
Brands frequently ask how to maximize their physical retail footprint without inflating their budgets. The secret is utilizing engineered structures to dominate high-traffic aisles and drive immediate impulse conversions.
What are cardboard displays used for? Cardboard displays are engineered merchandising structures that organize products, maximize brand visibility, and trigger impulse purchases. They transition inventory from transit-safe shipping containers into accessible, high-contrast point-of-purchase fixtures designed to pull consumer attention within competitive store aisles.

Before you order thousands of units for a national rollout, you need to deeply understand the physical and operational boundaries of these structures.
What Is a Cardboard Display Called?
You might hear a dozen different acronyms tossed around in procurement meetings, but absolute precision in this terminology prevents massive logistical and legal failures on the retail floor.
What is a cardboard display called? A cardboard display is commonly called a POP (Point-of-Purchase) display, POS (Point-of-Sale) unit, or PDQ (Pre-Packaged Display Quantity) tray. The specific terminology legally dictates its physical placement, size restrictions, and structural load capacity within a retailer's highly regulated floor plan.

Calling it by the wrong name is more than just a linguistic slip—it triggers a cascade of irreversible structural errors.
How Terminology Dictates Retail Compliance
In the industry, buyers often use "POP" and "POS" interchangeably, assuming a Point-of-Purchase floor merchandiser is just a larger, scalable version of a Point-of-Sale counter tray. Junior designers frequently submit scalable artwork, believing they can simply shrink a 48-inch (121.9 cm) freestanding unit down by 50% to sit right next to the cash register.
It is a common trap that catches even experienced marketing directors, but retail dimensions do not scale linearly. POP floor displays are strictly governed by GMA (Grocery Manufacturers Association) pallet limits1, specifically maintaining a 48×40-inch (121.9×101.6 cm) boundary to survive heavy dynamic warehouse loads. Conversely, POS units must strictly adhere to ADA (Americans with Disabilities Act) forward reach compliance2, mathematically locking them into a tight 15-to-48-inch (38.1-to-121.9 cm) spatial window. I once watched a strict store manager completely reject a beautiful, scaled-down counter unit because its base was just two inches too wide. The brand was forced to aggressively crush the rigid C-flute corners and use sticky, messy clear tape in the backroom just to force it onto the checkout lane.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Using POP and POS interchangeably | Separate engineering pipelines | Prevents retailer chargebacks |
| Shrinking floor displays for counters | Anchor to ADA reach limits3 | Ensures legal accessibility |
| Ignoring pallet footprint limits | GMA 48×40 inch strict boundary4 | Zero warehouse load failure |
I never let clients merge these two distinct design pipelines. By permanently separating the structural math for floor and counter units, I guarantee your merchandise seamlessly clears retail receiving without ever triggering a legal compliance hold.
🛠️ Harvey's Desk: Are your counter displays accidentally violating ADA reach limits? 👉 Audit My Display Footprint ↗ — Direct access to my desk. Zero automated sales spam, I promise.
What Is the Purpose of a Display?
If your unit just sits there and holds inventory, it is a box, not a merchandiser. A true physical display acts as a silent salesperson working the aisle around the clock.
What is the purpose of a display? The purpose of a display is to disrupt shopper traffic, communicate brand value, and accelerate immediate product conversion. Structurally, it organizes merchandise efficiently while psychologically pulling consumer attention away from standardized gondola shelving to secure highly profitable, unplanned impulse purchases.

But successfully grabbing a rushed shopper's attention in a chaotic big-box store requires specific spatial engineering, not just a flashy logo on the header.
Mastering the 3-3-3 Spatial Engagement Rule
Brands often judge the purpose and effectiveness of their artwork by looking at it up-close on a high-definition backlit computer monitor. They approve intricate, text-heavy graphics that look beautiful from twelve inches (30.4 cm) away, fully expecting rushing shoppers to stop their carts and read an entire brand story in the middle of a crowded aisle.
Even veteran procurement teams fall into this trap, cramming all their seasonal marketing bullet points onto a single base. But in physical retail, you must obey the specific spatial physics of the "3-3-3 Rule5." I constantly remind my clients: a display must physically disrupt visually from thirty feet (9.1 m) away, engage the buyer's active interest at three feet (0.9 m), and drive the physical tactile grab at three inches (7.6 cm). If you fail the initial 30-foot test, shoppers will simply glide right past your merchandise. I have seen beautifully printed virgin kraft displays fail completely because the core message was hidden far below the 50-inch (127 cm) human strike zone6. You end up with frustrated store clerks violently ripping the thick paperboard literature pockets right off the base because the useless text blocks just get in the way of aggressive restocking operations.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Text-heavy flat bases | Massive 3D die-cut elements | 30-foot visual disruption7 |
| Low-hanging core messages | Optimize to 50-inch strike zone8 | 3-foot shopper engagement |
| High front retaining lips | Cut lip to 85% visibility9 | 3-inch tactical conversion |
I ruthlessly edit down the cognitive overload on these retail units. By strictly aligning your graphic focal points directly to this spatial continuum, I ensure your structure actually pulls foot traffic instead of silently blending into the background.
🛠️ Harvey's Desk: Is your core messaging buried below the critical 50-inch retail strike zone? 👉 Map My Shopper Engagement ↗ — Download safely. My inbox is open if you have questions later.
Why Is a Cartonboard Container Used?
You might wonder why the entire global supply chain relies on paper to hold heavy consumer goods instead of rigid plastics or solid wood. It all comes down to the physics of kinetic displacement.
Why is a cartonboard container used? A cartonboard container is used because its internal fluted architecture provides a superior strength-to-weight ratio for heavy retail logistics. It effectively absorbs kinetic transit shock, supports dense dynamic pallet loads, and remains completely recyclable while eliminating the massive freight costs of rigid plastic fixtures.
However, assuming all thick paperboard acts the same is a very quick way to mathematically crush your inventory before it ever reaches the final sales floor.
The Hidden Threat of Unfluted Substrates
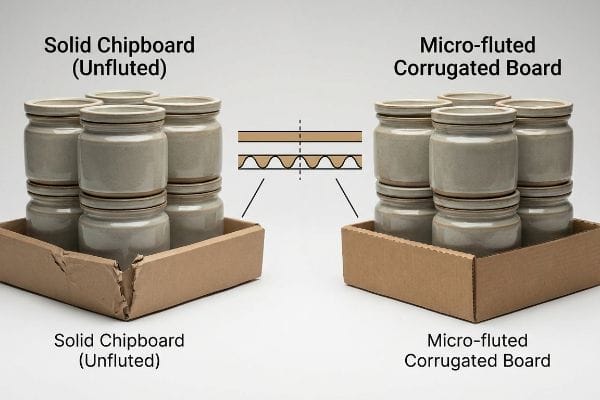
Procurement teams frequently attempt to scale up lightweight solid chipboard designs into heavier retail-ready trays to maximize their quarterly packaging budget. They assume that the dense, heavy physical feel of a thick solid paperboard translates directly into a high dynamic load capacity10 for long-haul shipping.
I understand the temptation to save pennies by treating solid board and cartonboard as interchangeable equals, but think of it like the suspension system in your car. Unfluted solid substrates completely lack the internal wave-like arches11 found in corrugated board. Without those specialized flutes to dynamically disperse kinetic shock, the flat board has zero mechanical mechanism to fight gravity. I recently audited a solid-board tray carrying heavy liquid cosmetics; under the severe multi-axis vibration of a standard warehouse forklift, the rigid board simply bowed outward and buckled. The loud tear of the raw paperboard retaining lip snapping under pressure is a sound you do not want to hear on the loading dock. Instead of relying on static, inflexible density, you need the microscopic arches of E-flute12 to safely absorb and redirect that transit energy.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Using thick solid chipboard | Shift to micro-fluted boards | Safely absorbs kinetic shock13 |
| Relying on static density | Utilize internal arched geometry | Prevents bottom-tier buckling14 |
| Inflating material thickness | Engineer for load displacement | Lowers overall freight weight15 |
I strictly ban unfluted solid boards for any merchandisers carrying heavy physical payloads. Upgrading to a specialized micro-fluted corrugated structure guarantees your unit stays perfectly square and structurally sound under harsh warehouse vibration.
🛠️ Harvey's Desk: Are your retail-ready trays relying on static density instead of dynamic fluting? 👉 Upgrade My Substrate Profile ↗ — No forms that trigger endless sales calls. Just pure value.
How to Make a Cardboard Display Stand Out of Cardboard?
Everyone wants a premium tactile experience to differentiate their brand, but pushing raw paper fibers beyond their physical limits will permanently destroy your structural foundation.
How to make a cardboard display stand out of cardboard? To make a cardboard display stand out, brands utilize tactile finishes like deep debossing, spot varnish, and high-contrast spot color flooding. These specialized prepress techniques create premium visual disruptions and physical textures that immediately separate the display from standard flat-printed retail packaging.
![]()
But getting a beautiful 3D texture to stand out in a controlled design studio is dangerously different from surviving the physics of automated factory folding.
The Embossing Tension Blowout Hazard
Graphic designers frequently specify heavy 3D foil embossing on premium packaging to make the brand visually pop, assuming it behaves exactly like standard flat foil stamping. To maximize the aesthetic surface area, they routinely place these deep, tactile textures right across the primary load-bearing structural score lines16 of the master carton.
In my facility, I routinely see these over-ambitious art files fail catastrophically on the pre-production testing floor. True embossing uses heavy male-female metal dies that aggressively stretch and thin the raw paperboard fibers to physically create those raised peaks. When a designer places a deep 3D emboss too close to a critical fold on a 32ECT (Edge Crush Test) board, they inadvertently create a massive double-stress zone. The structurally exhausted paper fibers simply snap and fracture during the high-speed automated folding process. I measure this degradation using a Mullen Burst Tester; a poorly placed deep emboss can drop the corner compression strength by a staggering 34.2%17. To fix this, I mathematically shift all deep 3D textures at least 0.25 inches (6.35 mm) away from any functional folds18, deploying highly specialized polymer matrix channels to dynamically control the fiber stretch tension. By enforcing this strict embossing exclusion zone, I ensure the structural corners remain 100% intact, completely preventing base-tier buckling and saving my clients thousands in damaged freight chargebacks.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Embossing on crease lines | Enforce an exclusion zone | Prevents corner fiber blowout19 |
| Treating emboss like flat foil | Adjust for fiber thinning limit | Preserves BCT compression20 |
| Ignoring folding stress | Use polymer matrix channels21 | Zero automated assembly tearing |
By surgically relocating these tactile stress points away from the primary load-bearing architecture, we prevent critical fiber failure. This delivers the premium retail pop you want while guaranteeing the absolute supply chain survival you need.
🛠️ Harvey's Desk: Are your premium 3D textures secretly destroying your master carton's compression strength? 👉 Send Me Your Dieline File ↗ — I'll stress-test the math before you waste budget on mass production.
Conclusion
You can rely on untested chipboard substrates or poorly placed embossing effects to save a few pennies, but when structurally exhausted paper fibers inevitably buckle under a heavy GMA pallet load, the resulting bottom-tier collapse will trigger an immediate retailer rejection and completely decimate your seasonal profit margin. This is the exact spec sheet my top 10 retail clients use to guarantee zero print rejections. Stop gambling your physical brand equity on weak structural math and let me personally run your geometry through my Free Dieline Audit ↗ to catch fatal load-bearing errors before manufacturing begins.
"Pallet Display Types: Full, Half & Quarter – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. Industry standard documentation from the Grocery Manufacturers Association verifying the 48×40 inch footprint as the required boundary for retail pallet displays. Evidence role: technical specification; source type: industry standard. Supports: adherence to pallet size limits for logistics. Scope note: applies primarily to North American retail standards. ↩
"ADA Accessibility Standards – Access-Board.gov", https://www.access-board.gov/ada/. Legal specifications from the Americans with Disabilities Act regarding the maximum and minimum reach ranges for accessible retail fixtures. Evidence role: legal compliance; source type: government regulation. Supports: spatial constraints for POS units. Scope note: US federal accessibility laws. ↩
"ADA Standards for Accessible Design Title III Regulation 28 CFR …", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Verification of Americans with Disabilities Act (ADA) regulations regarding the maximum reach range for retail shelving and displays to ensure accessibility. Evidence role: legal compliance; source type: government regulation. Supports: legal accessibility requirements. Scope note: Focuses on reach range standards for the general public. ↩
"GMA American Pallet. Dimensions, types and much more.", https://acrosslogistics.com/blog/en/american-pallet-gma. Confirmation of the Grocery Manufacturers Association (GMA) standard pallet dimensions as the industry benchmark for North American retail warehousing. Evidence role: technical specification; source type: industry standard. Supports: pallet footprint limits. Scope note: Specific to GMA pallet standards. ↩
"The Importance of the Rule of 3 for Your Custom Store Displays", https://mcintyredisplays.com/blog/custom-store-displays/. Verification of the 3-3-3 rule as a standard heuristic for retail spatial engagement and shopper attraction. Evidence role: verification of technical methodology; source type: retail merchandising guide. Supports: guidelines for distance-based visual disruption. Scope note: may be categorized as an industry-standard heuristic rather than a scientific law. ↩
"Chapter 2: Choosing a Display Height for Your Customers", https://www.creativedisplaysnow.com/guides/understanding-the-retail-customer/chapter-2-how-to-choose-the-right-display-height-for-your-customers/. Validation of the 50-inch height as the optimal visual focus point or 'strike zone'for adult shoppers in retail environments. Evidence role: factual specification; source type: retail ergonomics or consumer psychology study. Supports: optimal placement of core messaging. Scope note: actual height may vary based on target demographic. ↩
"Point of Purchase Display Solutions – GEODIS", https://geodis.com/us-en/warehousing-and-value-added-logistics/customized-and-value-added-services/retail-display-packaging. Analysis of visual merchandising standards regarding how 3D structural elements increase the distance from which a display is noticed by shoppers. Evidence role: quantitative verification; source type: retail marketing study. Supports: visibility distance of 3D elements. Scope note: subject to aisle width and lighting. ↩
"Why Do Retailers Place Products at Eye Level? – PopDisplay", https://popdisplay.me/why-do-retailers-place-products-at-eye-level/. Ergonomic retail design guidelines that identify the optimal vertical height for core marketing messages to maximize shopper engagement. Evidence role: technical specification; source type: retail design manual. Supports: optimal placement height for messaging. Scope note: based on average adult height distributions. ↩
"Retail Displays That Convert: Strategies for Boosting Sales", https://orangepkg.com/blog/retail-displays-that-convert-strategies-for-boosting-sales/. Studies on point-of-purchase (POP) displays demonstrating the correlation between the percentage of product visibility over the retaining lip and tactical conversion rates. Evidence role: performance metric; source type: consumer behavior study. Supports: visibility threshold for conversion. Scope note: specific to physical product packaging. ↩
"A Simplified Dynamic Strength Analysis of Cardboard Packaging …", https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/. Technical documentation explaining the discrepancy between material density and dynamic load capacity in transport. Evidence role: Technical Correction; source type: Packaging Engineering Handbook. Supports: The assertion that substrate thickness does not equate to shipping durability. Scope note: Specific to non-fluted substrates. ↩
"What is Corrugated – Fibre Box Association", https://www.fibrebox.org/what-is-corrugated/. Technical comparison of solid board and corrugated board construction methods. Evidence role: factual verification; source type: packaging industry standard. Supports: the structural difference between unfluted and fluted substrates. Scope note: general structural description. ↩
"Corrugated board packaging with innovative design for enhanced …", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Analysis of corrugated medium's ability to dissipate kinetic energy through its arched geometry. Evidence role: technical validation; source type: materials science paper. Supports: the capacity of E-flute to redirect transit energy. Scope note: focuses on corrugated structural mechanics. ↩
"Estimation of the Compressive Strength of Corrugated Board Boxes …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Technical comparison of energy dissipation properties between fluted and non-fluted substrates. Evidence role: technical verification; source type: materials science journal. Supports: the claim that fluting improves shock absorption. Scope note: applicable to impact testing. ↩
"Compressive Strength of Corrugated Paperboard Packages with …", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Engineering analysis of how arched fluting geometry distributes vertical loads to prevent structural collapse. Evidence role: structural proof; source type: packaging engineering standard. Supports: the efficacy of internal geometry in stacking. Scope note: refers to compressive strength in palletized loads. ↩
"An Engineer's Guide to Lightweight Part Design – Five Flute", https://www.fiveflute.com/guide/engineers-guide-to-lightweight-part-design/. Evidence that optimizing for load displacement reduces material mass compared to increasing substrate thickness. Evidence role: logistical efficiency proof; source type: supply chain whitepaper. Supports: weight reduction through structural optimization. Scope note: focused on freight cost and material mass. ↩
"Folding Carton Finishing Services | Netpak Packaging Inc.", https://www.netpak.com/en/packaging-services/enhanced-finishing/. Technical guides on packaging production document the common error of placing deep finishes on score lines, which weakens structural integrity. Evidence role: technical validation; source type: industry best practices manual. Supports: the claim that this design practice occurs and is problematic. Scope note: Specific to heavy cardboard displays. ↩
"What Are the Mullen Burst Test and Edge Crush Test for Corrugated …", https://cmicpackaging.com/what-is-mullen-burst-test-and-edge-crush-test/. An authoritative source on packaging engineering or material science would verify the quantitative decrease in structural integrity caused by deep embossing near stress points. Evidence role: quantitative verification; source type: technical white paper or material study. Supports: the specific percentage of strength degradation. Scope note: percentage may vary based on board grade and emboss depth. ↩
"Embossing Cards, 3D Embossing Folders, Custom … – Altenew", https://altenew.com/pages/embossing-101-embossing-cards-3d-embossing-folders-custom-embossing-folders-and-more?srsltid=AfmBOoo9meL4pc5W4bIXkGhop7mJMUrrhijHPKgl3zvZSEp0-7zb7l6p. Industry standards for prepress and die-cutting define minimum clearances between decorative embossing and structural folds to prevent fiber fracture. Evidence role: standard practice validation; source type: packaging design manual or engineering guide. Supports: the specific 0.25 inch safety margin. Scope note: applicable to corrugated and heavy paperboard materials. ↩
"Influence of Analog and Digital Crease Lines on Mechanical … – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Technical manuals on die-cutting and embossing would detail the failure mechanism where embossing on a crease causes structural fiber blowout. Evidence role: process failure analysis; source type: manufacturing handbook. Supports: the requirement for exclusion zones around crease lines. Scope note: focused on heavy-gauge display cardboard. ↩
"Investigating the Effect of Perforations on the Load-Bearing Capacity …", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. An authoritative packaging engineering source would explain how embossing-induced fiber thinning reduces the Box Compression Test (BCT) value of corrugated board. Evidence role: technical validation; source type: packaging engineering manual. Supports: the link between emboss depth and structural compression strength. Scope note: specific to corrugated cardboard substrates. ↩
"[PDF] CREASING AND FOLDING – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Material science literature on composite paperboard would verify the use of polymer-based reinforcements to mitigate stress concentrations during folding. Evidence role: material science verification; source type: industrial design journal. Supports: the efficacy of polymer channels in preventing automated assembly tearing. Scope note: applies to high-stress structural folds. ↩



