
Вкладывать маркетинговый бюджет в высококачественную тактильную графику рискованно. Если ваши расчеты окажутся неверными, эти красивые текстуры испортят витрины еще до того, как попадут в магазин.
Тиснение и вдавливание в упаковке представляют собой физические изменения поверхности исходного материала. В мировой индустрии используется высокоточный инструмент для вдавливания трехмерных форм в картон, создавая отчетливые тактильные зоны. Соответствие строгим североамериканским стандартам розничной торговли гарантирует, что эти структурные модификации сохранят свою целостность в международных цепочках поставок без ущерба для общей целостности материала.
Понимание теории тактильной печати — это только отправная точка. Для реальной защиты вашей прибыли необходимо понимать, как эти физические изменения взаимодействуют с прочными конструктивными элементами упаковочного цеха.
Что такое тиснение на упаковке?
Разработка дизайна коробки премиум-класса кажется простой на цифровом экране, но добавление физической текстуры кардинально меняет функциональные свойства материала.
Тиснение на упаковке — это механический процесс поднятия определенных элементов дизайна над стандартной поверхностью подложки. На заводах используются парные металлические матрицы (мужская и женская части) под огромным давлением, чтобы растянуть бумажные волокна вверх, обеспечивая высококачественное тактильное ощущение в 3D-формате без необходимости использования дополнительных внешних материалов.

Знать, как выглядит такое покрытие, — это совсем не то же самое, что понимать, как оно дестабилизирует сырье в процессе массового производства.
Почему массивное 3D-тиснение снижает прочность коробки
Дизайнеры часто используют объемное 3D-тиснение фольгой на премиальной упаковке, полагая, что оно ведет себя точно так же, как плоская печать чернилами. Они хотят, чтобы логотип выделялся на полке, поэтому доводят физическую глубину до предела. В дизайн-студии с контролируемым микроклиматом это выглядит как блестящая стратегия для повышения узнаваемости бренда и привлечения внимания потребителя.
Даже опытные дизайнеры часто упускают из виду механическую реальность растягивания бумаги. Настоящее тиснение требует использования матриц типа «папа-мама», которые интенсивно растягивают и истончают волокна исходного картона¹для создания этих выпуклых текстур. Я постоянно наблюдаю, как это терпит неудачу, когда покупатели размещают глубокое 3D-тиснение непосредственно на или рядом с критически важным несущим сгибом. Я стоял на сборочной линии и слышал резкий «щелчок» структурно истощенных волокон бумаги, вырывающихся наружу, когда автоматизированный фальцевальный манипулятор сгибает ослабленный угол. Этот разрыв полностью разрушает вертикальную прочность картонана сжатие², замедляя сборочную линию примерно на 30% и создавая огромные проблемы для команды по упаковке. Я строго соблюдаю запретную зону в программном обеспечении CAD (система автоматизированного проектирования), перемещая все глубокие 3D-текстуры подальше от структурных сгибов, чтобы гарантировать, что углы останутся полностью целыми и смогут выдерживать большие нагрузки на поддоны.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Тиснение непосредственно по линии сгиба | Математически изменяемые текстуры на расстоянии 0,25 дюйма (6,35 мм) | Исключает вырывание волокна во время установки |
| Растягивающая доска за пределами физических возможностей | Использование специализированных каналов полимерной матрицы | Предотвращает растрескивание чернил и появление неровных краев |
| Игнорирование динамических зон нагрузки | Составление карты точек напряжения перед прессованием | Экономит 30% времени при сборке |
Изолируя тактильные ощущения от конструктивных особенностей, я гарантирую, что ваш премиальный дизайн действительно выдержит условия розничной торговли.
🛠️ За столом Харви: Не уверены, что ваш рельефный логотип расположен слишком близко к несущей линии сгиба? 👉 Получите бесплатную проверку выкройки ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламой, обещаю.
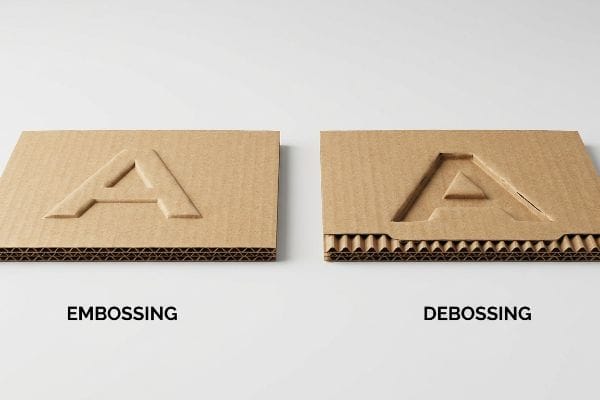
В чём разница между тиснением и рельефным тиснением?
Переключение между выпуклой и углубленной текстурой полностью меняет поведение гофрированного картона под нагрузкой.
Разница между тиснением и выпуклым тиснением заключается исключительно в физическом направлении смещения бумажных волокон. При выпуклом тиснении изображение выталкивается наружу, к потребителю, тогда как при тиснении рисунок вдавливается внутрь картона, создавая углубление, которое структурно сжимает внутренние гофрированные гофры.
Многие бренды рассматривают эти два варианта отделки как взаимозаменяемые визуальные опции, полностью игнорируя внутренние физические принципы конструкции упаковки.
Вдавливание и вытягивание: физика бумаги
Когда бренд решает перейти от рельефного логотипа к выдавленному, чтобы сэкономить на стоимости фольги, он обычно просто обновляет графический файл. Он предполагает, что вдавливание логотипа в основу функционально идентично его поднятию. Это предположение игнорирует внутреннюю архитектуру прочных торговых витрин.
Это распространённая ловушка, в которую попадают даже опытные команды по закупкам. Вдавливание стальной матрицы в толстый лист, прошедший испытание на прочность кромки (ECT), физически разрушает внутреннюю гофрированную поверхность. Когда я осматриваю эти некалиброванные тиснёные панели на полу, я слышу отвратительный хруст внутренней С-образной гофрированной поверхности, деформирующейся под жёсткой матрицей. Это неподдерживаемое сжатие создаёт мгновенное поверхностное натяжение, растрескивая верхний лист и обнажая необработанную коричневую бумагу. Чтобы исправить это, я предписываю устанавливать специальные каналы для биговки матрицы непосредственно на режущей пластине. Этот полимерный канал действует как наковальня, точно контролируя растяжение бумажных волокон вниз, полностью предотвращая микротрещины на поверхности и обеспечивая чистоту полости даже при больших нагрузках на поддоны.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Подход к тиснению как к плоской печати | Использование управляемого матричного канала | Мгновенно предотвращает растрескивание верхнего слоя3 |
| Раздавливание флейт без разбора | Расчет внутреннего зазора между канавками | Поддерживает общую силу совета директоров4 |
| Игнорируя направление волокон | Выравнивание рельефного рисунка по вертикальной текстуре древесины | Предотвращает деформацию панелей5 |
Нельзя просто вдавить металл в бумагу и ожидать, что конструкция выдержит нагрузку; необходимо спроектировать путь сжатия.
🛠️ Стол Харви: Ваши тисненые логотипы трескаются, обнажая необработанный картон на полу магазина? 👉 Пройдите структурный аудит ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Что такое эффект тиснения в упаковке?
Добавление физической глубины в упаковку меняет то, как окружающий свет падает на цвета вашего бренда, что часто приводит к катастрофическим оптическим результатам.
Эффект тиснения на упаковке создает продуманное оптическое и тактильное искажение на полке магазина. Физически изменяя геометрию поверхности, она по-другому отражает верхнее освещение, чем плоские печатные поверхности, мгновенно привлекая внимание потребителя и укрепляя премиальный имидж бренда за счет прямого физического прикосновения.
Несмотря на потрясающую визуальную глубину, сочетание этого физического эффекта с другими высококачественными покрытиями создает невидимые химические и оптические конфликты.
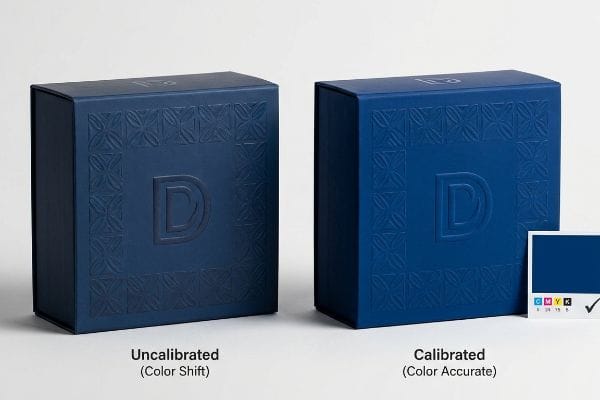
Как тактильные текстуры портят фирменные цвета вашего бренда
Бренды часто сочетают глубокое тиснение с высококачественной термоламинацией с мягким на ощупь покрытием, чтобы максимально усилить ощущение роскоши своих коробок. Они утверждают плоский цифровой цветопробный макет и предполагают, что окончательная трехмерная коробка будет идеально соответствовать ему. Это полностью игнорирует то, как специализированные полимерные структуры влияют на освещение в розничной торговле и физические пигменты⁶ .
Я постоянно сталкиваюсь с файлами, где это сочетание полностью искажает основную идентичность бренда. Микроскопическая двуосноориентированная полимерная структура мягкой на ощупь пленки7 действует как поглощающий свет вакуум. Когда вы проводите большим пальцем по этой резиновой поверхности, вы ощущаете рассеивающий свет слой, который неизбежно затемняет напечатанные под ней пигменты CMYK (голубой, пурпурный, желтый, черный/ключевой) до 5%. Это приводит к массовым нарушениям соответствия цветовой модели Delta-E8, вызывая немедленный отказ со стороны розничных продавцов. Я устанавливаю строгую кривую компенсации ламинирования на этапе допечатной подготовки. Заблаговременно добавляя 10% усиления голубого цвета и математически пробивая этот поглощающий свет полимер, я гарантирую идеальную точность цветопередачи для розничной торговли до начала массового производства.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Доверие к цифровым макетам без ламинирования | Сканирование физического ламинированного образца | Проходит строгие проверки соответствия цветовой гамме со стороны розничных продавцов |
| Игнорируя рассеяние света полимером | Применение кривой компенсации допечатной подготовки | Предотвращает размытие логотипов |
| Нанесение отделочных слоев вслепую | Выделение точечных цветов на 3D-текстурах | Обеспечивает максимальную видимость на полке |
Нельзя полагаться на монитор компьютера, чтобы предсказать, как физическая 3D-текстура будет влиять на освещение в реальном мире.
🛠️ Harvey's Desk: Ваши высококачественные тактильные покрытия делают основные цвета вашего бренда темными и блеклыми? 👉 Запросите калибровку для допечатной подготовки ↗ — Никаких форм, которые приводят к бесконечным звонкам от отдела продаж. Только чистая выгода.
Что представляет собой процесс тиснения и выдавливания?
Механика переноса рисунка из цифрового файла на жесткий кусок картона требует применения огромной физической силы и точных допусков.
Процесс тиснения и выдавливания требует выравнивания специально изготовленных металлических штампов внутри прессовального оборудования высокого давления. Операторы подают заготовки плоских листов картона между этими взаимозацепляющимися металлическими пластинами, навсегда изгибая волокна в заданную форму, прежде чем на заводе начнется автоматизированная гибка или литографическое ламинирование.

Но знания теории недостаточно, когда машины начинают работать; используемые в этом процессе физические инструменты изнашиваются быстрее, чем предполагают покупатели.
Почему повторно заказанные штампы для тиснения ломаются на полу
Покупатели часто полагают, что единовременная плата за изготовление оснастки гарантирует приобретение прочного, неразрушимого стального штампа, который можно безупречно использовать годами. Они относятся к оснастке как к цифровому файлу, который никогда не меняется. Они одобряют первую партию, фиксируют цену и ожидают идентичных результатов при повторном заказе через шесть месяцев.
На моем предприятиия регулярно наблюдаю скрытые последствия попыток сэкономить на устаревшем оборудовании. При хранении в течение нескольких месяцев в неконтролируемых климатических условиях пористая деревянная основа стандартной матрицы впитывает окружающую влажность⁹, срезающих зазубренные края. Полученные панели имеют отклонение в 0,11 дюйма (2,79 мм)¹⁰, что приводит к заклиниванию соединительных выступов во время настройки. Я полностью исключаю эту проблему, вводя протокол изготовления новой матрицы, лазерной резкой новой матрицы для каждой партии. Благодаря строгому соблюдению допусков, я обеспечиваю сокращение времени сборки в процессе упаковки на 42 секунды на единицу продукции, что значительно снижает трудозатраты и гарантирует бесперебойное выполнение работ.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Повторное использование деформированных древесных штампов | Введение обязательного использования новых инструментов для лазерной резки | Сокращает время сборки на 42 секунды |
| Игнорируя деформацию инструмента из-за влажности | Хранение оригиналов в зонах с регулируемым климатом | Гарантирует идеально ровные сгибы |
| Допускается наличие неровных 3D-граней | Перекалибровка выравнивания пластин типа "папа/мама" | Создает ощущение безупречной роскоши |
Никогда не позволяйте устаревшему, деформированному металлу определять физическое качество вашей текущей розничной продукции.
🛠️ За столом Харви: Вы знаете точное содержание влаги в деревянных штампах, используемых для штамповки вашей премиальной упаковки? 👉 Пришлите мне файл с чертежом штампа ↗ — Я проведу стресс-тест расчетов, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете выбрать более дешевого поставщика для нанесения логотипов, но когда глубокое 3D-тиснение разрушит несущие складки вашего картона 32ECT, это замедлит вашу сборочную линию примерно на 30% и уничтожит всю вашу прибыль от проекта. Это точная спецификация, которую используют мои 10 крупнейших клиентов в розничной торговле, чтобы гарантировать отсутствие брака при печати. Перестаньте гадать о допусках растяжения волокон и позвольте мне лично проверить ваши файлы упаковки с помощью моей бесплатной проверки вырубки перед отправкой ↗, чтобы выявить эти фатальные структурные дефекты до начала массового производства.
«Влияние давления при тиснении на механические свойства и мягкость…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [В техническом руководстве по полиграфическому производству описывалось бы, как парные штампы механически деформируют и истончают бумажные волокна для создания выпуклых изображений]. Роль доказательства: техническая проверка; тип источника: отраслевой справочник. Подтверждает: механический процесс тиснения. Примечание об области применения: стандарт для традиционного механического тиснения. ↩
«Влияние аналоговых и цифровых линий сгиба на механические свойства… – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Исследования в области материаловедения упаковочных материалов объясняют, как истончение волокон в результате тиснения снижает несущую способность картона]. Роль доказательства: причинно-следственное доказательство; тип источника: академическое исследование. Подтверждает: снижение структурной прочности. Примечание к области исследования: фокусируется на влиянии деформации волокон. ↩
«Почему гофрированные коробки трескаются при складывании? – LinkedIn», https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [Технические характеристики инструмента для тиснения объясняют, как контролируемые матричные каналы управляют смещением материала, предотвращая поверхностные трещины во внутренней облицовке]. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: преимущества матричных каналов. Примечание к области применения: конкретно относится к целостности верхней облицовки. ↩
«Обзор структуры гофрированного картона – Shanghai DE Printed Box», https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/[Исследования в области материаловедения, посвященные гофрированным материалам, показывают, что расчет внутреннего зазора предотвращает разрушение гофр, сохраняя прочность картона на сжатие]. Доказательная база: фактическая проверка; тип источника: журнал по материаловедению. Подтверждает: роль зазора между гофрами в прочности. Область применения: относится к вертикальной несущей способности. ↩
«Направление волокон | Технический ресурс по визуальной коммуникации», https://blogs.brighton.ac.uk/viscommtech/bookarts/worksheets-for-bookbinders/grain-direction/. [Принципы физики бумаги показывают, что выравнивание механического напряжения с продольным направлением волокон минимизирует внутреннее натяжение и предотвращает нестабильность размеров]. Доказательство: научный принцип; тип источника: академический учебник. Подтверждает: влияние выравнивания волокон на деформацию. Примечание: эффективность может варьироваться в зависимости от сорта бумаги и влажности. ↩
«Преобразование и его влияние на барьерные свойства упаковки с покрытием…», https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Технический источник по материаловедению или оптике упаковки объяснил бы, как полимерные покрытия изменяют показатель преломления и рассеяние света, тем самым изменяя воспринимаемый оттенок пигментов]. Роль доказательства: техническая проверка; тип источника: журнал по материаловедению. Подтверждает: утверждение о том, что поверхностные полимеры изменяют визуальный цветовой сигнал. Примечание к тематике: фокусируется на пересечении полимеров и оптической физики. ↩
«Влияние термообработки на морфологию пленки в двуосноориентированных материалах…», https://pmc.ncbi.nlm.nih.gov/articles/PMC12174661/. [Документация по материаловедению, посвященная мягким на ощупь ламинатам, подтверждает использование двуосноориентированных полимеров для создания светорассеивающей поверхности]. Роль доказательства: техническая спецификация; тип источника: журнал по материаловедению или технический паспорт производителя. Подтверждает: утверждение о физическом составе и оптических свойствах пленки. Примечание по области применения: относится конкретно к мягким на ощупь пленкам на основе БОПП. ↩
«Что такое точность цветопередачи в упаковке? Подбор цвета по системе Pantone…», https://3dcolor.com/what-is-color-accuracy-in-packaging-pantone-matching-delta-e-and-why-brand-color/[Технические рекомендации по управлению цветом в упаковке определяют пороговое значение Delta-E, превышение которого считается нарушением контроля качества в розничной торговле]. Роль доказательства: технический стандарт; тип источника: ISO или руководство по отраслевой сертификации. Подтверждает: утверждение о том, что текстура поверхности приводит к измеримым отклонениям цвета, превышающим допустимые пределы. Примечание об области применения: уровни допустимых отклонений Delta-E различаются в зависимости от конкретных рекомендаций розничных продавцов. ↩
"4 ТИПА ДЕФОРМАЦИИ ДЕРЕВА (Откуда они берутся + как...", https://www.youtube.com/watch?v=NEHowi-_hvw. [В технических руководствах по штамповочному оборудованию объясняется, как гигроскопичные материалы, такие как древесина, поглощают атмосферную влагу, что приводит к деформации и смещению размеров]. Роль доказательства: Техническая проверка; тип источника: руководство по промышленному инструменту. Подтверждает: Причина выхода штампов из строя в условиях отсутствия климат-контроля. Примечание об области применения: Применяется конкретно к штампам на основе древесины, а не синтетических или металлических оснований. ↩
«[PDF] ОБЩИЕ ТРЕБОВАНИЯ К ГОФРИРОВАННЫМ КОРОБКАМ – Snap-on», https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforCorrugatedBoxConstruction.pdf. [Стандарты проектирования упаковки определяют максимально допустимый допуск для защелкивающихся элементов, где отклонение в 0,11 дюйма обычно превышает функциональный порог для сборки без трения]. Роль доказательства: Сравнительный анализ; тип источника: справочник по проектированию упаковки. Подтверждает: Утверждение о том, что этот конкретный показатель приводит к заклиниванию компонентов. Примечание об области применения: Допуски различаются в зависимости от толщины и марки материала. ↩



