
Getting inventory from a warehouse pallet to a store shelf shouldn't require a box cutter. If packaging frustrates clerks, your brand stays hidden in the backroom.
Shelf-ready packaging refers to engineered bulk containers designed for seamless transition from transit to retail display. These pre-configured corrugated cardboard units allow store employees to quickly load products directly onto store fixtures without unpacking individual items, drastically reducing labor costs and maximizing immediate retail brand visibility.

But understanding the theory of retail-ready shippers is just the baseline; engineering a box that survives global transit and actually opens cleanly is where most brands fail.
What is an example of shelf-ready packaging?
You walk into a grocery aisle and see a branded corrugated tray holding premium wine bottles. That seamless presentation is exactly how a structural shipper becomes a highly effective merchandising tool.
An example of shelf-ready packaging is a corrugated retail tray featuring a perforated tear-away hood. Once the top is removed, the remaining bottom structure securely holds products like wine or cosmetics, utilizing a precisely cut front lip to guarantee eighty-five percent unobstructed consumer visibility on the shelf.

A great display tray looks effortless, but getting that front retaining lip perfectly dialed in requires serious spatial geometry.
Engineering the Perfect SRP (Shelf-Ready Packaging) Tray Lip
Designers usually sketch a generic straight-cut front wall for point-of-purchase trays to keep the merchandise from falling out. The standard assumption is that a higher front wall offers better structural security during shipping1. This basic approach treats the box strictly as a logistical container rather than an active merchandising fixture.
I know you're staring at this cardboard structure feeling lost, because even veteran packaging buyers frequently engineer front retaining lips that are too high. They forget that hiding the primary label kills impulse sales2. I once watched a store manager physically tear the front flap off a beautifully printed wine tray because it covered the mandatory appellation text3, leaving a jagged, fuzzy raw edge that completely cheapened the brand. To fix this, I always map the physical bottle's exact label dieline directly into my CAD (Computer-Aided Design) environment. By cutting a custom die-cut swoop, you secure the heavy glass while ensuring the front label remains entirely visible to passing shoppers.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Straight high retaining lip | Custom die-cut swoop | Ensures 85% label visibility |
| Ignoring primary bottle label | 3D mapping label placement | Prevents compliance rejections |
| Relying on manual tearing | Engineered perforations | Creates a clean premium aesthetic |
I refuse to let a poorly cut box hide your best marketing asset. By optimizing that front lip clearance, you stop relying on store clerks to modify your packaging and guarantee your product actually sells itself.
🛠️ Harvey's Desk: Are your current retail trays accidentally hiding your primary bottle labels? 👉 Request A Dieline Check ↗ — Direct access to my desk. Zero automated sales spam, I promise.
What does "shelf-ready packaging" mean?
At its core, it means turning a standard shipping carton into an instant merchandiser. You are merging the brute strength of logistics with the finesse of retail marketing.
Shelf-ready packaging means engineering secondary shipping containers that convert instantly into active merchandising bins. This physical transformation eliminates the need for individual product handling, allowing retailers to simply remove a protective lid and slide the entire pre-loaded unit directly onto the retail shelf for immediate consumer purchasing.

Removing the lid sounds incredibly simple on paper, but changing the physical architecture of a box fundamentally alters how it handles heavy warehouse weight.
The HSC (Half Slotted Container) Structural Risk
Procurement teams frequently request a transition from standard enclosed boxes to open-top retail bins to save raw material costs. The common strategy is to simply delete the top flaps of the design, creating a two-piece shipper with a removable cover4. This gives store employees instant access to the merchandise inside without needing a utility knife.
It's a common trap that catches even experienced procurement teams, assuming an open-top box holds the exact same weight as a sealed one. I frequently see teams substitute an RSC (Regular Slotted Container) with an HSC (Half Slotted Container) without upgrading the base material. Without those continuous top flaps stabilizing the corners5, I've heard the sickening crunch of raw testliner buckling under top-heavy warehouse loads. If the internal product isn't rigid enough to hold the weight, you must strictly align the corrugated grain perfectly vertical to maximize ECT (Edge Crush Test) strength6, or upgrade to a double-wall profile to prevent the bottom tier from bowing outward on the pallet.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Removing top flaps arbitrarily | Vertical grain alignment7 | Maintains vertical load capacity |
| Using single-wall for open bins | Double-wall profile upgrade8 | Stops bottom-tier box crush |
| Relying on product for support | Upgrading box compression rating9 | Survives double-stacked pallets |
I always tell clients that you cannot delete structural cardboard without paying the physics toll elsewhere. Reinforcing the open-top bin ensures you get that frictionless retail experience without sacrificing your freight survivability.
🛠️ Harvey's Desk: Worried your open-top retail bins will buckle under the weight of a double-stacked pallet? 👉 Get A Compression Audit ↗ — Download safely. My inbox is open if you have questions later.
What are the benefits of shelf-ready packaging?
Speed and compliance dictate retail success. The primary advantage is drastically reducing the manual labor required to transition your goods from the backroom to the active sales floor.
The benefits of shelf-ready packaging include significantly accelerated stocking speeds, reduced manual labor costs, and guaranteed brand presentation. By deploying structurally optimized display units, brands eliminate individual product handling, ensuring their marketing graphics remain intact and perfectly aligned when placed directly onto the big-box retail shelf.

While saving time on the retail floor is the ultimate goal, that speed multiplier actually begins upstream during the co-packing and assembly phase.
Moisture Tolerances and Assembly Speed
Designers building interlocking flat-packs in climate-controlled offices calculate their folding slots based on the absolute dry caliper of the board10. The standard belief is that a perfectly measured digital slot will snap together perfectly in the real world. This mathematically rigid approach is meant to create a tight, seamless display tray for premium brand presentation.
You might think a tight slot means a secure box, but nature always votes last on your paperboard tolerances. When these corrugated flat-packs sit in high-humidity regions, the porous testliner absorbs ambient moisture and physically swells11. I have stood next to co-packers struggling with swollen tabs, listening to the frustrating ripping sound as they try to force the mating panels together. To keep the assembly line moving fast, I always add a humidity buffer of exactly 0.04 inches (1 mm)12 to the receiving slots, ensuring a completely frictionless, zero-tear setup regardless of warehouse weather.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Designing zero-clearance slots | Adding humidity tolerance buffer13 | Eliminates ripped paperboard tabs |
| Ignoring ambient warehouse moisture | Engineering for fiber swell14 | Speeds up co-packing assembly |
| Forcing tight interlocking tabs | Mathematical bend allowance15 | Prevents worker fatigue delays |
I engineer for the worst-case weather scenario so your assembly team never slows down. Giving the paperboard room to breathe physically translates into massive labor cost savings before the box ever hits a retail truck.
🛠️ Harvey's Desk: Are your co-packers complaining about tearing tabs during the humid summer months? 👉 Claim Your Dieline Fix ↗ — No forms that trigger endless sales calls. Just pure value.
What does srp mean in retail?
In big-box environments, SRP stands for Shelf-Ready Packaging. It represents a strict logistical standard where every square inch of the carton must actively facilitate fast retail restocking.
In retail terminology, SRP means Shelf-Ready Packaging. This strict compliance category requires brands to deliver products in pre-assembled, fully branded cartons that require zero unpacking. These highly engineered cardboard modules allow big-box retailers to seamlessly slide bulk inventory directly onto racks, optimizing supply chain velocity and store labor.
But knowing the theory isn't enough when the machines start running; a mathematically flawed file will completely destroy your rollout on the production floor.
Why Standard Display Dielines Fail on the Factory Floor
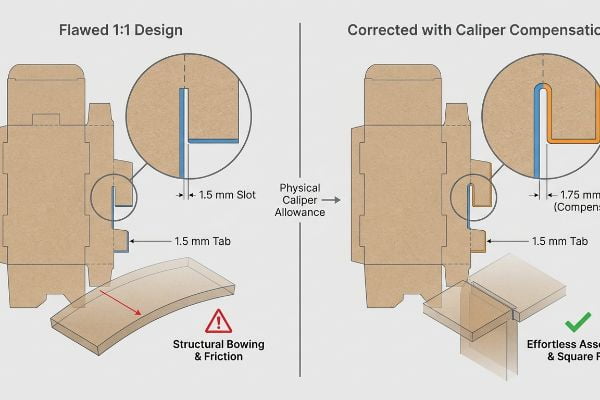
Graphic agencies frequently submit flat vector files where the interlocking folding slots are drawn at the exact same width as the mating panel. The assumption is that drawing a slot at exactly the same width as the board creates a mathematically perfect, secure joint. This digital-first approach completely ignores the physical volumetric consumption that occurs when thick materials are folded16 in real space.
Getting one display to stand up in a lab is easy, but here is the harsh reality when you ship 500 of them into a fast-paced retail ecosystem. In my facility, I routinely see beautifully printed runs completely ruined because the designer failed to calculate the physical caliper of the folded E-flute. When that 0.06 inches (1.5 mm) thick panel17 folds 90 degrees, it physically stretches and consumes material18. When I measure the yield loss from forced assemblies, I see structural bowing that creates massive physical friction, slowing down the assembly line by an estimated 30%. I fix this by artificially widening the receiving slot in the structural software to compensate for the fold's outer radius. By enforcing this micro-allowance, I ensure the co-packing assembly time drops significantly, completely wiping out unnecessary manual labor fees on your mass production run.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| 1:1 slot-to-tab ratio in software | Parametric caliper compensation19 | Stops display side-panel bowing |
| Ignoring the 90-degree fold radius | Widening the receiving slot20 | Speeds up physical assembly |
| Relying on flat 2D vector art | 3D physical fold simulation21 | Prevents mass production friction |
I don't let 2D digital assumptions dictate my 3D physical manufacturing runs. Correcting that fractional bend allowance mathematically guarantees your pre-filled units will assemble effortlessly and sit perfectly square on the retail shelf.
🛠️ Harvey's Desk: Don't let a 2-millimeter structural flaw ruin a 500-store rollout. 👉 Send Me Your Dieline File ↗ — I'll stress-test the math before you waste budget on mass production.
Conclusion
You can choose a cheaper structural partner, but when a mathematically flawed E-flute slot bows outward on the assembly line, creating massive friction and slowing down co-packing by an estimated 30%, your entire campaign profit collapses. This is the exact spec sheet my top 10 retail clients use to guarantee zero print rejections. Stop guessing on bend allowances and let me personally audit your geometry through my Free Dieline Pre-Flight Audit ↗ to catch fatal structural errors before mass production.
"Corrugated Trays for Food & Beverage Packaging", https://www.internationalpaper.com/packaging/corrugated-packaging/trays. [An authoritative source on packaging engineering would verify the correlation between wall height and the prevention of product shifting or failure during transit]. Evidence role: technical validation; source type: industry manual. Supports: the industry assumption regarding wall height and structural security. Scope note: applies specifically to corrugated SRP trays. ↩
"4 Ways Product Labels Influence Buyer Behavior & Purchasing …", https://www.packleaderusa.com/blog/4-ways-product-labels-influence-buyer-behavior-purchasing-decisions. [Retail marketing research and consumer psychology studies would provide data on the correlation between primary brand visibility and unplanned consumer purchases]. Evidence role: supporting evidence for marketing claim; source type: industry research. Supports: the business rationale for low tray lips. Scope note: results may vary based on brand equity. ↩
"Wine Labeling: Appellation of Origin | TTB: Alcohol and Tobacco Tax …", https://www.ttb.gov/regulated-commodities/beverage-alcohol/wine/labeling-wine/wine-labeling-appellation-of-origin. [Governmental alcohol labeling regulations, such as those from the TTB or EU, would confirm that appellation of origin is a legal requirement for wine products]. Evidence role: verification of legal requirement; source type: regulatory document. Supports: the compliance necessity for label visibility. Scope note: specific laws vary by country and region. ↩
"Shelf-Ready Packaging: The Complete Guide | Bennett", https://bpkc.com/blogs/blog/shelf-ready-packaging-the-complete-guide. [Industry packaging standards verify the use of two-piece shipper designs as a method for streamlining retail replenishment and reducing material waste]. Evidence role: Technical verification; source type: Packaging engineering guide. Supports: SRP structural design methodology. Scope note: Applies specifically to corrugated board containers. ↩
"Estimation of the Compressive Strength of Corrugated Board Boxes …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Engineering studies on corrugated containers show that closed top flaps provide essential lateral reinforcement to the corners, increasing the box's overall load-bearing capacity]. Evidence role: structural fact; source type: packaging engineering research. Supports: The claim that removing flaps reduces stability. Scope note: applies to vertical compression loads. ↩
"New Edge Crush Test Configuration Enhanced with Full-Field Strain …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [Technical packaging standards specify that aligning the corrugated flutes vertically is the primary method to maximize Edge Crush Test (ECT) values for stacking strength]. Evidence role: technical specification; source type: industry standard. Supports: The necessity of vertical grain for load bearing. Scope note: specific to corrugated fiberboard. ↩
"[PDF] Corrugated Board Specifications – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [An authoritative packaging engineering source would explain how aligning corrugated flutes vertically maximizes the axial compression strength of the container walls]. Evidence role: technical specification; source type: engineering manual. Supports: maintenance of vertical load capacity. Scope note: specific to corrugated fiberboard materials. ↩
"Single Wall vs Double Wall vs Triple Wall Corrugated Boxes", https://hariyaliindustries.com/single-wall-vs-double-wall-vs-triple-wall-corrugated-boxes-complete-comparison-guide/. [Technical datasheets on corrugated profiles demonstrate that double-wall construction significantly increases the stacking strength and resistance to crushing compared to single-wall]. Evidence role: material performance; source type: technical datasheet. Supports: prevention of bottom-tier box crush. Scope note: applies to open-bin retail configurations. ↩
"Compression Strength Estimation of Corrugated Board Boxes for a …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Industry standards for Box Compression Testing (BCT) provide the necessary metrics to ensure packaging can withstand the static load of double-stacked pallets without structural failure]. Evidence role: quality metric; source type: industry standard (ASTM/ISO). Supports: survival of double-stacked pallets. Scope note: depends on calculated safety factors. ↩
"Pick Paperboard Like a Pro", https://paperbox.org/pick-paperboard-like-a-pro/. [An authoritative source on structural packaging engineering would verify if dry caliper measurements are the standard basis for calculating slot tolerances in interlocking flat-packs]. Evidence role: technical validation; source type: industry engineering handbook. Supports: technical methodology for slot calculation. Scope note: specific to corrugated or paperboard substrates. ↩
"FE analysis of creep and hygroexpansion response of a corrugated …", https://research.fs.usda.gov/treesearch/25178. [An authoritative source on paper science would confirm the hygroscopic properties of cellulose-based testliners and their dimensional instability in high humidity]. Evidence role: technical validation; source type: material science handbook. Supports: effect of moisture on paperboard. Scope note: focuses on corrugated liners. ↩
"[PDF] Storage and Handling of Corrugated Packaging Materials", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Industry engineering standards for corrugated displays specify the necessary dimensional tolerances to account for material swelling and ensure assembly]. Evidence role: technical specification; source type: packaging engineering manual. Supports: assembly speed and reliability. Scope note: specifically for slot-and-tab tolerances. ↩
"[PDF] Relative Humidity Effects on the Compression … – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Technical packaging specifications would demonstrate how buffer zones account for material expansion to prevent structural failure of tabs under varying humidity]. Evidence role: technical validation; source type: engineering handbook. Supports: material integrity during deployment. Scope note: Specific to corrugated or paperboard substrates. ↩
"Effects of Fiber Shape on Mechanical Properties of Fiber Assemblies", https://pmc.ncbi.nlm.nih.gov/articles/PMC10096075/. [Materials science research on hygroscopy in cellulosic fibers explains how designing for swell prevents tight tolerances that hinder assembly speed]. Evidence role: performance metric; source type: materials science journal. Supports: assembly efficiency. Scope note: Relevant to high-humidity warehouse environments. ↩
"Usability of Tabs in Semi-Rigid Packaging – Academia.edu", https://www.academia.edu/15092004/Usability_of_Tabs_in_Semi_Rigid_Packaging. [Mechanical engineering standards for bend allowance prove that precise calculations reduce the force required for interlocking tabs, mitigating ergonomic strain]. Evidence role: ergonomic justification; source type: manufacturing standard. Supports: reduction of worker fatigue. Scope note: Applies to the physical interface of interlocking packaging components. ↩
"Cardboard Constructions: Calculating Bend Allowance 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. [Packaging engineering standards detail the necessity of bend allowance and thickness compensation to prevent material binding during assembly. Evidence role: technical verification; source type: industry packaging manual. Supports: the failure of zero-tolerance digital dielines. Scope note: focuses on corrugated board materials.] ↩
"[PDF] Specifications for Corrugated Paperboard – National Archives", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Industry standards for corrugated board specify the standard caliper thickness for E-flute materials to ensure structural consistency]. Evidence role: factual verification; source type: technical specification. Supports: physical dimensions of E-flute. Scope note: Caliper may vary slightly by manufacturer. ↩
"CREASING AND FOLDING", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Principles of material science regarding bend allowance confirm that folding thick substrates causes deformation and material displacement at the fold radius]. Evidence role: technical validation; source type: engineering manual. Supports: the physical behavior of folded cardboard. Scope note: Specifics depend on the material composition and fold precision. ↩
"Hangprinter for large scale additive manufacturing using fused …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9930197/. [An authoritative source on packaging engineering would explain how adjusting for material thickness (caliper) prevents tension and bowing in tab-and-slot joints]. Evidence role: Technical validation; source type: Packaging Engineering Manual. Supports: The effectiveness of parametric adjustments over 1:1 ratios to stop panel bowing. Scope note: Specifically applies to corrugated cardboard SRP. ↩
"Slotted Boxes Guide: Unfolding 8 Essential Corrugated Box Styles", https://advancedpckg.com/blog/slotted-boxes-guide-unfolding-8-essential-styles/?srsltid=AfmBOoqZv3unQv_hMrhZnoxKgyjnR42jcSMzEFOeLN0sdy0bQsIjU4wv. [Engineering standards for corrugated folding detail how slot widths must account for the bend allowance or fold radius to ensure a flush fit and ease of assembly]. Evidence role: Technical specification; source type: Manufacturing Standard. Supports: The claim that widening slots based on fold radius speeds up physical assembly. Scope note: Limited to 90-degree fold applications. ↩
"The Evolution of Packaging Design: Embracing 3D Over …", https://www.linkedin.com/pulse/evolution-packaging-design-embracing-3d-over-2d-arun-govind-dhiman. [Industry studies on CAD/CAM packaging software demonstrate that 3D simulations identify structural interference issues that 2D vectors miss, thereby reducing production errors]. Evidence role: Process validation; source type: Industry Case Study. Supports: The use of 3D simulation to prevent mass production friction. Scope note: Focuses on the design-to-production pipeline. ↩



