Вы хотите, чтобы распаковка производила яркое впечатление, но обычный коричневый картон кажется дешевым. Прямая печать на структурных вставках кажется быстрым и эффективным решением, пока чернила не растекаются, а картон физически не деформируется.
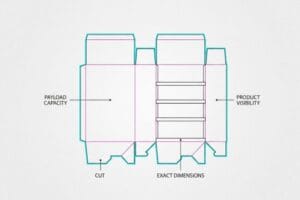
Печать непосредственно на вкладышах коробок требует специальной допечатной подготовки. Она включает в себя нанесение индивидуальной графики — обычно с помощью литографического ламинирования или прямой цифровой печати — на структурный гофрированный картон, который обеспечивает сохранность продукта, улучшая представление бренда и сохраняя при этом физическую целостность, необходимую для защиты при транспортировке.

Понять теорию, лежащую в основе печатных вставок, несложно, но выжить в суровых реалиях заводского цеха — задача, требующая настоящих инженерных знаний.
Какой вид печати используется для упаковки?
Правильный выбор процесса печати определяет, будет ли ваш запуск в розничную продажу выглядеть как продукция премиум-класса или как дешевая, блеклая подделка.
Для печати на упаковке обычно используются литографическая офсетная, флексографическая и цифровая печать. Литографическое ламинирование обеспечивает наивысшую визуальную точность для дисплеев, флексография преобладает для производства больших объемов транспортных коробок, а цифровая печать позволяет быстро создавать прототипы и печатать переменные данные.

Получить красивую графику на мониторе компьютера — это одно, но перенести её на плотный картон требует строгого физического контроля.
Высококачественная литография против дешевых альтернатив
Многие основатели брендов считают, что любой файл, одобренный ими на мониторе, мгновенно идеально подойдет для финальной упаковки. Они часто пытаются пропустить сложные, фотореалистичные изображения через стандартные флексографические принтеры, чтобы сэкономить несколько центов на себестоимости единицы продукции. В действительности же коммерческая упаковка требует совершенно иных промышленных процессов, основанных исключительно на материале основы и требуемой визуальной точности.
Я постоянно сталкиваюсь с этой ошибкой. Даже опытные отделы закупок иногда пытаются втиснуть высококачественные изображения косметической продукции на дешевый тираж флексографической печати, в результате чего получаются размытые логотипы, которые выглядят так, будто их нанесли губкой. Если вы хотите получить премиальное, журнальное качество отделки для ваших розничных продаж, вам необходимо использовать литографическую офсетную печать².Громкий, ритмичный гул шестицветной печатной машины Heidelberg, наносящей влажную краску на верхний лист, невозможно спутать ни с чем другим. Мое эмпирическое правило — требовать высококачественную литографическую печать даже для небольших тиражей в 100 единиц, потому что четкое, резкое присутствие бренда на полке — это то, что действительно оправдывает вашу премиальную цену для потребителя.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Использование флексографии для сложных фотографий | Литографическая (офсетная) печать3 | Четкие изображения журнального качества |
| Жертвование качеством при небольших партиях | Высокоточные короткие пробеги | Поддерживает высокий уровень узнаваемости бренда |
| Не принимая во внимание условия освещения | Точечное подбор цвета4 | Предотвращает выцветание красок |
Я никогда не позволяю клиентам жертвовать репутацией своего бренда ради экономии нескольких центов на низкокачественной печати. Защита визуального имиджа напрямую влияет на доверие потребителей, когда они берут коробку с полки.
🛠️ Рабочий стол Харви: Не уверены, что разрешение вашего изображения выдержит массовый тираж в коммерческой печати? 👉 Позвольте мне проверить ваши файлы ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламой, обещаю.
Какой метод печати используется на картоне?
При переходе от тонкой бумаги к толстому гофрированному картону физические свойства чернил и бумаги кардинально меняются.
Основной метод печати на картоне для товаров премиум-класса в розничной торговле — это литография-ламинирование. Этот процесс включает в себя печать изображений высокого разрешения сначала на тонком верхнем листе бумаги, который затем физически приклеивается к жесткой, гофрированной гофрированной подложке, чтобы сочетать визуальную привлекательность с прочностью конструкции.
На первый взгляд, это кажется безупречным производственным процессом, но соединение влажной бумаги с толстым картоном приводит к механическим микросдвигам, которые застают дизайнеров врасплох.
Ловушка допечатной подготовки "литографического сдвига"
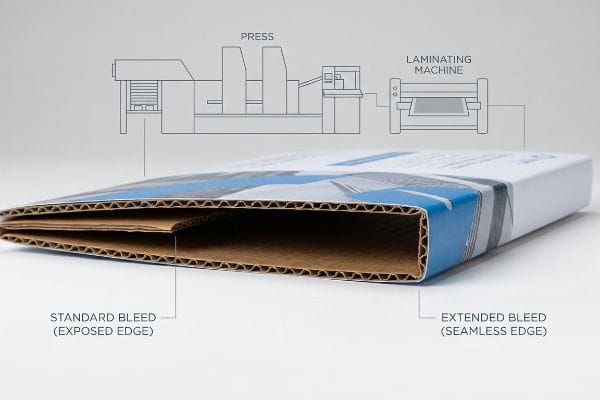
Большинство графических дизайнеров обрабатывают контур обрезки так же, как и стандартный рекламный буклет. Они применяют стандартный отступ в 0,125 дюйма (3,17 мм)за линию обрезки в своих программах автоматизированного проектирования (САПР), предполагая, что автоматизированные раскройные столы будут идеально обрезать по краю каждый раз.
Я знаю, вы когда-нибудь смотрели на только что сложенный стенд и удивлялись, почему на переднем сложенном крае виднеется некрасивая полоска необработанного коричневого картона . Это происходит потому, что литографическое ламинирование — приклеивание напечатанного верхнего листа к толстому картону B-flute — имеет присущий ему механический допуск во время автоматизированного процесса монтажа⁶ . Когда тяжелые листы смещаются даже незначительно во время производства, стандартный отступ от края печати нарушается, обнажая незащищенные края. Я строго соблюдаю минимальный отступ в 0,5 дюйма (12,7 мм) для всех работ с гофрированным картоном. Я слышал о грубом, сильном трении краев необработанной бумаги, трущихся друг о друга во время совместной упаковки, потому что дизайнер не расширил макет, и это мгновенно портит всю презентацию.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Используя стандартные коммерческие прокладки | Обеспечение протечки на 0,5 дюйма (12,7 мм)7 | Предотвращает появление коричневых пятен по краям |
| Игнорирование допусков смещения платы8 | Допечатная калибровка | Обеспечивает бесшовную обертку кромки |
| Обращаться с картоном как с плоской бумагой | Расчет толщины канавки9 | Аккуратные, профессиональные линии сгиба |
На этапе допечатной подготовки я отклоняю файлы, не соответствующие этому порогу, что вынуждает дизайнеров расширять фон изображений. Это большое поле для обрезки служит своего рода защитной сеткой, полностью оберегающей презентацию вашего бренда.
🛠️ Задание от Харви: Вас беспокоят опасные поля обрезки в ваших текущих файлах дизайна, которые могут обнажить необработанные края? 👉 Скачайте мой шаблон полей обрезки ↗ — Скачайте безопасно. Если у вас возникнут вопросы, я открою вам личные сообщения.
Можно ли печатать на картоне?
Печать непосредственно на необработанном гофрированном картоне возможна, но она сопряжена с серьезными оптическими рисками, которые большинство маркетинговых команд сильно недооценивают.
Да. Можно печатать на картоне, но прямая печать на пористых гофрированных поверхностях часто требует флексографии или цифровых УФ-методов. Негерметичный тестовый слой быстро впитывает чернила, поэтому цвета выглядят приглушенными, если перед нанесением окончательных графических слоев не используются специальные цветные краски или белая грунтовка.

Нанесение чернил непосредственно на незапечатанную пористую поверхность — это не то же самое, что покраска гладкой стены; это скорее похоже на покраску кухонной губкой.
Катастрофа с полутоновым эффектом CMYK
Бренды часто пытаются преобразовать свои фирменные логотипы в стандартные форматы CMYK (голубой, пурпурный, желтый, черный/ключевой) для прямой печати на упаковочных материалах и простых контейнерах для товаров. Они предполагают, что технология печати идеально совпадет с их цифровыми экранами, полностью игнорируя физическую реальность необработанного, немелованного тестлайнерного материала10.
Представьте, что вы пытаетесь нарисовать четкий портрет на бумажном полотенце. Когда стандартная четырехцветная печать использует крошечные перекрывающиеся полутоновые точки, эти точки неравномерно впитываются в волокна бумаги¹¹ . Я видел, как продавцы выбрасывали витрины в подсобке, потому что мутный, пикселизированный логотип выглядел как дешевая, несанкционированная подделка. Чтобы исправить это, я ввожу протокол заливки плашечными цветами для всех основных элементов бренда. Заменив оптическое смешивание точек одной точно смешанной краской PMS (система подбора цветов Pantone) ¹² , мы получаем плотный, идеально ровный поток пигмента. Липкое, густое ощущение правильного плашечного цвета, находящегося на незапечатанном картоне, гарантирует, что ваш логотип останется высококонтрастным с расстояния 6 метров при резком освещении в крупных магазинах
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Использование CMYK для создания логотипов напрямую | Плашечные цвета Pantone (PMS) | Предотвращает размытие логотипов |
| Печать на незапечатанном необработанном тестовом листе | Белая грунтовка на основе чернил | Яркие цвета на полках бросаются в глаза |
| Использование цифровых пробных оттисков | Физические проверки спектрофотометра | Точное соответствие фирменному цвету |
Я слежу за тем, чтобы мои клиенты отказались от полутонового точечного смешивания в своих основных логотипах. Переход на выделенный плашечный цвет устраняет зернистость и защищает имидж бренда на всей территории торгового зала.
🛠️ Harvey's Desk: Ваш фирменный цвет выглядит блеклым на вашей текущей упаковке из гофрированного картона? 👉 Запросите цветовой аудит ↗ — Никаких форм, которые приводят к бесконечным звонкам отдела продаж. Только чистая выгода.
Как они печатают на коробках?
Фактические этапы производства, связанные с печатью на жестких коробках, определяют, будет ли ваша рекламная кампания успешной или же она буквально деформируется под собственным весом.
Печать на коробках осуществляется путем пропускания плоских листов через промышленные офсетные печатные машины, флексографические машины или широкоформатные цифровые принтеры. Для элитных торговых помещений процесс включает печать отдельного верхнего листа, который механически ламинируется к гофрированному несущему сердечнику и вырубается.

Но знания базовой теории механики недостаточно, когда запускаются механизмы и в дело вступает химическая обработка жидкостей.
Проверка реальности деформации, вызванной влагой, вызванной ПВА
Клиенты предполагают, что приклеивание высококачественного печатного верхнего слоя к жесткому гофрированному картону с B-образным профилем естественным образом приводит к получению идеально ровной, структурно прочной панели дисплея. Они игнорируют изменчивую химическую реальность процесса литографии-ламинирования¹³,как плоский, безупречный PDF-файл на экране их компьютера.
Это не просто теория — я вижу это на испытательном полигоне, когда команды по закупкам пропускают надлежащее время отверждения, чтобы поспешно отправить груз на склад в США с высокой влажностью, например, во Флориде или Техасе. Процесс ламинирования в значительной степени основан на использовании клея ПВА (поливинилацетата) на водной основе. Когда этот влажный клей попадает на большие поверхности, пористый картон с показателем прочности на сжатие 32 ECT (Edge Crush Test) впитывает влагу, и по мере высыхания в окружающем заводском воздухе он резко сжимается. Я ходил по цеху и слышал отчетливый «хлопок» поверхностного натяжения, когда большие 60-дюймовые (152,4 см) боковые панели физически деформируются и выгибаются внутрь, как гигантские картофельные чипсы. На моем предприятиия строго соблюдаю протокол определения веса при отверждении, укладывая влажные листы под точным давлением в течение 24 часов, чтобы обеспечить ровное отверждение. Обеспечивая идеально ровные листы, я предотвращаю сильное выгибание, которое вызывает огромное трение, замедляя сборочную линию примерно на 20% и предотвращая отказ крупных розничных продавцов.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Ускорение процесса отверждения ламината | 24-часовая сушка под давлением14 | Плоские панели, которые легко собираются |
| Игнорируя усадку клея на водной основе15 | Сбалансированные двухслойные структуры плат16 | Предотвращает прогибание витрин |
| Проектирование массивных панелей без опор | Добавление структурных внутренних облицовочных панелей | Обеспечивает устойчивость высоких сооружений |
Я никогда не позволяю срочным заказам проходить проверку на соответствие размерам при сушке. Тщательная сушка доски до идеально ровного состояния экономит моим клиентам тысячи долларов на ручной доработке и гарантирует строгое соответствие размерам в торговом зале.
🛠️ Совет от Харви: Не позволяйте двухмиллиметровому структурному дефекту испортить запуск продаж в 500 магазинах. 👉 Пришлите мне файл с чертежами ↗ — Я проверю расчеты, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете выбрать более дешевого поставщика, который пропускает 24-часовой процесс отверждения, но когда этот клей ПВА на водной основе высохнет и сильно деформирует ваши гофрированные панели, замедляя сборочную линию упаковки примерно на 20%, вся ваша розничная прибыль испарится. Это точная спецификация, которую используют мои 10 крупнейших розничных клиентов, чтобы гарантировать отсутствие брака при печати. Прекратите рисковать, используя непроверенную химию структуры, и позвольте мне лично проверить ваши файлы макета с помощью моей бесплатной предпечатной проверки ↗, чтобы выявить критические отклонения по краям до начала массового производства.
«Топ-5 методов печати на упаковке: объяснение», https://greendotpackaging.com/packaging-printing-methods/. [Отраслевые стандарты производства упаковки подробно описывают, как выбор методов печати — таких как литография или флексография — определяется пористостью подложки и целевым разрешением изображения]. Роль подтверждения: техническая проверка; тип источника: руководство полиграфической отрасли. Подтверждает: связь между подложкой/точностью печати и выбором процесса. Примечание об области применения: применимо к крупномасштабному коммерческому производству. ↩
«Руководство по флексографической печати и другим методам», https://luminite.com/flexo-vs-other-printing. [Техническое руководство по коммерческим процессам печати подтвердило бы, что офсетная литография обеспечивает значительно более высокое разрешение изображения и точность цветопередачи, чем флексография, что делает ее отраслевым стандартом для премиальной розничной отделки]. Роль доказательства: техническая проверка; тип источника: отраслевое руководство. Подтверждает: утверждение о необходимости литографии для упаковки журнального качества. Примечание к области применения: фокусируется на визуальной точности для бумажных/картонных подложек. ↩
«Литографическая и флексографическая печать на упаковочных коробках», https://customboxesnow.com/blog/litho-vs-flexo-box-printing/. [В технических руководствах по процессам печати объясняется, что офсетная литография обеспечивает более высокое разрешение и более высокую детализацию фотографических изображений, чем флексография. Роль доказательства: техническая проверка; тип источника: отраслевой справочник. Подтверждает: использование литографии для сложных фотографий. Примечание по области применения: специфично для высококачественной розничной упаковки.] ↩
«Процесс подбора цвета в упаковке: обеспечение точности и…», https://epacflexibles.com/the-color-matching-process-in-packaging-ensuring-precision-and-consistency/?srsltid=AfmBOop6LL3FmvG3sw45fXLptaqY9gC-d1kBXOtXeMR4XqZOjtJYD2rV. [Стандарты в области цветоведения демонстрируют, что подбор плашечных цветов предотвращает смещение цвета и выцветание за счет использования предварительно смешанных чернил, а не послойного нанесения. Роль доказательства: фактическая проверка; тип источника: руководство по управлению цветом. Подтверждает: роль плашечных цветов в стабильности освещения. Примечание к области применения: в основном касается цветов, специфичных для бренда.] ↩
«Как определить, какой размер поля для обрезки использовать?», https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. В руководствах полиграфической отрасли и допечатных инструкциях обычно указывается стандартное значение поля для обрезки 0,125 дюйма для коммерческих печатных проектов с учетом погрешностей обрезки. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: распространенные значения поля для обрезки в допечатной подготовке. Примечание по области применения: в целом применяется к стандартной коммерческой офсетной и цифровой печати. ↩
"Автоматизированные ламинаторы – YouTube", https://www.youtube.com/watch?v=BzwweyvhM5c. [Техническая документация по процессам печати на гофрокартоне подтверждает, что автоматизированная установка при литографическом ламинировании подвержена смещениям приводки и механическим допускам]. Роль доказательства: фактическая проверка; тип источника: отраслевое техническое руководство. Подтверждает: причину видимых необработанных краев на сложенных дисплеях. Примечание об объеме: различия зависят от используемого конкретного монтажного оборудования. ↩
«Основы упаковки: что такое вылет, обрезка и зона безопасности?», http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/. [В авторитетном руководстве по печати или стандарте упаковки должны быть указаны необходимые размеры вылета для компенсации смещения картона и предотвращения появления незапечатанных краев на гофрированных материалах]. Роль подтверждения: техническая спецификация; тип источника: отраслевое руководство. Поддержка: рекомендуемая ширина вылета для картона. Примечание об области применения: размеры могут варьироваться в зависимости от конкретного оборудования. ↩
«[PDF] Технические условия допечатной подготовки – Graphic Packaging International», https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf. [Технические условия для литографической ламинации или флексографической печати определяют ожидаемые механические допуски на смещение картона в процессе монтажа]. Роль подтверждения: технический показатель; тип источника: производственные спецификации. Подтверждает: необходимость калибровки допечатной подготовки. Примечание об объеме: конкретные допуски различаются в зависимости от системы совмещения]. ↩
«Упаковка из гофрированного картона с инновационным дизайном для повышения…», https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. [Техническая документация по проектированию гофрированного картона должна объяснять, как учет толщины гофрирования предотвращает деформацию и обеспечивает ровные линии сгиба во время изготовления]. Роль доказательства: принцип проектирования; тип источника: руководство по проектированию упаковки. Поддерживает: требования к проектированию конструкционных картонов. Примечание об области применения: относится конкретно к гофрированным подложкам]. ↩
«Процесс нанесения УФ-отверждаемого покрытия на двухслойный картон, напечатанный в CMYK…», https://bioresources.cnr.ncsu.edu/resources/uv-curable-coating-process-on-cmyk-printed-duplex-paperboard-part-1-mechanical-and-optical-properties/. [Авторитетный источник по гофрированной упаковке или печатным материалам объясняет, как пористая структура немелованного тестлайнера вызывает впитывание чернил и увеличение размера точек, что приводит к приглушенным цветам по сравнению с цифровыми дисплеями]. Роль доказательства: Техническая проверка; тип источника: Отраслевое техническое руководство. Подтверждает: Влияние пористости подложки на точность цветопередачи. Примечание об области применения: Применяется специально к немелованному гофрированному картону. ↩
«Влияние красителей на содержание тяжелых металлов в переработанном картоне…», https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [Техническая документация по печатным материалам объясняет, как пористость незапечатанных бумажных волокон вызывает растекание чернил и неравномерное поглощение полутоновых изображений]. Роль доказательства: техническая проверка; тип источника: руководство по промышленной печати. Подтверждает: утверждение о том, что полутоновые изображения CMYK не получаются на необработанном картоне. Примечание: относится конкретно к немелованным пористым материалам. ↩
«Понимание плашечных цветов (и их роли в цифровой печати)», https://www.mohawkconnects.com/article/mohawk-blog/understanding-spot-colors-and-their-role-digital-printing. [Стандарты полиграфической отрасли показывают, что предварительно смешанные плашечные цвета обеспечивают более высокую плотность пигмента и непрозрачность по сравнению с оптическим смешиванием точек CMYK на абсорбирующих поверхностях]. Роль доказательства: техническое сравнение; тип источника: учебник по графическим искусствам. Подтверждает: использование PMS для высококонтрастных элементов фирменного стиля. Примечание к области применения: фокусируется на плотности пигмента. ↩
«Влияние влаги на процесс ламинирования – AICC Now», https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/[Техническая документация по упаковочной технике описывает химический состав клеев, используемых в литографическом ламинировании, и их способность вызывать натяжение или деформацию подложки]. Роль доказательства: техническая проверка; тип источника: руководство по упаковочной промышленности. Подтверждает: наличие химических переменных в процессе литографического ламинирования. Примечание к области применения: фокусируется на деформации, вызванной клеем]. ↩
«Виды ламинирования в упаковке: влажное, сухое и термическое ламинирование», https://www.webcontrolgroup.com/types-of-lamination-in-packaging-wet-dry-and-thermal-lamination. [Авторитетный источник по промышленной упаковке или отделке полиграфической продукции укажет необходимую продолжительность схватывания клея под давлением для предотвращения деформации]. Роль подтверждения: техническая спецификация; тип источника: отраслевое руководство. Подтверждает: правильное время отверждения для плоских панелей. Примечание по области применения: продолжительность может варьироваться в зависимости от химического состава конкретного клея. ↩
"Идеальный клей для бумажного творчества | Руководство по клею – YouTube", https://www.youtube.com/watch?v=8_MB0G3a_js. [Техническая документация по клеям объясняет, как потеря влаги в клеях на водной основе вызывает сжатие волокон и последующее искривление материала]. Роль доказательства: физический механизм; тип источника: химическая инженерия или руководство по упаковке. Подтверждает: причину искривления дисплеев. Примечание по области применения: относится конкретно к пористым бумажным подложкам. ↩
«Двухслойный картон против картона для складных коробок: подробное сравнение», https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Стандарты по проектированию упаковки описывают, как симметричные слои материала в двухслойном картоне противодействуют натяжению, возникающему в процессе склеивания]. Роль доказательства: стандарт проектирования; тип источника: руководство по производству. Подтверждает: предотвращение прогиба жестких дисплеев. Примечание об области применения: относится конкретно к конструкции из двухслойного картона. ↩