
Вы тратите тысячи на разработку рекламной кампании для розничной торговли, но если вы выберете неправильную основу, ваш бренд буквально рухнет. Давайте прямо сейчас исправим это структурное «слепое пятно».
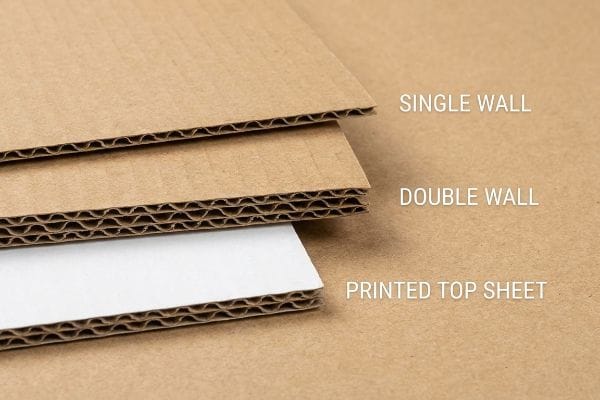
Коробки для демонстрации продукции изготавливаются преимущественно из гофрированного картона, переработанного тестлайнера и твердого отбеленного сульфата. Розничные продавцы используют однослойные или двухслойные гофрированные коробки с печатным верхним слоем. Эти специально разработанные материалы обеспечивают исключительную жесткость, одновременно поддерживая яркую фирменную графику в условиях глобального потребительского рынка.
Знание основных сортов бумаги — это лишь отправная точка; от того, как эти материалы взаимодействуют в условиях реальной розничной торговли, зависит успех или провал вашей рекламной кампании.
Из чего изготавливаются демонстрационные коробки?
Большинство брендов просто просят «картон». Но на производственном предприятии этот общий термин скрывает огромную разницу в физике волокон и прочности при укладке.
Контейнеры для демонстрации товаров изготавливаются из специально разработанного картона, в частности, с использованием первичного крафт-лайнера или переработанного тестлайнера. Эти основные материалы окружают гофрированную внутреннюю сердцевину, создавая легкую, но очень жесткую конструкцию, способную выдерживать тяжелые упакованные товары во время международных перевозок и доставки в розничные магазины.

Выбор между свежими древесными волокнами и переработанной целлюлозой полностью меняет поведение вашего продавца на поддоне.
Физика волокон в гофрированных подложках
Опытные отделы закупок часто по умолчанию используют переработанный тестлайнер, чтобы выполнить корпоративные квоты по устойчивому развитию¹и снизить себестоимость единицы продукции. На бумаге это кажется ответственным решением, которое отвечает всем экологическим требованиям, не нарушая при этом бюджет. Они исходят из предположения, что стандартная толщина картона автоматически соответствует стандартной прочности, ожидая, что материал идеально выдержит тяжелые нагрузки от продуктов питания в любых условиях.
Я постоянно вижу, как эта «слепая зона» застает врасплох опытных покупателей. Переработанный тестовый картон имеет более короткие бумажные волокна²,потому что он многократно перерабатывается. Когда я провожу большим пальцем по необработанному краю картона, состоящего в основном из переработанного сырья, я чувствую мягкую, почти порошкообразную текстуру по сравнению с жестким, острым сопротивлением первичной крафт-бумаги. Если загрузить 18,1 кг бутылок шампуня на основание из 100% переработанного сырья и отправить его во влажную среду, эти короткие волокна быстро впитают влагу. Основание заметно прогнется, замедляя сборку в торговом зале примерно на 30%, поскольку продавцы будут пытаться закрепить провисшие стороны скотчем, чтобы удержать его в вертикальном положении. Для тяжелых потребительских товаров я указываю первичную крафт-бумагу для внешней обшивки. Более длинные волокна создают жесткий структурный каркас³,предотвращая обрушение поддонов и исключая возмещение расходов розничными продавцами.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| По умолчанию используется 100% переработанный тестовый слой | Указание состава первичной крафт-бумаги для несущих слоев | Устраняет провисание основания |
| Игнорируя поглощение влаги из окружающей среды | Повышение плотности волокна для влажного климата | Предотвращает структурные разрывы |
| Использование тонкого картона для тяжелых бутылок | Укрепление гофрированных оснований с двойными стенками | Экономит 20 секунд на ремонте скотчем |
Я всегда требую использования первичной крафт-бумаги для поддонов, несущих нагрузку. Экономия нескольких центов на переработанных волокнах здесь полностью уничтожит вашу прибыль, когда целый поддон наклонится на складе.
🛠️ Задание от Харви: Не уверены, использует ли ваш нынешний поставщик некачественные переработанные волокна для ваших несущих подносов? 👉 Запросите аудит материалов ↗ — Прямой доступ ко мне. Никакого автоматического спама от продавцов, обещаю.
Из каких материалов изготавливаются коробки?
Помимо самого гофрированного картона, физические химические вещества, используемые для скрепления напечатанных изображений с подложкой, кардинально меняют конечную форму вашей витрины.
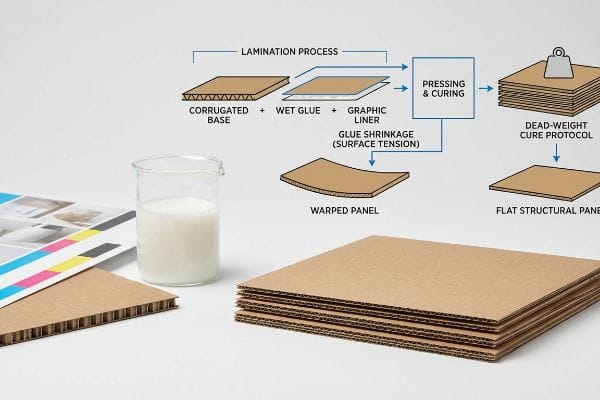
Для изготовления коробок используются такие материалы, как гофрированные листы, литографически ламинированные графические подложки и клеи на водной основе из поливинилацетата. Эти компоненты химически прессуются вместе, образуя жесткую композитную плиту. Взаимодействие между пористой бумагой и влажным клеем определяет конечную стабильность размеров конструкции.
Нельзя игнорировать химические реакции, происходящие между бумагой и клеем, когда эти компоненты соединяются в цеху.
Как химический состав клея изменяет геометрию материала
Бренд-менеджеры обычно сосредотачиваются исключительно на визуальном качестве печатного верхнего слоя, следя за тем, чтобы цвета CMYK (голубой, пурпурный, желтый, черный) идеально соответствовали их маркетинговым рекомендациям. Они предполагают, что наклеивание этой высококачественной бумаги на толстый гофрированный картон автоматически обеспечит идеально ровную, прочную боковую панель, готовую к сборке.
Часто меня спрашивают у дизайнерских команд, почему их высокие боковые панели поставляются слегка изогнутыми. Виновником является клей ПВА (поливинилацетат) на водной основе,который мы используем для склеивания материалов. Когда большой лист тестлайнера впитывает этот влажный клей, можно почувствовать резкий кислый запах высыхающего ПВА на производстве. По мере затвердевания клея на воздухе он сжимается,создавая огромное поверхностное натяжение, которое втягивает картон внутрь, деформируя его, как картофельный чипс. Я решаю эту проблему, применяя строгий протокол отверждения под давлением. Укладывая влажные листы под точно подогнанные прижимные пластины в течение 24 часов, я нейтрализую это поверхностное натяжение. Это гарантирует, что ваши панели поставляются идеально ровными, что значительно сокращает время сборки и упаковки и предотвращает шатание полок с продукцией.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Предположим, что ламинированные доски высыхают ровно | Внедрение 24-часового метода лечения с использованием мертвого груза6 | Обеспечивает идеально ровные боковые панели |
| Игнорируя усадку влажного клея ПВА7 | Использование сбалансированных двухслойных печатных плат8 | Предотвращает деформацию панели внутрь |
| Спешная подача мокрых листов к вырубному станку | Позволить поверхностному натяжению нейтрализоваться естественным образом | Обеспечивает беспрепятственное вставление вкладыша |
Я никогда не отправляю свежезаламинированный лист сразу в вырубной станок. Пропуск фазы отверждения под давлением физически деформирует материал, что делает невозможным бесшовное вставление вкладок на полу.
🛠️ Рабочий стол Харви: Ваши большие дисплеи прогибаются внутрь из-за того, что ваш принтер пропустил фазу отверждения под давлением? 👉 Получите второе мнение ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Какой материал используется для демонстрации?
Даже самая прочная в мире основа становится бесполезной, если её неправильно сориентировать. Прочность материала полностью зависит от направления, и игнорирование этого физического принципа губит кампании.
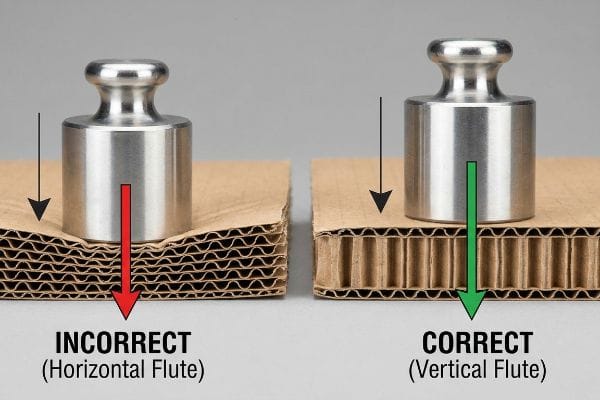
Для изготовления выставочных конструкций в основном используется вертикально ориентированный гофрированный картон. Внутренние бумажные арки должны располагаться параллельно направлению физической нагрузки. Такое направленное расположение материала максимизирует прочность на сжатие сверху вниз, обеспечивая устойчивость конструкции к экстремальным динамическим нагрузкам в условиях интенсивной торговли в торговых центрах.
Выбор правильного сорта бумаги имеет значение только в том случае, если ваш проектировщик конструкций понимает, как сила тяжести взаимодействует с этими внутренними арками.
Скрытая физика направления волокон в гофрированном картоне
Даже опытные дизайнеры упаковки часто проектируют высечки, ориентируясь исключительно на максимальное количество элементов, помещающихся на одном печатном листе. Эта стратегия минимизирует отходы сырья и снижает первоначальные производственные затраты. Однако такой подход к экономии средств часто приводит к тому, что гофрированные листы располагаются горизонтально на9 дюймов в готовой сложенной структуре.
Представьте себе гофрированные профили как деревянные стойки внутри стен вашего дома; они выдерживают вес только в вертикальном положении. Если вы повернете их боком, стена рухнет. Я постоянно обнаруживаю именно эту ошибку в разметке клиентских файлов. Когда вы складываете доску с горизонтальными продольными ребрами, вы слышите глухой, приглушенный хруст, когда внутренние арки сжимаются сами с собой, вместо четкого, резкого щелчка правильной линии сгиба. Горизонтально рифленое основание, выдерживающее 22,6 кг напитков, прогнется под давлением неустойчивого склада, что приведет к сильному прогибу основания и немедленному отказу со стороны розничного продавца. Мое эмпирическое правило простое: я перепроектирую разметку так, чтобы волокна гофрированного металла проходили вертикально вдоль основных несущих стен. Это простое изменение направления материала мгновенно повышает показатель BCT (тест на сжатие коробки), обеспечивая безопасное поднятие вашего продукта.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Расположение флейт горизонтально | Принудительное вертикальное расположение канавки10 | Предотвращает обрушение нижнего уровня |
| Приоритет отдается выходу годной бумаги, а не прочности | Вращающиеся направляющие для выравнивания по силе тяжести | Предотвращает пролитие продукта |
| Игнорируя физику бумажных арок11 | Крепление путей передачи нагрузки к вертикальным ребрам жесткости12 | Обеспечивает максимальную устойчивость нагрузки |
Я с радостью пожертвую немного более высоким процентом брака сырья, чтобы гарантировать вертикальную ориентацию гофр. При наличии больших запасов, структурная целостность всегда важнее эффективности печати.
🛠️ За столом Харви: Ваши ли вырубные формы тайно располагают флейты горизонтально, чтобы сэкономить несколько центов на печатном станке? 👉 Запросите проверку ориентации флейты ↗ — Никаких форм, которые приводят к бесконечным звонкам от отдела продаж. Только чистая выгода.
Из чего изготавливаются коробки для товаров?
Помимо бумаги и клея, сама атмосфера физически изменяет ваши коробки. Неучет факторов окружающей среды превращает точное проектирование материалов в логистический кошмар.
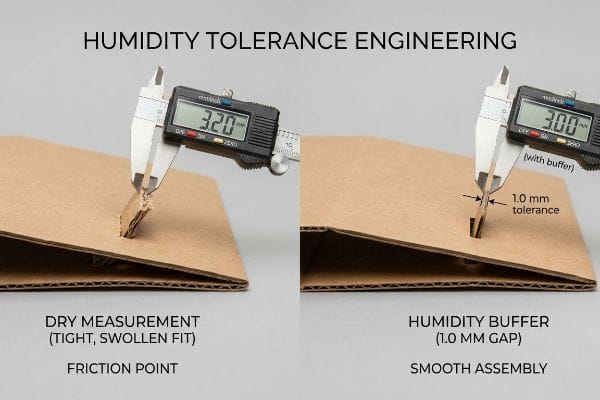
Коробки для продукции изготавливаются из пористого гофрированного картона, который активно реагирует на влажность окружающей среды. Эти динамичные целлюлозные материалы естественным образом поглощают влагу из воздуха, вызывая физическое набухание структурных элементов. Передовые технологии производства компенсируют это расширение за счет обеспечения микроскопических атмосферных допусков в механизмах защелкивания.
Но знания теории недостаточно, когда запускаются механизмы и ваши, казалось бы, идеальные коробки начинают впитывать местный климат.
Почему стандартные подложки выходят из строя в заводских условиях
Команды дизайнеров, работающие в офисах с кондиционированием воздуха, часто устанавливают допуски на вырубку, исходя из абсолютной толщины картона в сухом состоянии. Они исходят из предположения, что стандартный картон с гофрированной структурой имеет толщину ровно 0,12 дюйма (3,0 мм)круглый год. Это математически идеальное предположение полностью игнорирует физическую реальность глобальных морских перевозок и региональных колебаний влажности.
На моем предприятии я регулярно наблюдаю, как точные файлы САПР (системы автоматизированного проектирования) терпят сокрушительный краёв из-за расширения материала. Когда пористая тестовая прокладка 32 ECT (тест на сжатие кромки) находится во влажном складе, она ведёт себя как губка. Я ежедневно измеряю это физическое набухание; доска легко раздувается с 3,0 мм до 3,2 мм. Когда я провожу тестовые примерки на полу, можно почувствовать сильное трение — разбухший язычок отказывается входить в паз, заставляя сотрудника буквально сжимать материал ладонью, чтобы собрать деталь. Это вызывает сильное трение, замедляя сборочную линию примерно на 30% и полностью сводя на нет прибыль проекта из-за увеличения затрат на рабочую силу. Я решаю эту проблему, математически вводя буфер влажности толщиной 0,04 дюйма (1,0 мм) непосредственно в приемные пазы моих файлов для резки. Эта микрорегулировка устраняет избыточную жесткость, гарантируя, что сборка упаковки будет выполнена без разрывов, независимо от того, сколько воды впитало бумажное волокно во время транспортировки.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Используя измерения на сухой лабораторной доске | Введение буферного раствора влажности толщиной 1,0 мм15 | Обеспечивает беспрепятственную установку вкладок |
| Игнорируя влагопоглощение тестлайнера16 | Инженерные решения для приемников с расширенными щелями | Предотвращает разрыв графических элементов верхнего слоя |
| Принудительное соблюдение жестких геометрических допусков | Применение математики расширения атмосферы17 | Значительно сокращает время на упаковку |
Я отказываюсь вырезать вырубной лист, основываясь на сухих лабораторных измерениях. Создание миллиметра воздуха в конструктивных соединениях — единственный способ предотвратить каскадные проблемы с задержками рабочей силы во время операций по комплектации заказов во влажных условиях.
🛠️ Совет от Харви: Не позволяйте двухмиллиметровому структурному дефекту испортить запуск продаж в 500 магазинах. 👉 Пришлите мне файл с чертежами ↗ — Я проверю расчеты, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете выбрать более дешевого поставщика материалов, но когда этот обычный переработанный тестовый лист разрушается во влажном складе, это замедляет конвейер розничной торговли примерно на 30% и приводит к немедленным возвратам платежей. Это точная спецификация, которую используют мои 10 крупнейших клиентов в розничной торговле, чтобы гарантировать отсутствие брака при печати. Перестаньте рисковать репутацией своего бренда, используя слабые волокна, и позвольте мне лично проверить ваши структурные допуски с помощью моей бесплатной проверки материалов и вырубных форм ↗, чтобы выявить эти фатальные ошибки до начала массового производства.
«Крафт-бумага против тестлайнера: прочность, стоимость и экологичность – LinkedIn», https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57. [Технические руководства по гофрокартону подтверждают, что переработанный тестлайнер является стандартной альтернативой, используемой для снижения зависимости от первичного волокна и уменьшения стоимости материалов]. Роль доказательства: фактическая проверка; тип источника: техническая спецификация. Поддерживает: факторы выбора материалов для закупок. Примечание к области применения: показатели экологичности различаются в зависимости от конкретных стандартов сертификации, таких как FSC или PEFC. ↩
«Влияние содержания первичного волокна на прочностные и жесткостные характеристики…», https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/. [Исследования в области бумажной промышленности подтверждают, что механический процесс повторной целлюлозной переработки многократно укорачивает целлюлозные волокна, снижая общую прочность на разрыв получаемого картона]. Роль доказательства: фактическая проверка; тип источника: журнал по материаловедению. Подтверждает: разницу в длине волокон в переработанном картоне. Примечание по области применения: относится к стандартным гофрированным подложкам. ↩
«[PDF] Влияние скорости нагружения на прочность при сжатии по кромке», https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf. [Технические характеристики упаковки показывают, что более длинные первичные крафт-волокна обеспечивают превосходное межволоконное сцепление и прочность на сжатие по сравнению с более короткими переработанными волокнами]. Роль доказательства: техническая проверка; тип источника: отраслевое инженерное руководство. Подтверждает: структурное преимущество первичного крафт-волокна. Примечание к области применения: фокусируется на вертикальной несущей способности. ↩
«Упаковочные клеи на водной основе», https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. [Технические паспорта промышленных клеев и руководства по упаковке подтверждают широкое использование поливинилацетата на водной основе для ламинирования тестлайнеров в гофрокартонной промышленности]. Роль доказательства: фактическая проверка; тип источника: технический паспорт. Подтверждает: использование специальных химических связующих при производстве коробок. Примечание по области применения: широко распространено в процессах литографического ламинирования. ↩
«Время глупых вопросов: как исправить глупый ПВА | Форум Oldhammer», https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/. [В литературе по материаловедению описывается объемная усадка клеев ПВА во время испарения воды и последующее возникновение поверхностного натяжения в пористых бумажных подложках]. Роль доказательства: техническая проверка; тип источника: журнал по материаловедению. Подтверждает: причинно-следственную связь между химией клея и деформацией материала. Примечание: эффекты различаются в зависимости от пористости и толщины подложки. ↩
«ПРЕДОТВРАЩЕНИЕ ДЕФОРМАЦИИ ДЕРЕВА ДО ТОГО, КАК ОНА ПРОИЗОЙДЕТ – YouTube», https://www.youtube.com/watch?v=mMaldbJbfpk. [Отраслевые стандарты для ламинирования плит определяют необходимое время отверждения и методы утяжеления для предотвращения скручивания подложки во время испарения клея]. Роль доказательства: техническая спецификация; тип источника: отраслевой справочник. Поддержка: процесс сушки для панелей с гладкой поверхностью. Примечание об области применения: относится к ламинированным подложкам повышенной прочности. ↩
«Применение клея при деформации гофрированного картона», https://research.fs.usda.gov/download/treesearch/5843.pdf. [Данные материаловедения о поливинилацетате описывают объемное сжатие, происходящее в процессе отверждения, и то, как оно вызывает напряжение в подложке]. Роль доказательства: физическое свойство; тип источника: журнал по химической инженерии. Подтверждает: причину изгиба панели внутрь. Примечание по области применения: относится к клеям на водной основе на основе ПВА. ↩
"Как избежать деформации картона // Приключения в переплетном деле – YouTube", https://www.youtube.com/watch?v=VWw6A7SObCo. [В документации по проектированию упаковки объясняется, как симметричное наслоение материала компенсирует механическое напряжение, создаваемое однонаправленной усадкой клея]. Роль доказательства: техническое решение; тип источника: руководство по проектированию упаковки. Подтверждает: предотвращение деформации картона. Примечание к области применения: сфокусировано на геометрии двухслойного картона. ↩
«Переосмысление гофрированной упаковки: почему структура гофрирования имеет большее значение…», https://www.linkedin.com/pulse/rethinking-corrugated-packaging-why-8o6uc. [В технических руководствах по проектированию гофрированной упаковки описывается компромисс, при котором оптимизация размещения листов для повышения выхода годной продукции часто приводит к тому, что направление гофрирования становится перпендикулярным вертикальной оси конечной сборки]. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: отраслевую практику, в которой приоритет отдается стоимости, а не структурной физике. Примечание по области применения: относится к производству гофрированной упаковки методом листовой подачи. ↩
«[PDF] Прочность гофрированного картона на сжатие по кромке», https://repository.gatech.edu/server/api/core/bitstreams/17648daf-ab05-4e86-af1f-1eb669a9c20c/content. [Инженерные стандарты для гофрированной упаковки показывают, что вертикальная ориентация гофры максимизирует значение испытания на сжатие по кромке (ECT) для предотвращения разрушения конструкции]. Роль доказательства: техническая проверка; тип источника: стандарт по проектированию упаковки. Поддерживает: предотвращение обрушения нижнего яруса. Примечание об области применения: применяется специально к подложкам из гофрированного картона. ↩
«Обзор структуры гофрированного картона – Shanghai DE Printed Box», https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/[В литературе по материаловедению объясняется, как арочная геометрия гофрирования распределяет вертикальные сжимающие нагрузки, предотвращая деформацию]. Роль источника: теоретическая основа; тип источника: учебник по материаловедению. Поддержка: механика устойчивости нагрузок. Примечание: Общая физика гофрированных конструкций. ↩
«Метод расчета устойчивости поперечного сечения к осевому сжатию…», https://www.sciencedirect.com/science/article/abs/pii/S0263823123007218. [В руководствах по проектированию торговых витрин указывается, что выравнивание путей передачи нагрузки с вертикальными ребрами гофрированного картона оптимизирует прочность на сжатие]. Роль доказательства: отраслевой стандарт; тип источника: руководство по проектированию. Опоры: максимальная устойчивость к нагрузке. Примечание по области применения: относится к конструкции крупноформатных торговых витрин. ↩
«Картонный гофрокартон и марки материалов – гофра – Стратегии упаковки», https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Отраслевые стандарты для гофрированной упаковки определяют номинальную толщину материала B-гофра для обеспечения единообразия производства во всем мире]. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: измерения толщины материала. Примечание: это номинальная толщина, которая может незначительно отличаться в зависимости от производителя. ↩
«Влияние относительной влажности на прочность на сжатие…», https://open.clemson.edu/all_theses/3225/. [Техническое руководство по спецификациям гофрированного картона должно подтвердить гигроскопические свойства 32-градусного тестлайнера и его склонность к поглощению влаги. Роль доказательства: техническая спецификация; тип источника: стандарт материаловедения. Подтверждает: утверждение о том, что определенные марки картона расширяются во влажных условиях. Примечание об области применения: относится к стандартным гофрированным материалам на основе целлюлозы.] ↩
«[PDF] Технический паспорт AHT20», https://www.compel.ru/item-pdf/12baaf84a0c1865bffb1d633621c149e/pn/aosong~aht20.pdf. [Стандарты проектирования упаковки предусматривают конкретные диапазоны допусков, например, буфер 1,0 мм, для компенсации расширения материала, вызванного гигроскопическим поглощением влаги]. Роль подтверждения: техническая спецификация; тип источника: техническое руководство. Подтверждает: эффективность буфера 1,0 мм для вставки язычка. Примечание об области применения: применимо к стандартной толщине гофрированного картона. ↩
«Испытание на содержание влаги | Центр проектирования упаковки и единичных грузов», https://www.unitload.vt.edu/facilities/corrugated-packaging-lab/moisture-content-testing.html. [Технические паспорта гофрированных материалов содержат информацию об удельных показателях влагопоглощения тестовых вкладышей и их влиянии на структурную целостность]. Роль доказательства: свойство материала; тип источника: технический паспорт. Подтверждает: утверждение о том, что тестовые вкладыши поглощают влагу. Примечание об объеме исследования: результаты могут различаться в зависимости от покрытия и марки. ↩
«Влияние параметров прессования на стабильность размеров…», https://bioresources.cnr.ncsu.edu/resources/effects-of-press-forming-parameters-on-the-dimensional-stability-of-paperboard-trays/. [Формулы материаловедения для целлюлозных субстратов позволяют инженерам рассчитывать точные изменения размеров в зависимости от относительной влажности и колебаний температуры]. Роль доказательства: математическая методология; тип источника: академический учебник. Подтверждает: использование математических методов расширения для оптимизации допусков. Примечание к области применения: предполагается линейный коэффициент расширения. ↩



