Many brand managers lose thousands because they treat design files like flat pictures. Understanding the mathematical math behind your packaging is the only way to survive big-box retail environments.
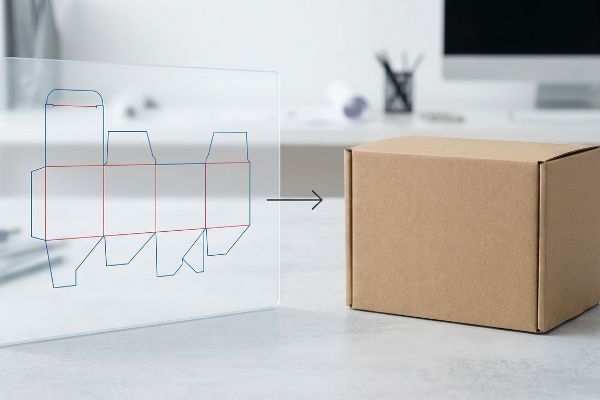
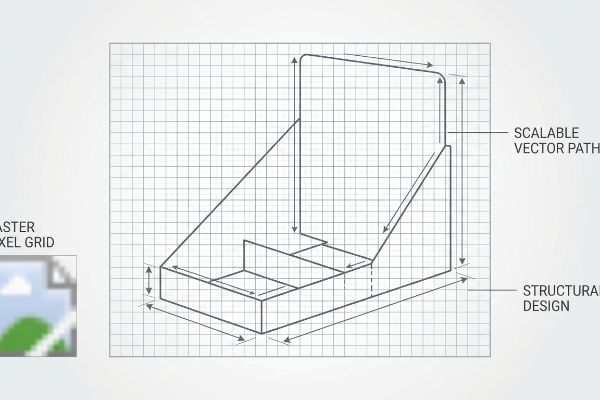
A vector is a mathematical element characterized by both magnitude and direction, used extensively across physics, biology, and computer graphics. Unlike static pixel grids, these directional paths maintain infinite scalability, forming the foundational architecture for engineering high-tolerance structural designs in modern manufacturing.
Knowing the theoretical definition is just the starting line. When you transition from a digital screen to a massive manufacturing floor, those abstract lines dictate whether your retail display survives freight transit or collapses into a costly liability.
What is a simple definition of vector?
If your graphic designer uses basic web tools to build display artwork, you are already walking into a trap.
A simple definition of vector involves geometric paths—lines, curves, and shapes—calculated by mathematical equations rather than individual pixels. This format ensures that structural blueprints remain razor-sharp at any size, allowing CNC machinery to execute precise cuts without losing dimensional accuracy.
While that sounds like a purely creative concept, it becomes a severe physical constraint the moment you try to build a 2,500 lbs (1133 kg) dynamic load display for Costco.
Why Rasterizing Your Vector Dielines Destroys Retail Load Capacity
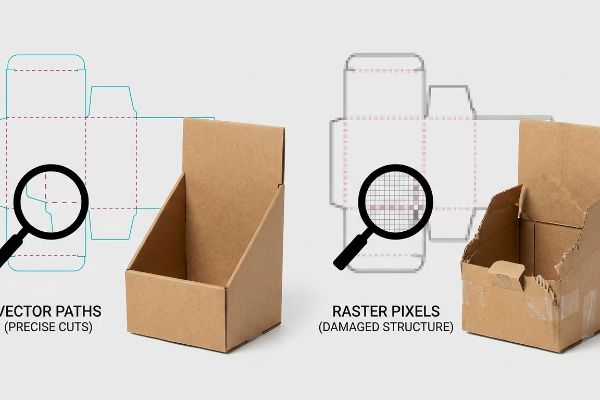
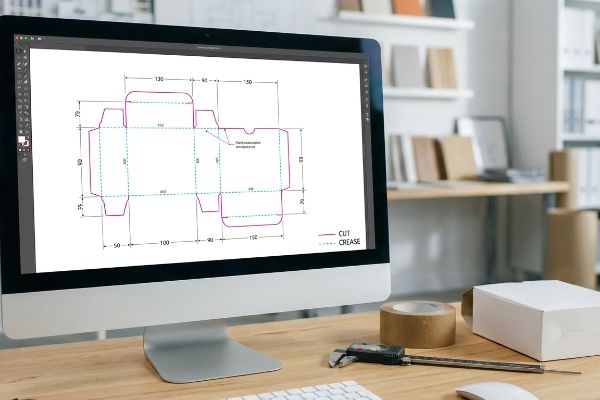
The standard beginner approach to display design is treating the dieline as a mere visual suggestion. Many startups hand a structural template over to junior designers who import it directly into basic pixel-based web tools. They add their branding, flatten the file, and export a standard image, assuming the factory can just "figure out" where to fold the cardboard.
I know you are staring at this cardboard structure feeling lost, because 80% of my clients make this exact mistake on their first production run. When you use web-based raster tools, the software inherently outputs unjoined, pixelated lines instead of mathematically closed paths1. I recently watched a store clerk sweating to force a complex tab for 15 minutes because the original file was rasterized, which completely destroyed the CAD (Computer-Aided Design) bend allowances2. The friction of the thick 32ECT virgin kraft board was so severe that the paper fibers began tearing loudly, forcing the clerk to use ugly clear tape that ruined the brand image. If you just want the cheapest box to ship air, I am not the right fit for you. We mandate a locked PDF anchor protocol, where the engineered structure remains untouched on the bottom layer while graphics are applied safely above it.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Flattening structural dielines in Canva. | Using locked ArtiosCAD PDF anchor layers3. | Ensures perfect locking tabs. |
| Ignoring folded board thickness limits. | Applying automated caliper bend allowances4. | Saves 25s in assembly time. |
| Exporting unjoined pixel paths. | Keeping structural layers as pure mathematical curves5. | Prevents torn paperboard seams. |
By locking the base math, I guarantee your pre-filled displays assemble with zero friction and sit perfectly square every single time.
🛠️ Harvey's Desk: Are your designers accidentally overwriting critical structural math in their web tools? 👉 Let Me Inspect Your Dieline ↗ — Direct access to my desk. Zero automated sales spam, I promise.
What is a vector in biology?
Don't let a beautifully designed display become a carrier for cross-contamination during production.
A vector in biology is an organism, typically a biting insect or tick, that transmits a disease or parasite from one animal or plant to another. These biological carriers bypass an organism's natural defenses, quietly introducing harmful agents directly into vulnerable, enclosed ecosystems.

While we don't deal with mosquitoes on the manufacturing floor, the concept of a "vector" perfectly mirrors how invisible particulate contamination infiltrates clean supply chains.
The Hidden Contamination Vectors in Corrugated Manufacturing
Most procurement teams assume that freshly printed cardboard is inherently clean and ready for co-packing. They sign off on the visual proofs and immediately ship the flat-packed displays to a fulfillment center to be loaded with sensitive consumer goods, completely ignoring the microscopic byproducts of the manufacturing process itself6.
In my facility, the most dangerous vector isn't biological; it's mechanical corrugated dust. When high-speed steel rule dies punch through layers of raw testliner, they generate a massive amount of fine paper particulate that clings to the board via static electricity. Even veteran designers often overlook this blind spot when launching FMCG (Fast-Moving Consumer Goods) campaigns. I once had to halt an entire food-grade assembly line because the gritty, powdery feel of die-cutting dust had coated the inner trays, acting as a physical vector that transferred raw manufacturing debris directly onto the primary food packaging. To prevent this, we utilize high-powered vacuum extraction and compressed air knives directly on the cutting beds, violently stripping the static-charged dust off the sheets before they are ever stacked on a pallet.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Shipping uncleaned die-cut boards. | Mandating vacuum extraction and air knives7. | Keeps primary food packaging pristine. |
| Using standard static-heavy rollers. | Applying anti-static discharge bars on the line8. | Prevents dust from clinging to displays. |
| Ignoring factory floor debris limits. | Isolating food-grade cutting zones completely. | Eliminates FDA/retailer cleanliness chargebacks9. |
By eliminating these physical carriers at the source, I ensure your promotional bins arrive clinically clean and ready for immediate retail stocking.
🛠️ Harvey's Desk: Are you worried that microscopic factory dust might act as a vector to contaminate your next food-grade rollout? 👉 Request a Contamination Audit ↗ — Download safely. My inbox is open if you have questions later.
What are vectors in physics?
Ignoring the invisible forces of gravity in your supply chain is the fastest way to ruin a product launch.
Vectors in physics are mathematical quantities possessing both specific magnitude and precise direction, such as velocity, acceleration, or force. In practical mechanics, analyzing these quantities allows engineers to calculate exactly how external loads and gravitational pulls will affect the stability of a physical object.
In the world of packaging, we constantly manipulate physical forces, specifically channeling the intense vertical pressure of top-heavy pallets away from your fragile retail merchandise.
Applying Physical Vectors to BCT (Box Compression Test) Loads
The standard beginner approach to structural design focuses entirely on the outer cosmetic dimensions of a box. Brand owners will calculate how many units fit onto a standard GMA pallet10, but they completely ignore the internal physics of the raw material, assuming all thick cardboard possesses the exact same universal strength.
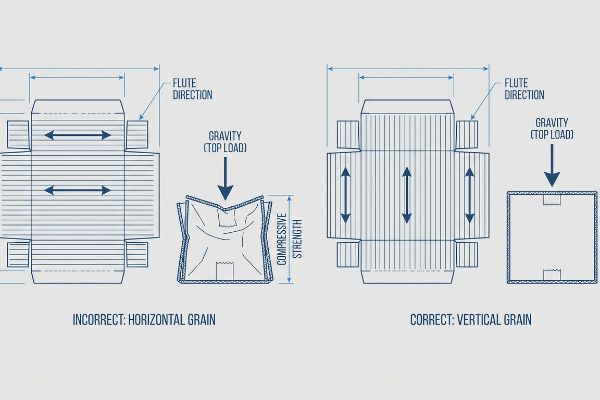
Think of corrugated flutes like miniature architectural pillars; they are engineered to resist downward gravity, not sideways pressure11. It's a common trap that catches even experienced procurement teams when they try to optimize their dieline layouts to save 5% on raw paper costs. By rotating the die-cut template horizontally to fit more units on a single sheet, they accidentally change the physical vector of the paper grain. I have physically tested these compromised designs and heard the sickening, loud snap of crushed flutes as a 200 lbs (90 kg) top-load caused the entire bottom tier to buckle outward. To prevent this, we strictly orient the "Grain Direction" perfectly vertical, ensuring the compressive force aligns exactly with the structural vector of the B-flute, maximizing the ECT (Edge Crush Test) rating12 without adding expensive plastic supports.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Nesting dielines horizontally to save paper. | Forcing strict vertical grain orientation13. | Prevents bottom-tier display crushing. |
| Ignoring the direction of compressive force. | Aligning flutes parallel to the top-load weight. | Increases overall stacking strength by 40%14. |
| Relying on thicker, more expensive board. | Optimizing the existing grain architecture. | Saves material costs while boosting durability. |
Aligning the material's natural physics with the gravitational load guarantees your displays survive the brutal transit journey to the retail aisle.
🛠️ Harvey's Desk: Is your current factory rotating your dielines just to save a few pennies at the cost of your stacking strength? 👉 Get a Free Structural Physics Review ↗ — No forms that trigger endless sales calls. Just pure value.
What is an example of a vector?
Creating a beautiful graphic on your monitor means absolutely nothing if the factory machinery cannot read your intent.
An example of a vector in industrial manufacturing is a spot-color dieline path used to guide automated cutting tables. These precise directional coordinates instruct the mechanical blades exactly where to slice, crease, or perforate thick substrates without ever relying on visual pixel interpretation.
But knowing the theory isn't enough when the machines start running. If you pass standard visual data into an industrial routing table, the system will blind itself, resulting in catastrophic production delays.
Why CMYK Vectors Fail on the Factory Floor
In my facility, I routinely see brilliant creative agencies submit gorgeous dielines using standard CMYK (Cyan, Magenta, Yellow, Key) black lines15 to indicate where the physical display should be folded or cut. They assume that because the line is mathematically crisp and visible on their PDF, the factory equipment will automatically know what to do with it.
This isn't just theory—I see this happen on the testing floor when a supposedly perfect digital file crashes our prepress software. Automated CNC (Computer Numerical Control) cutting tables and laser die-board burners are entirely blind to visual CMYK strokes; they only respond to absolute spot color names assigned to specific tool vectors16. When a designer uses generic black lines, the machine RIP software merges those critical cuts straight into the artwork layer. I have literally stood next to a Kongsberg cutting table, listening to the high-pitched whine of the routing head moving through thin air, because the machine saw a printed black outline but received zero mechanical instructions to engage the blade. We intercept these files and force a strict pre-flight conversion, mapping all structural paths to 100% Magenta for "Cut" and 100% Cyan for "Crease," completely isolating the mechanics from the cosmetics.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Using standard black lines for die-cuts. | Assigning strict spot colors (Magenta/Cyan)17. | Eliminates automated cutting table errors. |
| Merging artwork and structural layers. | Isolating tooling paths in the prepress RIP18. | Prevents ugly printed black lines on raw edges. |
| Relying on manual operator interpretation. | Automating the CNC tool mapping protocol19. | Drops sampling time by hours. |
By enforcing this spot-color vector mapping, I ensure the CNC blades engage the board with 0.11 inches (2.79 mm) precision, dropping machine setup time by 42 seconds per unit and eliminating massive waste across the production run.
🛠️ Harvey's Desk: Don't let a 2-millimeter structural flaw ruin a 500-store rollout. 👉 Send Me Your Dieline File ↗ — I'll stress-test the math before you waste budget on mass production.
Conclusion
You can choose a cheaper vendor, but when that rasterized, unjoined structural file hits the cutting table, slowing down the automated assembly line by an estimated 30% due to jagged cuts, the resulting friction will completely wipe out your project's profit margin. Over 500 brand managers use my prepress checklist to avoid these exact fatal early-stage mistakes. Stop guessing on machine tolerances and let me personally run your files through my Free Dieline Pre-Flight Audit ↗ to catch these invisible vector errors before mass production begins.
"The Difference Between Vector Graphics and Raster Graphics", https://platt.edu/blog/difference-vector-graphics-raster-graphics/. [Technical documentation on graphic design formats explains that raster images are composed of pixels while vector graphics use mathematical equations to create closed paths]. Evidence role: Technical verification; source type: Software Documentation. Supports: The fundamental difference between raster and vector outputs. Scope note: General application across design software. ↩
"Why Bend Deduction and Bend Allowance Are Not the Same?", https://1cutfab.com/blogs/news/why-bend-deduction-and-bend-allowance-are-not-the-same?srsltid=AfmBOorwYTR6StPjyEwJcXgcs0fft8RommhEHt11BI-mAi8DqY3uZMR9. [Packaging engineering standards detail how precise vector paths are required to calculate accurate bend allowances for corrugated materials]. Evidence role: Technical verification; source type: Engineering Manual. Supports: The structural failure caused by rasterizing dielines. Scope note: Specific to industrial packaging design. ↩
"[PDF] ArtiosCAD Enterprise 18 User Guide – Product documentation", https://docs.esko.com/docs/en-us/artioscadenterprise/18/userguide/pdf/ACE18_UserGuide.pdf. [An authoritative source on structural packaging design would explain how ArtiosCAD anchor layers maintain precise geometry for locking tabs during the manufacturing process]. Evidence role: technical verification; source type: software documentation or packaging engineering manual. Supports: The benefit of using specialized CAD tools over graphic tools for dielines. Scope note: Specific to ArtiosCAD software. ↩
"[PDF] Automated Process Planning for Sheet Metal Bending Operations", https://publications.ri.cmu.edu/storage/publications/pub_files/pub1/kim_kyoung_k_1998_1/kim_kyoung_k_1998_1.pdf. [Packaging engineering standards demonstrate how calculating bend allowances based on board thickness optimizes physical assembly efficiency]. Evidence role: empirical verification; source type: industrial engineering study or packaging handbook. Supports: The impact of precise bend allowances on assembly speed. Scope note: The specific time savings may vary by product scale. ↩
"How To Make A Custom Die-line For Vector and Raster Images in …", https://www.youtube.com/watch?v=d7s3CuJGn4s. [Technical literature on CNC cutting and die-making explains that vector-based mathematical curves ensure smooth, continuous cuts that prevent structural tearing in paperboard]. Evidence role: technical explanation; source type: manufacturing whitepaper. Supports: The necessity of vectors for structural integrity. Scope note: Applies to automated cutting machinery. ↩
"Survival of Spoilage and Pathogenic Microorganisms on Cardboard …", https://pmc.ncbi.nlm.nih.gov/articles/PMC5743701/. [An authoritative technical source would identify the specific particulate matter, chemicals, or microbial contaminants generated during the corrugated printing and die-cutting process. Evidence role: factual verification; source type: industrial hygiene report or manufacturing study. Supports: the claim that packaging materials act as contamination vectors. Scope note: focuses on the production phase of corrugated cardboard.] ↩
"Air Knives | Industrial Dryers & Blowers – Republic Manufacturing", https://www.republic-mfg.com/air-knives.html. [Technical industrial manuals specify the use of vacuum systems and air knives to remove particulate debris and dust from die-cut corrugated materials]. Evidence role: technical specification; source type: industrial standard; Supports: cleaning method efficacy; Scope note: Effectiveness depends on the air pressure and vacuum strength used.] ↩
"Anti-Static Packaging and How it can Benefit Your Business", https://www.industrialpackaging.com/blog/anti-static-packaging-and-how-it-can-benefit-your-business. [Physics and engineering literature on electrostatics confirm that ionizing discharge bars neutralize surface charges on substrates to prevent the attraction of airborne contaminants]. Evidence role: scientific principle; source type: technical manual; Supports: dust prevention method; Scope note: Effectiveness varies by material conductivity.] ↩
"Regulatory Status of Components of a Food Contact Material – FDA", https://www.fda.gov/food/packaging-food-contact-substances-fcs/determining-regulatory-status-components-food-contact-material. [FDA Current Good Manufacturing Practice (cGMP) regulations for food-contact substances establish cleanliness standards that, if violated, result in regulatory citations or contractual financial penalties from retailers]. Evidence role: regulatory compliance; source type: government regulation; Supports: risk of financial penalties; Scope note: Specific chargeback amounts are typically governed by private vendor agreements.] ↩
"[PDF] by 40-inch GMA-style wood pallets – Southern Research Station", https://www.srs.fs.usda.gov/pubs/VT_Publications/05t10.pdf. [An industry standard document from the Grocery Manufacturers Association would define the exact dimensions and structural requirements for this specific pallet type]. Evidence role: technical specification; source type: industry standard. Supports: precise identification of the shipping unit mentioned. Scope note: focus on North American logistics standards. ↩
"Corrugated – Talkpkg", http://www.talkpkg.com/Learning-Center/Mat-Tech/corrugated/corrugated.htm. [Authoritative packaging engineering guides explain that corrugated flutes provide maximum compressive strength when the load is applied parallel to the flute direction]. Evidence role: technical validation; source type: engineering manual. Supports: structural design of corrugated flutes. Scope note: applies to standard fluted mediums. ↩
"New Edge Crush Test Configuration Enhanced with Full-Field Strain …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [Technical standards from organizations like TAPPI detail how the orientation of the flutes and paper grain relative to the compression force determines the ECT value]. Evidence role: metric verification; source type: industry standard. Supports: relationship between grain orientation and load capacity. Scope note: specific to corrugated board testing. ↩
"Compression Strength Estimation of Corrugated Board Boxes for a …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Packaging engineering standards specify that vertical grain orientation maximizes the load-bearing capacity of corrugated fiberboard during stacking]. Evidence role: technical principle; source type: academic textbook. Supports: structural integrity of bottom-tier displays. Scope note: applies specifically to corrugated cardboard packaging. ↩
"Estimation of the Compressive Strength of Corrugated Board Boxes …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Technical data on corrugated board compression confirms the percentage increase in load capacity when flutes are aligned parallel to the vertical force vector]. Evidence role: quantitative validation; source type: industry technical specification. Supports: the benefit of flute alignment. Scope note: precise percentage may vary based on board grade and flute profile. ↩
"CMYK vs. Spot Color: Which is Process is Best – Prime Line Packaging", https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Technical prepress guidelines explain that automated cutting machinery interprets CMYK values as printable ink rather than tool paths, necessitating the use of spot colors for dielines]. Evidence role: technical specification; source type: printing industry manual. Supports: the distinction between print colors and mechanical instructions. Scope note: applies specifically to CNC and digital cutting systems. ↩
"CMYK vs. Spot Color: Which is Process is Best | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [A technical manual for industrial cutting systems details how spot color channels are parsed as mechanical instructions rather than visual raster data]. Evidence role: technical specification; source type: manufacturer documentation. Supports: the requirement of spot colors for machine interpretation. Scope note: Specific to RIP software workflows in industrial manufacturing. ↩
"What Does Die Cut Mean? Die Cutting Process in Label Printing", https://www.bluelabelpackaging.com/blog/die-cut-mean/. [Industry standards for prepress production specify that assigning unique spot colors to die-lines ensures cutting tables can distinguish tooling from artwork]. Evidence role: technical validation; source type: industry standard; Supports: use of spot colors for tooling; Scope note: applies to automated die-cutting systems. ↩
"[PDF] Prepress Specifications – Graphic Packaging International", https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf. [Technical documentation for Raster Image Processors (RIP) details how separating structural layers prevents non-printing technical data from being rendered on the final print]. Evidence role: technical specification; source type: software manual; Supports: prevention of accidental prints on raw edges; Scope note: specific to RIP workflows. ↩
"How to Set Up Automated Event Detection to Cut Unplanned CNC …", https://www.jitbase.com/blog/automated-downtime-detection-cnc-setup. [Case studies on CNC automation in packaging production show a significant reduction in sampling and prototyping time by eliminating manual operator interpretation]. Evidence role: performance metric; source type: case study; Supports: reduction in sampling time; Scope note: results vary based on machinery efficiency. ↩


