灾难,从20英尺(6.09米)外看去简直一团糟。光学混合出现了机械故障。我们立即停止印刷,清洗了旋转单元,并严格执行专色印刷流程。我用单一的、精确配制的PMS(潘通配色系统) 12号专色油墨替换了混乱的网点混合。我在测试实验室投入时间和金钱,就是为了让你们在零售环节免受利润损失。这种直接颜料印刷彻底消除了网点颗粒感,呈现出清晰锐利、色彩浓郁的印刷效果,无需昂贵的人工重印,从而节省了大约25%的整体生产浪费,并保障了项目的利润率。
| 指标/特征 | 半色调法 | 纯色专色 |
|---|---|---|
| 点结构 | 重叠的彩色玫瑰花结13 | 100% 固体颜料覆盖率14 |
| 视觉清晰度 | 颗粒感强,视觉效果浑浊 | 高对比度、清晰锐利的品牌标识 |
| 零售距离 | 10英尺处逐渐消失 | 20英尺以上的地方发出爆裂声15 |
品牌核心资产不容妥协。用专用专色通道取代浑浊的半色调,是迅速在拥挤的零售货架上占据主导地位的最快方法。.
🛠️ 哈维的办公桌: 重叠的半色调网点是否让您的高端品牌标志在刺眼的商店灯光下显得廉价且黯淡无光?👉 立即获取免费视线分析 ↗ — 无需客户经理介入,您将直接与结构工程师沟通。
RGB的局限性是什么?
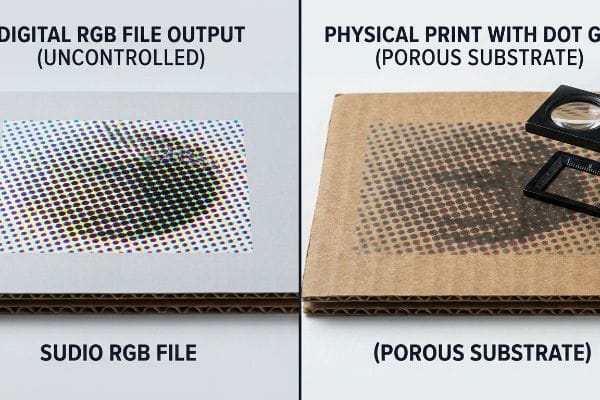
数字光空间从根本上无法解释液态油墨撞击多孔纸张表面时的物理扩散,从而造成危险的印前盲区。.
RGB色彩模式的主要局限性在于它无法计算重型工业印刷机的物理网点增大和机械公差。由于它完全缺乏承印物特定的数据,因此将这种数字色彩模式用于包装印刷,必然会导致在多孔瓦楞纸材料上出现阴影堵塞、图像过暗以及严重的色彩污染。.
忽略艺术作品文件中的这些物理限制,会迫使机器操作员猜测印刷机的化学反应,通常会对供应链造成灾难性后果。.
点增益数学缩减
在我的工厂里,我经常看到一些询价单(RFQ),其中理所当然地假设从网页浏览器导出的标准数字文件可以在高速工业印刷机上完美打印。这种错误的假设完全忽略了网点扩大这一概念——即墨滴在巨大的机械压力下被纸张纤维吸收时会发生膨胀的物理现象。
这并非纸上谈兵——我在测试现场亲眼目睹过这种情况,当我们直接将未经处理的数字转换文件印制到C型瓦楞纸板上时,问题就出现了。上个月,一位客户发来一张色调偏暗、氛围浓厚的图片,用于高端 端架展示。由于数字文件缺少机械网点增大设置, 原本50%的数字半色调网点在接触测试纸后,实际放大到了72%(网点17) 。阴影部分完全被油墨堵塞,不仅毁掉了图片,还因为表面粘性过大而减慢了旋转式开槽机的自动进纸速度。采购团队允许我调整数字印前文件后,机器本身就承担了大部分工作。我 设置了严格的数学缩减曲线18 ,在烧制金属版之前,主动将数字半色调网点缩小了22%。通过实施这种精确的微调,我确保了实际的油墨扩散与预期的设计完美匹配,避免了高达 15% 的批次不合格率,并为客户节省了第三方物流中心的大量人工重新包装费用。
| 指标/特征 | 原始数字输出 | 印前缩减曲线 |
|---|---|---|
| 墨水扩张 | 不受控制的传播 | 数学预测的扩散19 |
| 阴影细节 | 堵塞且过暗20 | 清晰且视觉效果明确 |
| 机器效率 | 湿粘性导致堵塞21 | 平稳的自动化生产线供料 |
只有通过精确的印前计算,才能有效控制油墨的物理膨胀。如果您的供应商忽略了积极的网点扩大特性,您精心 设计的包装图案 将会因颜料过量而黯然失色。
🛠️ 哈维的办公桌: 不受控制的油墨扩散是否正在破坏您高端瓦楞纸展示柜的精细细节?👉 获取图形预检报告 ↗ — 我会在 24 小时内亲自审核每个结构文件。
结论
在数字空间中设计高冲击力瓦楞纸板展示架,却忽略了正确的印前物理原理,最终会导致纸板色彩过饱和、瓦楞芯材压扁,以及在零售店强光照射下画面模糊不清。仅上个月,我的结构审核就帮助三个品牌避免了超过 1 万美元的库存报废和零售商退款。在您启动下一个大型会员店推广项目之前,请让我亲自使用我的 免费色彩校准和结构审核服务↗ 以确保您的图案能够经受住工厂车间的物理考验。
“CMYK vs RGB:霓虹色的真相以及为什么白色印刷……”, https://srcreativestudio.com/cmyk-vs-rgb-the-truth-about-neon-colours-and-why-white-print-doesnt-really-exist/。[对加色法 (RGB) 和减色法 (CMYK) 色彩模型的技术比较证实,高饱和度的霓虹绿超出了标准胶印机的可印刷色域]。证据作用:技术验证;来源类型:色彩科学教科书。支持:关于超出色域的数字色彩的论断。范围说明:适用于标准 CMYK,不适用于特殊专色 。↩
“印刷色彩准确度标准:商业及……的 ΔE 限值”, https://www.linkedin.com/posts/rahul-pathak-2667b42a5_for-most-commercial-printing-such-as-magazines-activity-7427384218617528321-ZFsI。[权威的色彩科学标准定义了用于衡量色差的 Delta-E (ΔE) 指标,其中 2.0 至 5.0 以上的值通常被认为是商业印刷中的显著误差]。证据作用:技术验证;来源类型:行业标准。支持:8.4 是不可接受的偏差。范围说明:具体阈值因所使用的 CIE 标准而异 。↩
“加色法与减色法混色”, https://graphics.stanford.edu/courses/cs178-11/applets/colormixing.html。[权威的色彩科学资料会解释印刷中的减色模型如何吸收特定波长的光,从而导致色域比加色RGB光发射的色域更小]。证据作用:技术基础;来源类型:色彩科学教科书。支持论点:印刷物理色域的局限性。适用范围:专门针对减色颜料系统 。↩
“色彩准确度和 Delta E 详解:注意事项……”, https://formlabs.com/blog/color-accuracy-delta-e/。[行业标准,例如 CIE 标准,将 Delta-E 定义为在标准化色彩空间中两种颜色之间距离的定量度量,用于确定视觉对差异的感知]。证据作用:技术指标;来源类型:国际标准 (ISO/CIE)。支持:使用分光光度计进行精确的颜色匹配。范围说明:基于 CIE Lab 色彩空间 。↩
“RGB 转 CMYK 及总墨量限制 – PrintPlanet.com”, https://printplanet.com/threads/rgb-to-cmyk-and-total-ink-limit.14175/。[一篇权威的印前色彩管理文章解释了不受控制的 RGB 转 CMYK 转换如何通过最大化墨量通道导致总覆盖面积 (TAC) 过大]。证据作用:技术验证;来源类型:印刷行业手册。支持:自动转换过程中墨水过载的机制。适用范围说明:适用于缺乏特定墨量限制的转换 。↩
“了解油墨干燥过程及其对印刷的影响……”, https://imieurope.com/inkjet-blog/2016/3/26/understanding-the-ink-drying-process-and-its-impact-on-print-performance。[一项关于油墨流变学或印刷物理学的技术研究将提供数据,说明超过基材吸收极限如何延长油墨固化时间]。证据作用:定量验证;来源类型:技术手册或行业研究。支持:过饱和会显著延长干燥时间的说法。范围说明:具体百分比可能因油墨化学成分和环境湿度而异 。↩
“什么是总油墨量限制?——卡特印刷公司”, https://carterprinting.com/glossary/what-total-ink-limit。[印前和瓦楞纸包装的行业标准规定了最大总油墨量限制 (TIL),以防止承印物失效和翘曲]。证据作用:技术规范;来源类型:行业标准或制造商指南。支持:瓦楞纸板安全油墨覆盖率的行业基准。范围说明:可能因具体面纸等级而略有不同 。↩
[PDF] 瓦楞纸板规格 – 纤维盒协会, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[行业印刷标准或技术指南确认,260% 的总油墨量限制是防止油墨渗漏和基材饱和的阈值]。证据作用:技术规范;来源类型:行业标准。支持:受监管的 TIL 协议的有效性。范围说明:可能因具体纸张等级而略有不同 。↩
“瓦楞纸板/纸箱的制造缺陷、其原因及解决方法……”, https://www.academia.edu/27553688/MANUFACTURING_DEFECTS_IN_CORRUGATED_BOARD_BOXES_THEIR_CAUSES_AND_REMEDIES。[材料科学研究表明,瓦楞纸板过度油墨饱和会增加吸湿性,导致内部瓦楞结构失效]。证据作用:因果机制;来源类型:材料科学研究。支持:未校准的RGB到CMYK转换的物理危险。范围说明:专门针对瓦楞纸板基材 。↩
“如何计算瓦楞纸箱的堆叠强度”, https://lansbox.com/calculate-corrugated-box-stacking-strength/。[包装工程文档证实,遵守油墨限制可保持纸箱压缩测试 (BCT) 值,从而确保结构承载能力]。证据作用:性能指标;来源类型:技术手册。支持:TIL 法规的结构优势。适用范围说明:适用于工业运输容器 。↩
“CMYK印刷 – 网点增大/曲线 – PrintPlanet.com”, https://printplanet.com/threads/cmyk-printing-dot-gain-curves.1483/。[技术印刷指南解释了未密封瓦楞纸测试衬纸的高孔隙率如何导致油墨过度吸收和网点增大,从而扭曲浓密色彩的视觉准确性]。证据作用:技术规范;来源类型:工业印刷手册。支持:基材对印刷标识的视觉效果有显著影响。范围说明:适用于未涂布的再生纸板基材 。↩
“Pantone 与 CMYK 在定制品牌包装中的比较 – EcoEnclose”, https://www.ecoenclose.com/blog/pantone-vs-cmyk-for-custom-branded-packaging?srsltid=AfmBOorCYGvFB1GNOAq_Y-Wgq2QhGjVmuojlxjjiDG2yqlEraZ7ZgX6g。[行业印刷标准和色彩管理指南解释了与 CMYK 四色印刷相比,PMS 专色如何在吸水性承印物上提供更优异的遮盖力和色彩一致性]。证据作用:技术验证;来源类型:专业印刷手册。支持:专色在消除四色印刷颗粒方面的有效性。范围说明:仅限于专业胶印和柔版印刷工艺 。↩
“释放半色调形状的力量:增强复制效果……”, https://support.solutionsforscreenprinters.com/hc/en-us/articles/26412375610900-Unlocking-the-Power-of-Halftone-Shapes-Enhancing-Reproduction-Effects-in-Screen-Printing。[印刷技术方面的权威资料应解释由CMYK半色调网点交错形成的玫瑰花结图案]。证据角色:技术规范;来源类型:印刷手册。支持:工艺半色调网点结构的机制。适用范围:适用于四色印刷 。↩
“丝网印刷中的专色、半色调和底色”, https://torchesprintshop.com/blogs/news/spot-colors-halftones-underbases-a-designer-s-guide-to-screen-print-effects?srsltid=AfmBOorXoed25tpEACPNaZy4Ntj2bJNXOEIxmsQ_FCvP1VxzmfZI7f4t。[工业印刷指南应确认专色使用单一预混油墨实现全覆盖,而非网点图案]。证据作用:技术规范;来源类型:印刷行业标准。支持:专色油墨的应用特性。范围说明:与四色印刷对比 。↩
“包装印刷中的 CMYK 与专色”, https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/。[零售环境中的视觉敏锐度和色彩对比度研究应验证专色与半色调印刷在观看距离上的差异]。证据作用:绩效指标;来源类型:视觉营销研究。支持:专色在零售可见性方面的优势。范围说明:基于典型的零售照明和观看条件 。↩
“印刷网点增大的数学建模和补偿策略……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/。[印刷行业标准和教科书将网点增大描述为由于油墨吸收和压力导致印刷网点尺寸的增加]。证据作用:技术定义;来源类型:行业教科书。支持:网点增大的物理过程。范围说明:侧重于油墨在多孔基材上的物理扩散 。↩
“瓦楞纸板入门指南(附免费打印版!)”, https://cspackaging.com/2019/03/12/your-guide-to-understanding-corrugated-flutes-a-free-print-out/。[权威的印刷标准或基材分析将提供多孔瓦楞纸测试衬纸的典型网点扩大指标,以验证这些百分比]。证据作用:技术规范;来源类型:印刷行业手册。支持:油墨在多孔材料上扩散的物理特性。范围说明:实际百分比会因油墨粘度和基材孔隙率而异 。↩
“网点增大/补偿曲线 – FlexoExchange 论坛休息室”, http://flexoexchange.com/forum/viewtopic.php?t=602。[印前软件的技术文档会解释如何应用缩减曲线来对预测的机械网点增大进行数学补偿]。证据作用:程序验证;来源类型:技术软件指南。支持:缓解油墨堵塞的行业标准方法。范围说明:应用取决于具体的承印物校准 。↩
“什么是印刷中的网点扩大?成因、类型及解决方法 | PSD”, https://www.printingsuppliesdirect.com/blogs/news/what-is-dot-gain-in-printing?srsltid=AfmBOorLfhA2NH9lQu334WP6Bz6v2pFlaM7SQKZaHOWtJ4ZwQ5gHjQ0l。[印刷技术手册描述了如何使用数学模型通过缩减曲线来预测和抵消油墨在多孔基材上的物理扩散]。证据作用:技术验证;来源类型:行业手册。支持:印前缩减曲线在控制网点扩大方面的有效性。适用范围:专门针对胶印和数码喷墨印刷 。↩
“数码喷墨底片及网点增大导致的斑驳现象——Koraks tinkers”, https://tinker.koraks.nl/photography/a-litany-of-woes-digital-inkjet-negatives-and-a-note-on-dot-gain-mottling/。[色彩管理方面的文献解释了阴影区域网点增大过多会导致“堵塞”,即单个墨点融合为一块没有细节的实心区域]。证据作用:事实确认;来源类型:印刷教科书。支持:原始数字输出中阴影细节的劣化。适用范围说明:在高吸水性无涂层纸张中最常见 。↩
“油墨覆盖均匀?粘性问题?| 凸版印刷社区”, http://www.briarpress.org/26075。[印刷机操作指南指出,油墨过多会导致机械卡纸或“蹭墨”,这是由于过量湿墨的粘附性造成的]。证据作用:操作验证;来源类型:机器手册。支持:油墨输出量与机器效率下降之间的联系。范围说明:指大批量单张进纸印刷环境 。↩


