
You spent months perfecting your visual identity on a glowing digital screen. But when files hit the printing press, your signature hue suddenly turns into a washed-out nightmare.
The benefits of Pantone colors include absolute visual consistency, precise brand matching across packaging runs, and the complete elimination of CMYK halftone dot grain. By using pre-mixed spot inks, brands ensure their primary logos remain identical regardless of the manufacturing facility or the chosen printing substrate.

Bridging the gap between the design studio and the physical retail floor requires more than just picking a pretty digital hex code.
Why is the Pantone color important?
Consistency builds trust, but the mechanics of printing on raw corrugated board actively fight against your carefully crafted brand guidelines.
Pantone color is important because it guarantees exact pigment replication across different printing technologies and physical materials. Unlike process printing which overlaps tiny dots of varying colors, a Pantone spot color delivers a solid, pre-mixed flood of ink that maintains high-contrast visibility under harsh retail fluorescent lighting.

Knowing the definition is easy, but applying it to a massive 48×40 inch (121.9×101.6 cm) floor display is where most retail campaigns actually fail.
The CMYK Halftone Mud Trap on Retail Displays
Graphic designers often convert solid corporate logos into standard four-color digital formats1 before sending them to the factory. They logically assume the high-end digital proofs they approved in the climate-controlled office will seamlessly translate to the massive offset presses running the physical cardboard2.
I see this happen constantly when a new client tries to print their bright orange logo directly onto raw, porous corrugated testliner. The CMYK process tries to build that orange by overlapping tiny magenta and yellow dots, but the rough paper fibers absorb them unevenly, creating a blurry, muddy texture3. I have stood on the floor watching a pristine digital logo turn into a grainy, washed-out puddle that looks incredibly cheap in person. The fix is what I call a Spot Color Flood: replacing that optical dot-blending with a single, precisely mixed PMS (Pantone Matching System) ink bucket4. You get a dense, perfectly smooth flood of wet pigment that completely seals the paper fiber and grabs attention from 30 feet (9.1 m) away, stopping shoppers dead in their tracks.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Printing logos in standard CMYK | Mandate a PMS spot color flood | Eliminates visual halftone dot grain5 |
| Relying on backlit screen colors | Matching with physical ink swatches6 | Ensures global brand consistency |
| Ignoring cardboard surface texture | Adjusting ink density for porosity7 | Grabs shopper attention much faster |
I never let a client's primary logo run through a standard four-color mix on large structural panels. Paying for that one extra spot color guarantees your brand doesn't look like a cheap knockoff under Walmart's ceiling lights.
🛠️ Harvey's Desk: Not sure if your primary logo is going to turn to mud on raw cardboard? 👉 Let Me Review Your Artwork ↗ — Direct access to my desk. Zero automated sales spam, I promise.
Why is Pantone 448 C the ugliest color?
Some shades have a notorious global reputation, but the real ugliness usually happens entirely by accident during the complex prepress translation process.
Pantone 448 C is considered the ugliest color because market researchers identified this specific dark, drab brown-green hue as having the lowest consumer appeal. Consequently, global governments selected it for mandatory plain tobacco packaging to actively discourage impulse purchasing by stripping away all psychological visual attractiveness.

While 448 C was chosen intentionally for its unappealing nature, many emerging brands accidentally print similar muddy colors due to poor digital calibration.
The Smartphone Auto-Correct Camouflage
It is a common trap that catches even experienced procurement teams to approve final production colors by looking at a PDF on their smartphones. They fail to realize that modern phone screens have aggressive, built-in optical software8 that artificially boosts saturation and contrast to make images pop artificially.
The digital screen lies. A client once approved a rich, warm brown for a premium coffee display via an email attachment, completely bypassing our physical draw-down process. When the actual ink hit the B-flute board, the physical pigment absorbed differently without the phone's artificial backlight, drying into a dead, murky shade that looked suspiciously like 448 C. I had to physically mail them a swatch scanned with a spectrophotometer under strict D50 lighting9 to prove the ink was mathematically accurate. We had to pause the press, toss the ruined sheets, and reformulate the batch to compensate for the paper's natural darkening effect, slowing the assembly line by an estimated 15% and causing massive logistical headaches.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Approving colors on smartphone screens | D50 light box visual inspection10 | Prevents muddy, dead ink colors |
| Skipping physical ink proofs | Spectrophotometer scanning11 | Avoids mass product visual rejection |
| Ignoring raw paper absorption rates | Mathematical cutback prepress curves12 | Protects premium brand shelf image |
I refuse to spin up a heavy offset press based on an email approval from a smartphone. Physical spectrophotometer scans are the only metric that matters when raw corrugated board actively absorbs wet ink.
🛠️ Harvey's Desk: Are your digital proofs accidentally setting you up for a massive color shift on the printing press? 👉 Get A Prepress Assessment ↗ — Download safely. My inbox is open if you have questions later.
What is the use of Pantone colors?
Beyond pure branding and aesthetics, these standardized colors serve as a hidden, structural language for the actual manufacturing machinery.
The use of Pantone colors extends beyond visual branding; they function as absolute mechanical commands in automated manufacturing. Specific spot colors act as digital instructions for CAD (Computer-Aided Design) cutting tables, precisely dictating where a machine should physically cut, score, or crease the corrugated material.
Think of these specific color swatches as the invisible traffic lights that direct the heavy physical machinery on the factory floor.
The Spot Color Tooling Command
Most beginner designers submit standard structural dielines using basic black lines to indicate where the retail display should fold or be cut. They logically assume the automated machinery can visually "see" these black outlines just like a human packaging operator reading a printed paper map.
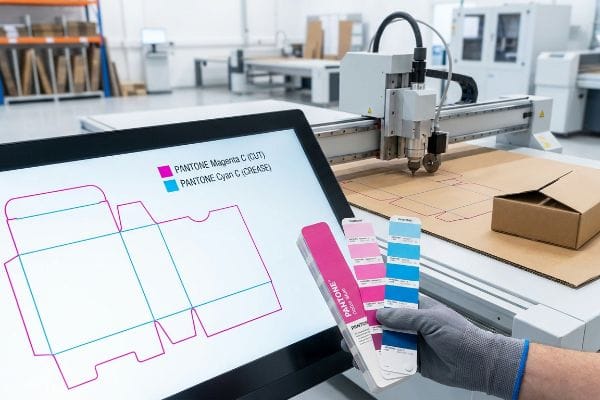
Here is the reality of the CNC (Computer Numerical Control) routing table: it is completely blind to standard artwork. If a designer leaves the cut lines in process black, the machine's software simply merges those lines into the graphics layer13. I once watched an operator load a 50-unit prototype run, only for the machine to print a beautiful box with visible black outlines but execute zero physical cuts, leaving us with useless flat sheets. To prevent this, I mandate that all structural vector paths be assigned to absolute spot colors14—like 100% Pantone Magenta for a physical cut and 100% Cyan for a crease. This maps the digital geometry directly to the sharp, high-pitched whine of the steel blades, ensuring flawless physical assembly without ruining the visible artwork.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Drawing structural cut lines in black | Using 100% PMS Magenta strokes15 | Eliminates machine cutting blind spots |
| Merging dieline and artwork layers | Isolating structural spot colors | Saves hours of manual file sorting |
| Ignoring routing software rules | Pre-flighting vector stroke mapping16 | Guarantees crisp, accurate folding lines |
I separate artwork from physics before the file ever reaches the cutting floor. Using spot colors as mechanical triggers is the only proven way to guarantee the CNC blades engage the board exactly where they should.
🛠️ Harvey's Desk: Are your structural dielines secretly hiding in the artwork layer where the cutting machines cannot read them? 👉 Claim Your Dieline Audit ↗ — No forms that trigger endless sales calls. Just pure value.
Why is Pantone color so expensive?
Premium visual consistency carries a premium price tag, driven entirely by the unforgiving physical mechanics of the lithographic printing process.
Pantone color is expensive because it requires manufacturing dedicated, custom-mixed physical ink buckets for every specific hue, rather than blending four standard base colors. Furthermore, utilizing these spot colors demands additional metal printing plates, dedicated wash-up time on the offset press, and specialized primer layers.

But knowing the color theory isn't enough when the heavy metal machines start running and the procurement budget suddenly skyrockets.
Why Standard Metallic Pantone Fails on the Factory Floor
Buyers frequently demand metallic spot colors, like PMS 877 Silver17, to give their packaging a premium, high-end shelf presence. They assume that adding this specific ink to a retail display is just a matter of pouring a slightly more expensive bucket into the standard printing press alongside the other process colors.
In my facility, I routinely see the massive cost overruns hidden in these premium requests. When you try to print PMS 877 Silver directly onto raw corrugated board, the porous 32 ECT (Edge Crush Test) virgin kraft liner18 instantly absorbs the metallic flakes, turning a brilliant silver into a flat, dirty gray smudge. To fix this physics problem, I have to run the board through the press twice. First, I apply a heavy White Base Ink primer layer19 specifically to seal the microscopic paper fibers. Only then can the metallic silver sit on top and reflect the ambient light. This means manufacturing two distinct aluminum printing plates instead of one, and completely shutting down the Heidelberg press for a 45-minute manual wash-up to scrub the heavy, sticky ink off the rubber rollers. By optimizing the design to use high-solid gloss aqueous coatings over standard CMYK instead of demanding raw metallic PMS, I can cut the press setup time in half, saving clients an estimated $1,200 in raw presstime fees per run while still protecting the brand's visual equity.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Printing metallic on raw porous board | Applying a white base primer layer20 | Prevents dull, grayed-out brand logos |
| Ignoring physical press wash-up times | Consolidating spot color usage limits21 | Drastically drops production lead times |
| Overusing expensive metallic pigments | High-solid gloss aqueous coating22 | Trims unnecessary printing setup costs |
I strip out over-engineered metallic ink requests the moment they hit my desk unless absolutely necessary. Printing smart means sealing the board properly, not just throwing expensive custom pigments at highly porous cardboard and hoping it shines.
🛠️ Harvey's Desk: Do you know the exact moisture content and porosity of your current corrugated supplier's board before litho-lamination? 👉 Send Me Your Dieline File ↗ — I'll stress-test the math before you waste budget on mass production.
Conclusion
You can blindly send artwork to a cheap vendor, but when expensive metallic Pantone inks sink into the porous 32 ECT board and dry into a dull gray smudge, you will face an immediate retailer rejection that completely wipes out your profit margin. Over 500 brand managers use my prepress checklist to avoid these exact fatal early-stage mistakes. Stop guessing on press tolerances and let me personally run your files through my Free Dieline Audit ↗ to catch costly friction points before mass production begins.
"CMYK vs. Spot Color: Which is Process is Best | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [A professional print production guide should explain the technical difference between a single-pigment spot color and a four-color CMYK process mix]. Evidence role: technical validation; source type: industry manual. Supports: The technical nature of four-color digital formats. Scope note: Contrast between spot and process printing. ↩
"What Printing Process Is Best for Corrugated Packaging?", https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging. [An authoritative source on packaging production should verify the use of offset presses for printing on cardboard liners or substrates]. Evidence role: technical validation; source type: packaging engineering text. Supports: The use of offset printing for cardboard displays. Scope note: Distinguishes between flexography and offset. ↩
"Understanding CMYK Color Mixing in Printing with eCare Packaging", https://www.linkedin.com/posts/ecare-packaging-65401b32_cmyk-printingknowledge-packagingdesign-activity-7412015327846256640-XLO1. [A technical printing manual would explain how high porosity in raw cardboard leads to excessive dot gain and uneven ink absorption, compromising image clarity]. Evidence role: technical verification; source type: printing industry guide. Supports: the failure of CMYK on porous substrates. Scope note: focuses on uncoated, raw testliner materials. ↩
"Spot color vs Process Color Printing – Pantone", https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOor592Lh9fXXYxsrg3qoINtOR-AIpN1AoeRYvk7g2x5Bfap2OIfY. [Official Pantone documentation or color science texts would define PMS as a standardized system of pre-mixed inks designed for exact color consistency across different materials]. Evidence role: definition; source type: industry standard documentation. Supports: the mechanism of spot color consistency. Scope note: applies to the use of pre-mixed pigments over optical blending. ↩
"Difference Between Spot Color and CMYK Color", https://www.deprintedbox.com/blog/spot-vs-process-color/. [Industry printing standards explain how PMS spot colors provide solid ink coverage, whereas CMYK process printing relies on a pattern of small dots that are highly visible on raw corrugated substrates]. Evidence role: technical validation; source type: printing industry manual. Supports: use of spot colors to avoid halftone patterns. Scope note: Specific to uncoated or raw cardboard surfaces. ↩
"CMYK vs. RGB vs. Pantone: What's The Difference? – Box Genie", https://www.boxgenie.com/blogs/news/pantone-cmyk?srsltid=AfmBOopZ3xDQg0A-GUeCq6BFe_SJOAdUjfKC-DWjIRRI4lFH4WcmffSW. [Color science literature establishes that additive RGB light from screens cannot be perfectly mapped to subtractive ink pigments, making physical swatches the only reliable reference for production]. Evidence role: factual basis; source type: color theory handbook. Supports: necessity of physical color matching. Scope note: General principle of color management. ↩
"Thinking inside and outside the corrugated box – Printing", https://www.agfa.com/printing/tips/corrugated-boxes/. [Technical guides on substrate printing detail how the absorbent nature of raw cardboard requires higher ink density or specific formulations to prevent the color from appearing dull or faded]. Evidence role: technical specification; source type: industrial printing standard. Supports: substrate-specific ink adjustment. Scope note: Applies specifically to porous, uncoated materials. ↩
"Display Calibration – Apps on Google Play", https://play.google.com/store/apps/details?id=bully.games.displaycalibration&hl=en_US. [Technical specifications regarding mobile display drivers and color management systems explain the use of software-driven 'vivid'or 'enhanced'color modes to improve perceived image quality.] Evidence role: technical verification; source type: display engineering documentation. Supports: the risk of using smartphones for production color approval. Scope note: Effect is most prominent in default consumer settings rather than professional 'natural'modes. ↩
"What is D50 for graphic arts & printing? – Waveform Lighting", https://www.waveformlighting.com/color-matching/what-is-d50-for-graphic-arts-printing. [An authoritative source on colorimetry or ISO standards will confirm that D50 (5000K) lighting is the global industry standard for professional color matching and evaluation]. Evidence role: Technical validation; source type: Industry standard. Supports: The use of specific lighting conditions to ensure mathematical color accuracy. Scope note: Specific to graphic arts and prepress workflows. ↩
"Color Chaos at the Light Booth: Why D50 Is Your Packaging …", https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [Industry standards for graphic arts specify D50 lighting to provide a neutral light source that mimics average daylight for accurate color matching]. Evidence role: technical specification; source type: industry standard; Supports: the use of standardized lighting over screen-based approval. Scope note: Specifically refers to the ISO 3664 standard. ↩
"What Is a Colorimeter / Spectrophotometer in Printing and Packaging?", https://www.linshangtech.com/tech/colorimeter-spectrophotometer-in-printing-packaging-tech1524.html. [Spectrophotometers provide objective, quantitative measurements of color by analyzing the spectral power distribution of reflected light]. Evidence role: technical methodology; source type: technical manual; Supports: the effectiveness of digital scanning over subjective visual proofs. Scope note: Accuracy depends on device calibration. ↩
"Mathematical modelling and compensation strategies for printing dot …", https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/. [Cutback curves are used in prepress to mathematically adjust ink density to compensate for dot gain and absorption rates of specific substrates]. Evidence role: technical process; source type: printing textbook; Supports: the correction of ink absorption on raw paper. Scope note: Application varies based on paper porosity and ink viscosity. ↩
"CNC Routers, Toolpaths, and Software — Explained in 11 …", https://www.youtube.com/watch?v=cmmh7WnhYOE&vl=en-US. [Technical documentation for CNC routing and plotters explains how standard CMYK colors are interpreted as print data rather than vector path instructions]. Evidence role: technical verification; source type: software manual. Supports: the reason why process black cannot be used for cutting commands. Scope note: behavior may vary based on RIP software settings. ↩
"adobe illustrator – What color swatch to use for cut lines?", https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines. [Industry standards for CAD/CAM file preparation specify the use of named spot colors to trigger specific tooling operations such as cutting or creasing]. Evidence role: verification of industry standard; source type: professional manufacturing guide. Supports: the use of spot colors as mechanical commands. Scope note: specific color assignments can be customized per shop. ↩
"5 Common Mistakes when Screen Printing spot colors (and how to …", https://www.youtube.com/watch?v=wVR2ekNmOZw. [An authoritative source on prepress standards would explain how specific spot colors are used as non-printing markers to trigger CNC cutting machinery]. Evidence role: Technical specification; source type: Industry manual. Supports: The use of spot colors as machine tooling commands. Scope note: Specific color requirements may vary by RIP software provider]. ↩
"What is a Dieline in Packaging & Print? – PopDisplay", https://popdisplay.me/what-is-a-dieline-in-packaging-print/. [Technical documentation on pre-press software would verify that mapping vector strokes during the pre-flight stage ensures precise registration for crease and fold lines]. Evidence role: Procedural verification; source type: Technical documentation. Supports: The guarantee of accurate folding lines. Scope note: Applicable to vector-based structural packaging design]. ↩
"Metallic Letterpress Inks – Pantone Silver 877", https://www.boxcarpress.com/shop/metallic-letterpress-ink-silver-877-oil-base/. [Official Pantone color standards verify that PMS 877 is a specific metallic silver ink formulation used in commercial printing]. Evidence role: factual verification; source type: technical specification; Supports: the identification of a real-world example of a metallic spot color; Scope note: limited to the Pantone Matching System. ↩
"What is Kraft Paper and Why is it a Popular Packaging Choice …", https://popdisplay.me/what-is-kraft-paper-and-why-is-it-a-popular-packaging-choice/. [Technical material specifications for 32 ECT corrugated board confirm the high porosity and absorption rates of virgin kraft liners when used with metallic pigments]. Evidence role: technical specification; source type: material data sheet. Supports: substrate ink absorption issues. Scope note: limited to virgin kraft liner materials. ↩
"WO2024038005A1 – Primer composition for inkjet printing of non", https://patents.google.com/patent/WO2024038005A1/en. [Industry standards for offset printing dictate the use of an opaque white undercoat to prevent substrate absorption and maximize metallic reflectivity]. Evidence role: process verification; source type: printing technical manual. Supports: necessity of primer layers. Scope note: applicable to metallic spot colors on absorbent surfaces. ↩
"Using Primer to Unlock New Material Possibilities in Digital Printing", https://www.rolanddg.eu/en/blog/using-primer-to-unlock-new-material-possibilities-in-digital-printing. [Technical printing manuals explain how white under-printing prevents ink absorption into porous substrates to maintain metallic luster]. Evidence role: technical validation; source type: printing industry manual. Supports: the necessity of primer layers to prevent dulling of metallic colors. Scope note: specifically applies to lithographic and screen printing on absorbent materials. ↩
"Press and Blanket Wash for Offset Press – Page 2", https://stargraphicsupplies.com/categories/pressroom-chemicals/press-and-blanket-wash.html?page=2&srsltid=AfmBOoob6O9ltGzGUCyWZjqXHDZ3tK22SLzxsuwHM5a-Y3UxzfENiiZf. [Industry standards for offset printing document the significant time required for press wash-ups when switching spot colors]. Evidence role: operational efficiency proof; source type: manufacturing operational guide. Supports: the correlation between reduced spot colors and lower production lead times. Scope note: applicable to multi-tower press configurations. ↩
"Exploring the Benefits of Aqueous (AQ) Coating for Printing and …", https://www.linkedin.com/pulse/exploring-benefits-aqueous-aq-coating-printing-packaging-pakfactory. [Chemical specifications for aqueous coatings describe how high-solid formulas enhance visual depth and gloss, potentially reducing the volume of expensive pigments needed]. Evidence role: material science validation; source type: coating manufacturer specification sheet. Supports: the use of coatings to optimize pigment costs. Scope note: limited to high-gloss finish requirements. ↩


