
Производство высококачественной продукции требует точности на каждом этапе. Если вы выберете неправильный метод резки для вашей упаковки, ваша сборочная линия замедлится, края будут выглядеть неаккуратно, а структурная целостность коробки будет нарушена. Давайте прямо сейчас разберемся с этой проблемой и рассмотрим инструменты, которые формируют ваш бренд.
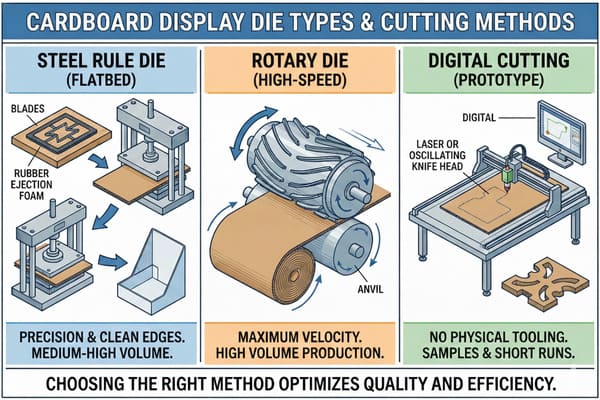
Типы штампов в картонной промышленности относятся к специальным инструментам, используемым для резки и формовки гофрированного картона. К основным категориям относятся стальные линейные штампы для плоской резки, ротационные штампы для высокоскоростного производства и цифровые штампы для создания прототипов без использования физической оснастки.
Понимание этих инструментов — это не просто вопрос механики; это возможность сэкономить средства при следующем запуске розничного проекта и обеспечить надежную фиксацию тяжелых товаров. Давайте рассмотрим конкретные цифры и доступные вам варианты.
Сколько существует типов штампов?
Многие покупатели считают, что резка всех изделий происходит одинаково. Это заблуждение приводит к перерасходу средств на инструментальную оснастку при мелкосерийном производстве или к согласию на низкокачественную отделку для высококачественных витрин.
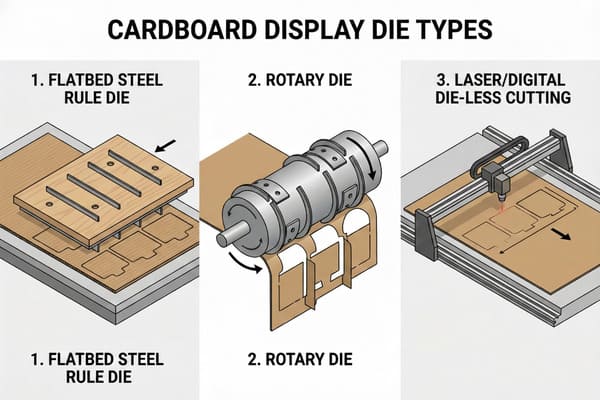
В производстве картонных дисплеев используются три основные категории штампов: плоские стальные линейные штампы, ротационные штампы и штампы для лазерной/цифровой безштамповой резки. Каждый из них имеет свою цель, зависящую от объёма производства, толщины материала и требований к точности конечной розничной конструкции.
Стратегический выбор режущих инструментов
Планируя производство прочных изделий, таких как охотничье снаряжение или напитки, мы должны подобрать тип штампа в соответствии с объёмом и требованиями к качеству. В отрасли обычно используются три различные технологии.
Во-первых, у нас есть стальные штампы (плоские) 1. Это отраслевой стандарт для рекламных стендов в местах продаж (POP). Он использует плоское фанерное основание со стальными лезвиями, вставленными в вырезанные лазером пазы. Точность здесь превосходная, обычно около +/- 0,5 мм. Он идеально подходит для заказов от 500 до 5000 единиц. Резка получается чистой, вертикальной и четкой, что крайне важно, если вы хотите, чтобы ваш бренд выглядел премиально в таких магазинах, как Cabela's или Walmart.
Во-вторых, существуют ротационные вырубные штампы . Это цилиндрические вырубные штампы, используемые на высокоскоростных флексографских машинах. Они рассчитаны на большие объёмы печати — от 20 000 до 100 000 упаковочных коробок. Однако особенности ротационной резки подразумевают, что лезвие прокатывается по картону, что может слегка сминать гофрированные гофры по краям. В случае высококачественных дисплеев этот «смятый край» может быть заметен, поэтому мы редко используем ротационные вырубные штампы для основной части дисплеев премиум-класса, хотя они отлично подходят для создания невидимых внутренних поддерживающих наполнителей.
В-третьих, у нас есть цифровая резка (без штампов) ² . Такие станки, как Kongsberg или Zund, используют вибрационный нож или лазер. Физический инструмент из дерева или стали отсутствует. Мы используем этот метод исключительно для создания прототипов. Он позволяет нам вырезать для вас одну деталь и протестировать её. Качество кромок идеальное, но скорость низкая. Массовое производство таким способом невозможно, поскольку это займёт слишком много времени, но именно в этом секрет нашей политики «нулевой платы за образцы».
| Особенность | Плоская стальная линейка | Ротационная матрица | Цифровая резка (без штампа) |
|---|---|---|---|
| Лучший объем | 500 – 10 000 единиц | 20 000+ единиц | 1 – 50 единиц (образцов) |
| Стоимость оснастки3 | Умеренный (200–600 долларов США) | Высокая (1500–3000 долларов США) | 0 долларов (без инструментов) |
| Качество кромки | Чистый, вертикальный | Слегка помятый | Идеально, Остро |
| Скорость производства4 | Середина | Очень высокий | Медленный |
| Гибкость | Умеренный | Низкий (трудно изменить) | Высокий (мгновенные изменения) |
Я знаю, что оплата пресс-форм кажется пустой тратой денег, когда вы только начинаете новую кампанию. Именно поэтому я использую цифровые резаки для ваших прототипов, чтобы свести затраты к нулю до утверждения дизайна. Как только мы перейдём к массовому производству для запуска вашей продукции в розницу в США, я перейду на высокоточные стальные линейки, чтобы гарантировать идеальную фиксацию каждого язычка, не тратя целое состояние на вращающуюся оснастку.
Какие 4 типа смерти существуют?
Поиск технических терминов часто приводит к запутанным результатам. В производстве мы не имеем дело с фактом выхода продукции из строя, но мы сталкиваемся с четырьмя критическими отказами, приводящими к завершению жизненного цикла штампа, которые могут сорвать производственный цикл.
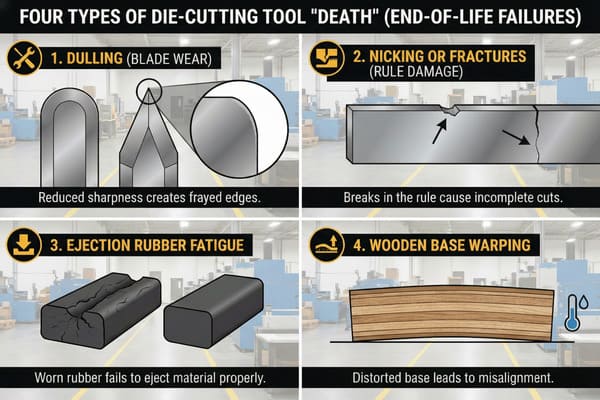
В контексте обслуживания и срока службы вырубного инструмента выделяют четыре типа неисправностей: затупление лезвия, зазубрины или трещины на линейке, усталость резины выталкивателя и деформация деревянной основы. Раннее выявление этих неисправностей позволяет предотвратить некачественную резку и задержки в производстве.
Управление долговечностью и качеством инструмента
Когда мы говорим о «смерти» штампа, мы имеем в виду момент, когда инструмент перестаёт быть безопасным или эффективным для производства. Использование «мертвого» штампа приводит к тому, что дисплеи складываются неправильно или выглядят неровно. Вот четыре конкретных вида отказов, которые мы отслеживаем на заводе:
1) Затупление лезвия 5 : гофрированный картон содержит переработанные материалы, часто содержащие следы глины и минералов. Это действует на стальные лезвия подобно наждачной бумаге. Когда лезвие затупляется, для резки требуется большее давление. Из-за этого избыточного давления картонные канавки деформируются. Если вы продаёте тяжёлые арбалеты, деформированные канавки могут привести к потере прочности при вертикальном размещении до 30%.
2) Повреждение линейки : Это происходит, когда мы пытаемся разрезать материал, слишком толстый для высоты линейки, или если застревает обрывок бумаги. Стальное лезвие буквально ломается. Это вызывает «пропуск» в резке, то есть обрезки бумаги не отделяются. В этом случае нам приходится отрывать их вручную, оставляя некрасивый, рваный край на вашей витрине.
3) Усталость резины выталкивателя 6 : вокруг лезвий расположены полоски резиновой губки. Их задача — отталкивать картон от лезвия после резки. Со временем эта резинка теряет свою «пружинящую» способность. Когда эта часть выходит из строя, картон застревает в машине, что приводит к застреваниям и замедлению сроков поставки.
4) Деформация основания : всё держится на фанерном основании. Если влажность на заводе не контролируется, древесина разбухает или деформируется. Это приводит к смещению положения лопастей на доли миллиметра. Для простого корпуса это нормально. Для сложного дисплея с точными фиксирующими фиксаторами деформация основания означает, что дисплей не будет правильно собран в магазине.
| Режим отказа | Причина | Влияние на ваш дисплей | Стратегия профилактики |
|---|---|---|---|
| Затупление лезвия7 | Пыль от абразивной бумаги | Смятые края, меньшая прочность | Регулярные циклы заточки |
| Перелом правила | Избыточное давление / Застревание | Разрывы, грубые визуальные края | Калибровка давления |
| Усталость резины8 | Большое количество циклов | Заторы в работе машин, задержки | Меняйте резину каждые 50 тыс. поездок. |
| Базовая деформация | Изменения влажности | Крепежные выступы не подойдут | Хранение с контролируемым климатом |
Я никогда не допускаю использования изношенного инструмента в вашей производственной партии, потому что знаю, что это портит кромки и ослабляет конструкцию. Моя команда проводит техническое обслуживание после каждой 1000 ударов. Если во время выполнения вашего заказа на штампе появятся признаки усталости, я немедленно заменю лезвия за свой счёт, чтобы гарантировать, что ваши охотничьи экспонаты будут стоять ровно и выглядеть профессионально.
Каковы различные формы штампов?
В счёте вы можете встретить такие термины, как «штамп-полоска» или «штамп-блок». Знание физической формы этих инструментов поможет вам понять, за что вы платите и как обрабатываются отходы.
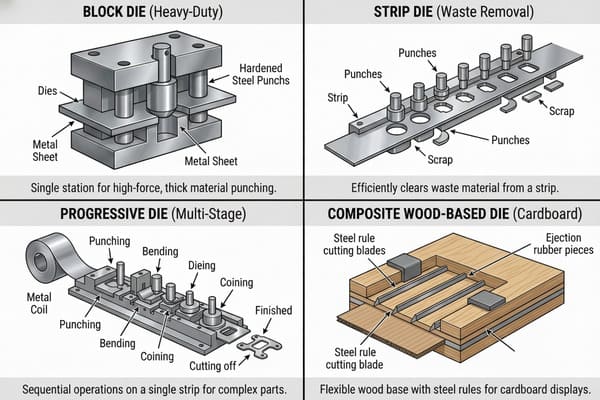
Различные конфигурации штампов включают блочные штампы для тяжёлой штамповки, ленточные штампы для удаления отходов и прогрессивные штампы для многоэтапной сложной резки. В производстве картонных дисплеев мы в основном используем штампы на основе композитных материалов из древесно-волокнистой массы со встроенными стальными линейками для оптимальной гибкости.
Техническая конфигурация штамповых досок
Форма штампа определяет способ обработки материала. В индустрии POP-дисплеев мы редко используем цельнометаллические штампы (которые применяются для резки кожи или тяжёлых прокладок). Вместо этого мы концентрируемся на высококонфигурируемых формах, позволяющих создавать сложные формы.
Композитная деревянная основа 9 — наиболее распространённая форма. Мы используем лазерные резаки для прожига тонких пазов в листе 18-миллиметровой русской берёзовой фанеры. Мы выбрали эту древесину, поскольку она невероятно прочная и не склонна к деформации. В эти пазы мы забиваем стальные линейки.
В этой форме мы используем разные «профили линейки». У нас есть линейка для резки , острая как бритва. У нас есть линейка для биговки , с гладкой закругленной верхней частью. Линейка для биговки сминает гофрированную ткань, создавая линию сгиба, не разрезая подкладку. Это крайне важно для обеспечения «легкой сборки». Если линейка для биговки слишком острая, она повредит подкладку; если она слишком низкая, коробка не сложится ровно.
Мы также используем штампы для вырубки (Striping Dies 10 ). Это дополнительный тип штампов, работающий в тандеме с режущим штампом. Пока режущий штамп формирует коробку, штамп для вырубки автоматически выталкивает все внутренние вырезы для окошков и обрезки бумаги. Для сложных витрин с множеством отверстий (например, полки с вертикально расположенными товарами) штамп для вырубки необходим, чтобы избежать получения витрин, заполненных висящими обрезками бумаги.
| Компонент | Материал | Функция | Почему это важно для PopDisplay |
|---|---|---|---|
| Базовая плата | Березовая фанера с лазерной резкой11 | Удерживает лезвия на месте | Обеспечивает единообразие размеров |
| Правило резки | Закаленная сталь 12 (2-3 очка) | Прорезает доску | Создает форму |
| Правило биговки | Округлая сталь | Сминает флейты, чтобы сложить | Обеспечивает легкую сборку в магазине |
| Штифт для зачистки | Металл или пластик | Выбивает отходы | Чистая доставка без отходов |
Я контролирую процесс изготовления штампов, чтобы убедиться, что мы используем правильные линейки для биговки, соответствующие вашему классу картона. Если использовать стандартную линейку для прочной охотничьей арбалета, бумага потрескается. Я лично корректирую высоту и профиль линейки, чтобы гарантировать безупречное качество вашей области брендирования во время процесса фальцовки.
Какой тип штампа наиболее распространен?
Для большинства проектов не требуется экзотическое оборудование. Отрасль в значительной степени опирается на один конкретный инструмент, идеально сочетающий в себе цену и производительность, что особенно важно для брендов, которым необходимо стабильное присутствие в рознице.
Стальной штамп-линейка — наиболее распространённый тип штампа, используемый в упаковочной и выставочной промышленности. Он состоит из фанерного основания, изготовленного по индивидуальному заказу с помощью лазерной обработки, на котором закреплены острые стальные лезвия. Он обеспечивает оптимальное сочетание низкой стоимости инструмента и высокой точности для типичных розничных партий.

Промышленный стандарт: конструкция линейки 13
Почему штамп со стальной линейкой (SRD) является основным инструментом на нашем заводе? Всё дело в балансе гибкости и стоимости. SRD можно изготовить за 1-2 дня. Если вы заметили ошибку в дизайне или решили изменить размер полки, мы можем модифицировать SRD, вытащив лезвия и заново обработав лазером участок древесины. С цельным вращающимся цилиндром это сделать невозможно.
Конструкция обеспечивает невероятную универсальность. Мы можем комбинировать сталь разной толщины (pointage). Для стандартной напольной витрины мы используем двухточечную линейку (толщиной 0,71 мм). Но для тяжёлых лотков с продукцией мы можем заменить её на трёхточечную линейку (толщиной 1,05 мм), чтобы уменьшить прогиб при резке двухслойного гофрированного картона (BC).
Кроме того, SRD позволяют использовать « зарубку 14 ». Зарубка — это крошечный разрыв в лезвии, который удерживает отрезанную часть на листе ровно настолько, чтобы она проходила через машину, но легко отламывается во время снятия изоляции. Мастерство расположения имеет решающее значение. Слишком много зарубок — и край выглядит шероховатым; слишком мало — и лист разваливается внутри машины. Достижение этого баланса отличает начинающего производителя от профессионала.
| Особенность | Стальная линейка (SRD)15 | Цельная ротационная матрица16 | Влияние на покупателя |
|---|---|---|---|
| Модификация | Легко и дешево | Невозможно / Дорого | Позволяет вносить исправления в дизайн в последнюю минуту |
| Диапазон материалов | E-флейта для тройной стены | Ограниченный диапазон толщины | Может выдерживать большие нагрузки |
| Точность | +/- 0,5 мм | +/- 1,0 мм (отклонение) | Лучше подходит для сложных деталей |
| Время настройки | 30-60 минут | 2-4 часа | Более быстрый запуск срочных заказов |
Я всегда рекомендую использовать стальные линейки для сезонных промоакций, потому что они позволяют нам недорого менять дизайн при изменении рыночной конъюнктуры. Для ваших арбалетных стендов я использую специальную зубчатую линейку, которая предотвращает повреждение острых краев бумаги, обеспечивая безопасность покупателей, выбирающих ваши товары в проходах.
Заключение
Выбор правильного типа штампа определяет качество, стоимость и скорость производства ваших дисплеев. Понимая разницу между цифровыми образцами и массовым производством по стальным линейкам, вы сможете оптимизировать свой бюджет. Я готов взять на себя все технические детали, чтобы гарантировать, что ваши дисплеи будут прочными, чистыми и готовыми к продаже.
Перейдите по этой ссылке, чтобы узнать, как штампы Steel Rule Dies повышают качество и эффективность производства в различных отраслях промышленности. ↩
Откройте для себя преимущества цифровой резки для создания прототипов, включая скорость и точность, которые могут произвести революцию в вашем производственном процессе. ↩
Понимание затрат на инструментальную оснастку может помочь вам выбрать правильный метод высечки с учетом вашего бюджета и производственных потребностей. ↩
Изучение различий в скорости производства поможет вам выбрать наиболее эффективный вариант высечки для вашего проекта. ↩
Понимание процесса затупления лезвий может помочь повысить эффективность производства и качество продукции, обеспечивая лучшие результаты. ↩
Изучение этой темы может дать представление о методах технического обслуживания, которые повышают долговечность оборудования и сокращают время простоя. ↩
Понимание процесса затупления лезвий может помочь улучшить ваш производственный процесс и качество продукции. ↩
Изучение методов профилактики усталости резины может повысить долговечность машин и сократить задержки в работе. ↩
Изучите эту ссылку, чтобы понять значение древесно-композитной основы для создания стабильных и сложных форм штампов. ↩
Узнайте больше о зачистных штампах и их роли в повышении эффективности и чистоты при изготовлении штампованных картонных коробок. ↩
Перейдите по этой ссылке, чтобы узнать, как лазерная резка березовой фанеры повышает точность и долговечность в различных областях применения. ↩
Узнайте, почему закаленная сталь имеет решающее значение для режущих инструментов, обеспечивая долговечность и эффективность производственных процессов. ↩
Изучите преимущества штампа Steel Rule Die, чтобы понять его эффективность и универсальность в производственных процессах. ↩
Узнайте, как надрезка улучшает процесс резки, обеспечивая качество и эффективность производства. ↩
Изучите преимущества SRD для эффективных и экономичных производственных решений. ↩
Узнайте о возможностях компании Solid Rotary Die и о том, как она может улучшить ваш производственный процесс. ↩



