
Прекратите гадать о работе производственных процессов на заводе. Когда вы переходите от цифровых моделей к масштабным физическим запускам, именно производственный процесс определяет ваше выживание.
Изготовление коробок на заказ — это многоэтапный промышленный процесс, в ходе которого необработанные листы гофрированного картона превращаются в готовые конструкции для розничной торговли. Он требует использования систем автоматизированного проектирования (САПР), точной вырубки, офсетной литографической печати и специальных клеевых составов для обеспечения несущей способности и визуальной однородности при ярком освещении.

Но знания теории недостаточно, когда начинают работать тяжелые машины.
Сколько стоит изготовить коробку на заказ?
Цена, указанная в первоначальном предложении, редко совпадает с окончательным счетом, который вы оплачиваете.
Изготовление коробки на заказ обходится очень дорого, стоимость сильно колеблется в зависимости от объема, сорта картона и методов печати. Большинство покупателей рассчитывают теоретические затраты на материалы, полностью игнорируя скрытые издержки, такие как время на настройку оборудования, стоимость оснастки и разрозненная логистика цепочки поставок, которые неизбежно завышают окончательную сумму счета.

Но расчет теоретической цены за единицу товара в электронной таблице ничего не значит, когда конвейер останавливается.
Скрытые негативные последствия фрагментированных закупок
Даже опытные команды по закупкам часто пытаются искусственно занизить себестоимость единицы продукции за счет фрагментированной модели закупок. Они предполагают, что покупка необработанных гофрированных компонентов у одного поставщика и их отправка отдельному контрактному упаковщику для сборки математически выгоднее, чем цена «под ключ». Такой разрозненный подход рассматривает сложные 3D-структуры как простые, взаимозаменяемые товары, полностью игнорируя механические допуски , необходимые для бесперебойного процесса выполнения заказа¹ .
В реальных розничных операциях этот фрагментарный метод часто приводит к снижению рентабельности. Когда на предприятие по упаковке поступают заготовки картона нестандартных размеров, физическое несоответствие неизбежно вызывает значительные задержки в сборке²и дорогостоящие почасовые выплаты за рабочую силу. Объединив закупку материалов и физическую сборку у одного надежного поставщика³,бренды устанавливают строгий контроль качества сырья, значительно сокращая сроки выполнения заказов и обеспечивая прибыльность проекта.
| Недостаток в цепочке поставок | Решение проблемы закупок в розничной торговле | Финансовая рентабельность инвестиций |
|---|---|---|
| Несоответствие источников материалов | Консолидация под ключ | Исключает плату за простои4 |
| Разрозненные допуски на конструкцию | Контроль качества под одной крышей | Сокращает время сборки на 35%5 |
| Непредсказуемая стоимость услуг по взиманию платы за проезд | Фиксированная стоимость сборки единицы продукции | Обеспечивает рентабельность проекта |
Прекратите запрашивать цены на отдельные компоненты, теряя при этом прибыль из-за задержек со стороны подрядчиков. Контроль над всей производственной цепочкой – единственный способ гарантировать, что конечная себестоимость единицы продукции действительно будет соответствовать данным в электронной таблице.
🛠️ Задание от Харви: Ваши нынешние поставщики материалов тайно перекладывают ответственность за простои оборудования на ваши счета-фактуры по сборке? 👉 Запросите аудит консолидации спецификаций материалов ↗ — Я лично проверяю каждый структурный файл в течение 24 часов.
Как заказать коробку по индивидуальному заказу?
Переход от цифровой концепции к физическому массовому производству требует бескомпромиссной математической дисциплины.
Для изготовления коробки на заказ необходимо завершить разработку векторной графики и создать чертеж высечки. Этот генеральный чертеж точно определяет, где автоматизированные станки будут печатать, резать и сгибать необработанный гофрированный картон, превращая проект из цифрового макета в структурно жизнеспособный физический продукт.
Однако построение векторных графиков на экране опасно, если игнорировать физическую толщину бумаги.
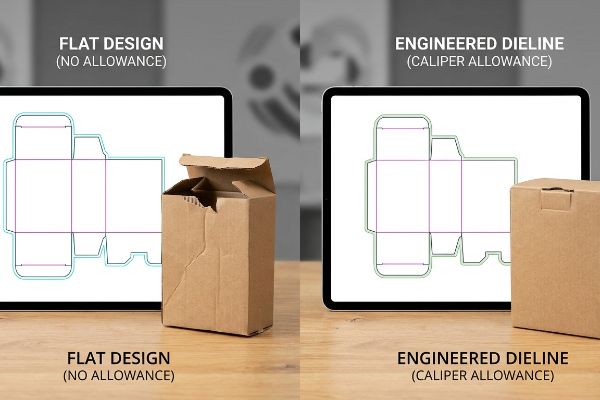
Ловушка припуска на калибр в плоских вырубных формах
Креативные агентства часто предоставляют плоские векторные изображения, где соединительные выступы и прорези для сгиба нарисованы точно такой же ширины, как и сопрягаемая панель. Они рассматривают гофрированный картон как стандартный двухмерный лист цифровой бумаги, полностью игнорируя физическую толщину плотного материала B-flute или E-flute⁶.При этом дизайнеры ошибочно полагают, что их красивые цифровые изображения легко превратятся в функциональную розничную упаковку.
В реальных условиях сборки отсутствие точного допуска по размерам приводит к немедленным сбоям в работе. Когда толстый картон сгибается на девяносто градусов, внешний радиус физически расходует материал7, а это значит, что язычки с одинаковой шириной пазов будут болезненно деформироваться при вставке. Применение точного математического допуска на изгиб к каждой линии сгиба8 предотвращает эти досадные задержки, создавая беспроблемный процесс сборки, который значительно снижает затраты на ручной труд во время критически важного запуска розничной торговли.
| Слепое пятно в дизайне | Структурная коррекция | Операционная рентабельность инвестиций |
|---|---|---|
| Точное совпадение ширины пазов | Параметрическое расширение щели9 | Предотвращает разрыв при сборке |
| Игнорируется материал штангенциркуля | Математический допуск на изгиб10 | Сокращение времени, затрачиваемого на ручной труд |
| Жесткие 2D векторные макеты | Точное 3D-моделирование | Исключает необходимость доработки прототипа |
Никогда не принимайте файлы с плоскими изображениями, в которых не учитывается структурная толщина. Если ваш графический дизайнер не рассчитал внешний радиус сгиба, вам придется математически перестраивать контуры высечки, прежде чем они попадут на раскройный стол.
🛠️ За столом Харви: Вы математически рассчитали радиус расхода материала для ваших соединительных элементов? 👉 Закажите аудит допуска вырубки ↗ — 100% конфиденциально. Ваши еще не выпущенные в розничную продажу проекты в безопасности со мной.
Почему картон запрещен в больницах?
Операционные и торговые залы функционируют по совершенно разным законам физики и биологии.
Картон запрещен в больницах, главным образом потому, что волокна необработанной бумаги активно выделяют микроскопические частицы пыли. Гофрированная упаковка действует как пористая губка, которая удерживает влагу, бактерии и споры грибков, что делает ее структурно не поддающейся дезинфекции и крайне опасной для стерильных медицинских учреждений или цепочек поставок хирургических материалов.

Но для того, чтобы ощутить на себе серьёзные последствия загрязнения необработанной бумагой, не обязательно находиться в хирургическом отделении.
Невидимая угроза пыли от гофрокартона на производственной линии
Многие бытовой электроники и косметики не осознают, что стандартный гофрированный картон — невероятно грязный материал. Они считают, что только что напечатанная коробка идеально чистая, игнорируя механическую реальность процесса высечки. Когда стальные штампы пробивают толстый тестовый картон, они образуют огромное количество микроскопической целлюлозной пыли¹¹,которая статическим электричеством прилипает к упаковке продукта.
Это не просто теория — я усвоил это на собственном горьком опыте на заводе. В 2021 году я попросил своего ведущего инженера по упаковке, Марка, запустить крупную партию глянцевых косметических дисплеев, используя стандартную высокоскоростную высечку без специальной вакуумной обработки. Я подумал, что мы сможем сэкономить время, отказавшись от вакуумной подготовки. Три дня спустя в лаборатории контроля качества я провел большим пальцем по свежеламинированной картонной этикетке и почувствовал пылеобразную, абразивную пыль от гофрированного картона, застрявшую прямо над нанесенным УФ-лаком. Трение вызывало микроцарапины по всей партии. Я немедленно остановил роторный высечник и быстро выполнил механическую калибровку непосредственно на шумной работающей машине. Я установил целевые вакуумные вытяжные колпаки и пневматические ножи высокого давления, специально направленные на станцию удаления пленки, чтобы с силой сдувать частицы с листов перед укладкой. Эта агрессивная калибровка машины полностью устранила отслоение волокон из окружающей среды, снизив процент брака в отделе контроля качества на 98% и защитив премиальный визуальный имидж клиента на полках магазинов.
| Источник загрязнения | Калибровка станка | Окупаемость инвестиций в контроль качества |
|---|---|---|
| стальная линейка штамповочный нож | Ножи из сжатого воздуха высокого давления | Устраняет микроцарапины |
| Статическая адгезия пыли12 | Вакуумные вытяжные колпаки | Снижает процент отказов по результатам контроля качества на 98%13 |
| Выделение волокон из окружающей среды14 | Изолированные станции отслоения | Защищает высококачественную отделку |
Я не потерплю загрязненных тиражей, портящих высококачественную отделку, предназначенную для розничной торговли. Контроль за бумажной пылью на этапе механической обработки является обязательным условием, если вы хотите получить превосходное качество печати, которое выдерживает физическое воздействие без повреждений.
🛠️ Вопрос от Харви: Использует ли ваш нынешний поставщик активную систему вытяжки воздуха над линиями высечки? 👉 Запросите аудит контроля качества на заводе ↗ — Никаких менеджеров по работе с клиентами. Вы общаетесь напрямую с инженерами-конструкторами.
Как производятся коробки?
Нанесение чернил на лист бумаги — это лишь 10% дела.
Коробки изготавливаются путем подачи необработанного гофрированного картона в тяжелое промышленное оборудование, где на него наносят печать, ламинируют, сгибают и вырубают. Высокоскоростные флексографические печатные машины наносят чернила непосредственно на волокна, или же с помощью высокоточных процессов литографии и ламинирования верхние листы с высоким разрешением крепятся к гофрированным поверхностям с использованием жидких клеев и механического давления.

Но как только вы применяете влажную химию к сухой бумаге, законы физики становятся враждебными.
Химическая деформация литографического ламинирования
Творческие коллективы рассчитывают, что приклеивание высококачественного печатного верхнего слоя к жесткому гофрированному картону обеспечит идеально ровную структуру. Они игнорируют изменчивую химическую природу процесса литографии-ламинирования. В этой операции используется клей на водной основе из поливинилацетата (ПВА)¹⁵, и когда этот влажный клей распределяется по большим пористым поверхностям, он агрессивно изменяет клеточную структурубумаги¹⁶.
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне, когда меняются условия окружающей среды на заводе. Недавно я прошелся по линии после масштабной партии 60-дюймовых (152 см) боковых дисплеев и лично осмотрел стопки отверждаемых панелей. Я оторвал верхний лист от деформированной панели и почувствовал влажное, жесткое натяжение там, где клей на водной основе сох неравномерно. Панели прогибались внутрь, как огромные картофельные чипсы. Стандартным предположением было просто добавить больше клея, чтобы усилить склеивание, но я знал, что это только увеличит влагосодержание17.Вместо этого я отказался от избыточного объема клея и ввел строгий протокол веса отверждаемых панелей. Я перенастроил ламинирующие валики для нанесения сверхточного, микротонкого слоя ПВА и немедленно уложил влажные панели под точные прижимные пластины на 24 часа, чтобы обеспечить химически ровное отверждение18. Эта бескомпромиссная, основанная на данных коррекция полностью нейтрализовала поверхностное натяжение, устранив структурные деформации и обеспечив идеальное вертикальное положение массивных боковых панелей, что предотвратило дорогостоящие отказы со стороны крупных розничных сетей.
| Производственный дефект | Химическая калибровка | логистическая рентабельность инвестиций |
|---|---|---|
| Неконтролируемая влажность | Микротонкое дозирование ПВА19 | Устраняет деформацию поверхности |
| Сушка клея в свободном воздухе | 24-часовое лечение с помощью мертвого груза20 | Обеспечивает вертикальную устойчивость |
| Несбалансированное натяжение панели | Добавление двухслойной задней облицовки21 | Предотвращает возврат платежей со стороны розничных продавцов |
Я не позволю неконтролируемой динамике влажности превратить ваши высокие витрины в неустойчивые конструкции. Овладение химической обработкой влаги при ламинировании – единственный способ гарантировать, что ваши прочные конструкции будут стоять ровно в проходе.
🛠️ Рабочий стол Харви: Ваши большие плоские панели прогибаются внутрь из-за неконтролируемого напряжения при отверждении ПВА? 👉 Получите анализ процесса ламинирования ↗ — Я лично проверяю каждый структурный файл в течение 24 часов.
Заключение
Вы можете выбрать поставщика, который игнорирует технологию жидкостной химии, но когда неконтролируемый клей ПВА деформирует ваши массивные 60-дюймовые (152 см) боковые панели, как картофельные чипсы, это немедленно приводит к отказу со стороны розничных продавцов и полностью уничтожает прибыль от кампании. Недавно в ходе этой инженерной проверки была выявлена фатальная ошибка в допуске в 2 мм при крупном национальном запуске проекта еще до начала производства. Прекратите тратить свой маркетинговый бюджет на нестабильные дисплеи и позвольте мне лично разработать ваш следующий розничный проект ↗, чтобы гарантировать максимальную устойчивость цепочки поставок.
«Исследование влияния перфорации на несущую способность…», https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/[Технические стандарты производства гофрированной упаковки определяют, как различия в толщине картона и точности резки у разных поставщиков могут приводить к сбоям в сборке]. Роль доказательства: техническое обоснование; тип источника: отраслевое техническое руководство. Подтверждает: утверждение о том, что разрозненные источники поставок игнорируют критически важные требования к качеству сборки и отделки. Примечание к области применения: фокусируется на трехмерной структурной сборке. ↩
«Устойчивость цепочки поставок в 2026 году: экономически обоснованное проектирование упаковки», https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOorpFXAi3qnyjR2_v7EDhksbuRTI5cnD3ppeHj3uR3sXF5yqMiBt. [Отраслевые показатели эффективности производства демонстрируют, что вариации размеров сырья увеличивают время сборки и трудозатраты]. Роль доказательства: техническая проверка; тип источника: отчет об производственной отрасли. Подтверждает: стоимость фрагментированных закупок. Примечание к области исследования: фокусируется на условиях совместной упаковки. ↩
«Консолидация поставщиков в упаковочной отрасли: почему меньше поставщиков обеспечивают…», https://evergreenresources.com/benefits-of-vendor-consolidation-in-packaging/. [Исследования по интеграции цепочки поставок показывают, что сокращение количества передач товаров от одного поставщика к другому сокращает сроки выполнения заказа и минимизирует вариативность качества]. Роль доказательства: стратегическая проверка; тип источника: журнал по управлению цепочками поставок. Подтверждает: эффективность консолидации одного поставщика. Примечание к области применения: общий принцип цепочки поставок, примененный к упаковке. ↩
«Незапланированные простои обходятся американским производителям до 207 миллионов долларов», https://www.sdcexec.com/sourcing-procurement/manufacturing/news/22953487/fluke-corporation-unplanned-downtime-costs-us-manufacturers-up-to-207m-study. [В литературе по логистике и управлению цепочками поставок можно было бы показать, как консолидация «под ключ» устраняет риск несоответствия источников материалов, вызывающего остановки производства]. Роль доказательства: причинно-следственная проверка; тип источника: учебник по управлению цепочками поставок. Подтверждает: финансовую рентабельность инвестиций в консолидированные источники материалов. Примечание: эффективность зависит от исходного уровня фрагментации закупок. ↩
«Почему контроль качества так важен в упаковке», https://www.toptier.com/en-us/blog-events/news/why-quality-control-is-so-important-in-packaging. [Пример исследования в отрасли или отчет об операционной эффективности предоставили бы количественные данные о сокращении времени сборки при переходе к интегрированному контролю качества]. Роль доказательства: количественная проверка; тип источника: отраслевой аналитический отчет. Подтверждает: повышение эффективности консолидированных закупок. Примечание: показатель в 35% может варьироваться в зависимости от сложности конкретного продукта. ↩
«Руководство по выбору толщины гофрированных упаковочных коробок – GMS Industries», https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options. [Отраслевой стандарт упаковки или техническое руководство должны содержать точную толщину (диаметр) для материалов B-гофрокартона и E-гофрокартона, подтверждая необходимость учета припусков на сгибы]. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: физическую необходимость учета толщины материала при проектировании высечки. Примечание об области применения: применяется к спецификациям гофрированного картона]. ↩
«Бесплатный калькулятор припусков на изгиб листового металла | FIRGELLI Engineering», https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqrHsALsgsxFLekv7-_EAIDK82hkO1OURJOOKW0mew6LicluiSz. [Инженерные принципы гибки материала объясняют, как внешний радиус и толщина подложки увеличивают общий размер сгиба]. Роль подтверждения: техническая спецификация; тип источника: инженерное руководство. Подтверждает: физическую необходимость припусков на изгиб. Примечание об области применения: специфично для толстостенных подложек, таких как гофрированный картон. ↩
«Аналитическое определение жесткости на изгиб пятислойной конструкции…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Стандарты упаковочной промышленности предписывают использование конкретных формул для корректировки размеров вырубки на основе калибра материала для обеспечения структурной совместимости]. Роль доказательства: отраслевой стандарт; тип источника: руководство по производству. Подтверждает: метод предотвращения деформации язычка. Примечание об области применения: расчеты различаются в зависимости от марки картона и размера гофры. ↩
«Формирование упаковки на пленочных упаковочных машинах: проблемы и решения», https://greenercorp.com/resource-blog/forming-packages-on-flow-wrappers-problems-and-solutions/[Технические стандарты упаковки объясняют, как параметрическая регулировка размеров пазов в зависимости от толщины материала предотвращает разрывы структуры при ручной сборке]. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: необходимость регулировки пазов для предотвращения повреждения материала. Примечание об области применения: в основном применяется к гофрированному и толстостенному картону. ↩
«Как рассчитать припуск на изгиб и вычет на изгиб – YouTube», https://www.youtube.com/watch?v=21Ky5ayg_q8. [В руководствах по высечке приводятся математические формулы, используемые для расчета припуска на изгиб на основе толщины материала, чтобы обеспечить точность окончательных размеров после сгибания]. Роль подтверждения: техническая спецификация; тип источника: руководство по проектированию. Подтверждает: требование к припуску на изгиб с учетом толщины материала. Примечание по области применения: фокусируется на взаимосвязи между толщиной материала и радиусом сгиба. ↩
«Решения по утилизации отходов производства гофрированного картона», https://www.hoecker-polytechnik.com/solutions/corrugated-cardboard-solidboard. [Промышленные инженерные стандарты или исследования в области производства упаковки могут подтвердить объем твердых частиц, образующихся при резке целлюлозных волокон стальными вырубными штампами]. Роль доказательства: техническая проверка; тип источника: руководство по промышленной инженерии. Подтверждает: утверждение о том, что процессы вырубки образуют микроскопические частицы. Примечание об области применения: относится конкретно к механической резке материалов на основе бумаги. ↩
«Статическое электричество: невидимое влияние на индустрию гибкой упаковки», https://www.packagingstrategies.com/articles/97675-static-the-invisible-influence-on-the-flexible-packaging-industry. [Техническая литература по электростатическому притяжению объясняет, как статические заряды вызывают прилипание частиц гофрированной упаковки к производственным поверхностям]. Роль доказательства: технический механизм; тип источника: инженерный учебник. Подтверждает: идентификацию механизмов загрязнения. Примечание по области применения: применимо к сухим промышленным средам. ↩
«Допустимый процент брака гофрированной упаковки – AICC Now», https://now.aiccbox.org/acceptable-reject-rates-for-corrugated-packaging/. [Технический отчет или тематическое исследование отрасли должны количественно оценить конкретное процентное снижение количества отказов в обеспечении качества после установки вакуумных вытяжных систем]. Роль доказательства: количественное подтверждение; тип источника: отраслевой отчет. Подтверждает: эффективность вакуумной вытяжки в сокращении отходов. Примечание: результаты могут варьироваться в зависимости от объема производства и качества материала. ↩
«Контроль за содержанием волокон в воздухе зданий при удалении асбестовых материалов…», https://pubmed.ncbi.nlm.nih.gov/3967643/. [Экологические исследования твердых частиц из бумажных изделий подтвердят, что гофрированный картон выделяет волокна в окружающую атмосферу]. Роль доказательства: фактическая основа; тип источника: исследование в области охраны окружающей среды и здоровья. Подтверждает: идентификацию загрязняющих веществ в воздухе. Примечание: основное внимание уделяется волокнам на основе целлюлозы. ↩
«Клей ПВА – клеи на водной основе», https://www.intercol.info/index.php/pva-glue/. [Технические руководства по производству упаковки подтвердят, что клей ПВА на водной основе является основным клеем, используемым для склеивания листов с гофрированным картоном при литографическом ламинировании]. Роль доказательства: фактическая проверка; тип источника: техническое руководство. Подтверждающие документы: технические характеристики материалов. Примечание об объеме исследования: основное внимание уделяется стандартным промышленным клеям. ↩
«Влияние повышенного содержания водорастворимого клея с портландцементом…», https://www.preprints.org/manuscript/202602.1693. [Исследования гигроскопичности бумаги и химических клеев объясняют, как проникновение воды в клеи на основе ПВА вызывает набухание и деформацию целлюлозных волокон]. Роль доказательства: причинно-следственное объяснение; тип источника: научная статья. Подтверждает: химический механизм деформации. Примечание по области применения: применимо к пористым бумажным подложкам. ↩
«Влияние влаги на процесс ламинирования – AICC Now», https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Авторитетный источник по бумаговедению или упаковочной инженерии объяснил бы, как клеи на водной основе вводят избыточную влагу в гофрированные листы, вызывая неравномерную усадку и деформацию]. Роль доказательства: технический механизм; тип источника: инженерное руководство. Подтверждает: корреляцию между объемом клея и структурным изгибом. Примечание по области применения: специально для клеев ПВА на водной основе. ↩
«Литологически ламинированный микрофлюид – MM Group», https://mm.group/packaging/technologies/lamination/. [Промышленные стандарты производства для литологической ламинации предусматривают использование утяжеленных стопок или прессования для обеспечения равномерного испарения влаги и предотвращения скручивания]. Роль доказательства: проверка процедуры; тип источника: руководство по производству. Подтверждает: эффективность протоколов утяжеленного отверждения. Примечание об области применения: применяется к гофрированным панелям большого формата. ↩
«[PDF] Клеи для ламинирования – Ashland», https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf. [В техническом отраслевом руководстве по литографическому ламинированию будет указано точное нанесение клея ПВА для минимизации влажности и предотвращения деформации картона]. Роль подтверждения: техническая спецификация; тип источника: отраслевое руководство. Подтверждает: использование точного дозирования клея для предотвращения деформации поверхности. Примечание об области применения: относится к клеям на основе ПВА]. ↩
«Понимание литографически ламинированной упаковки», https://pmpackaging.com/blog/understanding-litho-laminated-packaging. [Стандарты производства упаковки описывают требования к отверждению клея под давлением в течение определенного времени для обеспечения структурной стабильности]. Роль доказательства: технологическое требование; тип источника: производственный стандарт. Подтверждает: время, необходимое для достижения вертикальной стабильности ламинированных листов. Примечание об области применения: время отверждения может варьироваться в зависимости от влажности окружающей среды]. ↩
«[PDF] Скручивание гофрированного картона – причины и способы устранения – TAPPI.org», https://imisrise.tappi.org/download.aspx?key=92APR097. [В инженерной литературе по конструкции гофрированного картона объясняется, как добавление второго слоя подложки компенсирует натяжение лицевого листа и устраняет деформацию]. Роль доказательства: техническое решение; тип источника: инженерный учебник. Подтверждает: метод балансировки натяжения панели. Примечание по области применения: обычно используется в высококачественных литографических ламинирующих приложениях]. ↩



