Прогуливаясь по складу, вы видите стопки коричневых коробок. Но при запуске розничной рекламной кампании назвать все это «картофельным» — это самый быстрый способ сорвать проект.
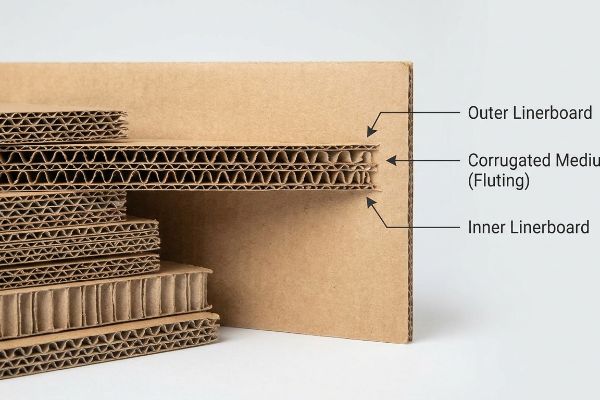
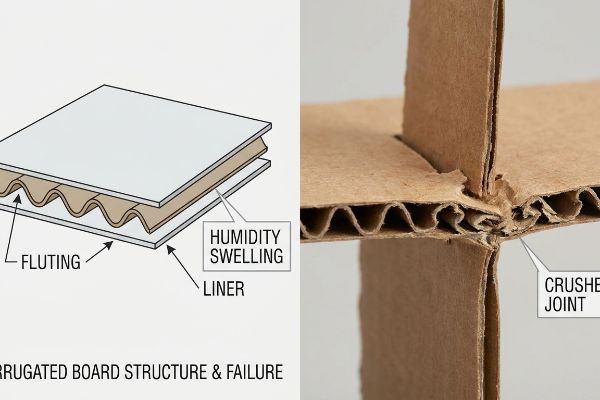
В индустрии коммерческой упаковки эти картонные листы официально называются гофрированным картоном. Этот высокотехнологичный материал состоит из гофрированного слоя, расположенного между двумя плоскими листами лайнера. В отличие от стандартного плоского картона, гофрированный картон обеспечивает необходимую структурную целостность, позволяющую физически выдерживать тяжелые торговые витрины.
Знание официальной терминологии — это лишь базовый уровень; понимание того, как эти материалы ведут себя под давлением, — вот что действительно поможет сэкономить бюджет.
Как называются картонные листы?
Когда отделы закупок запрашивают картон, они обычно ищут гофрированный лайнер или первичный крафт. От этого различия зависит, выдержит ли ваш стенд транспортировку или полностью разрушится.
В зависимости от своей конструкции картонные листы называются гофрированным картоном или бумажным картоном. Бумажный картон — это толстый однослойный материал, используемый для стандартных складных коробок. В гофрированном картоне между слоями используется арочная центральная гофра, обеспечивающая динамическую несущую способность, необходимую для тяжелых конструкций в местах продаж и для международной транспортировки.

Но запоминание отраслевых терминов не поможет, когда вам действительно придётся создавать напольную витрину.
Скрытая разница между картоном и гофрокартоном
Начинающие дизайнеры часто используют тонкий картон, предназначенный для легких коробок из-под косметики , для проектирования тяжелых конструкций для торговых точек. Они предполагают, что если плоский материал кажется жестким на небольшом столе, то он естественным образом может увеличиться в размерах, чтобы выдерживать тяжелые товары. Это фундаментальное непонимание материаловедения приводит к структурным разрушениямеще до того, как товар попадет в магазин.
Я постоянно сталкиваюсь с этой ловушкой, когда бренды пытаются использовать 100% переработанный ламинат для прочных витрин просто потому, что это звучит экологично. Представьте себе бумажные волокна как резинку; каждый раз, когда вы их перерабатываете, они растягиваются и теряют свою упругость. Когда вы заставляете продавца собирать витрину из переработанного картона, материал оказывает физическое сопротивление. Я помню, как представитель компании боролся с фиксирующей защелкой — необработанный картон издавал глухой хрустящий звук, чисто разрываясь по шву, потому что короткие волокна были полностью истощены².Чтобы предотвратить эту досадную микрокатастрофу, я всегда указываю точное соотношение первичного крафт-материала непосредственно в несущих гофрах. Эта простая замена восстанавливает упругость бумаги, позволяя защелкам легко вставляться и экономя до 25 секунд работы на единицупродукции³.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Использование 100% переработанного лайнера для несущих стен4 | Введение 30%-ного количества первичного крафт-полимера в гофрокартон5 | Предотвращает разрывы фиксирующей защелки |
| Обработка тонкого картона как структурного гофрированного картона | Указание минимального диаметра канавки B для напольных дисплеев6 | Предотвращает провисание, блокирующее проходы |
| Предположим, что весь "картон" имеет одинаковую прочность | Соответствие сорта картона конкретному весу изделия | Предотвращает деформацию основания под нагрузкой |
Я никогда не оставляю выбор сырья на волю случая, потому что на кону физическая безопасность вашей продукции. Правильный выбор терминологии — это ваша первая линия защиты от катастрофического краха на самом нижнем уровне.
🛠️ Рабочий стол Харви: Не уверены, выдержит ли выбранный вами картон реальный вес вашей розничной продукции? 👉 Позвольте мне проверить ваши технические характеристики материала ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламой, обещаю.
Как называется очень толстый картон?
Когда стандартных материалов недостаточно для удержания сыпучих предметов, требуется серьезное усиление конструкции. Именно здесь на помощь приходит стандартный однослойный материал.
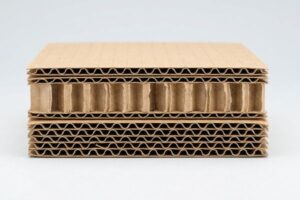
Очень толстый картон называется двухслойным гофрированным картоном. Этот невероятно прочный материал сочетает в себе два отдельных слоя гофрированного картона средней толщины и три плоских слоя лайнерного картона в одном толстом листе. Он специально разработан для поглощения сильных ударов и выдерживания массивных динамических нагрузок без деформации или коробления в условиях складского помещения.

Переход на более толстый материал кажется простым решением, но физические свойства тяжелого гофрированного картона могут создать серьезные проблемы при сборке.
Почему для толстых двухслойных плит требуются идеальные допуски?
Распространенный подход для начинающих заключается в простой замене стандартной спецификации материала на прочный двухслойный картон без корректировки соответствующей вырубки. Команды по закупкам исходят из предположения, что более толстые стенки автоматически означают более прочный дисплей, совершенно забывая, что более толстые стенки также требуют более широких пазов для правильного складывания7.
Классический вопрос, который я часто слышу: «А нельзя ли просто силой соединить детали, если они немного тугие?» В действительности, это абсолютно невозможно. Толстые двухслойные гофрированные основы рассчитаны на то, чтобы выдерживать жестокий цикл транспортировки с 50 касаниями в розничной логистике⁸,а это значит, что они исключительно жесткие. Когда рабочий пытается силой вставить панель толщиной 0,25 дюйма (6,35 мм)⁹ в паз, предназначенный для более тонкого картона, огромное трение приводит к деформации и растрескиванию внешней печатной подложки. Я лично ощутил жесткое сопротивление неправильно измеренного двухслойного картона; он отказывается гнуться, заставляя сборщиков агрессивно сбивать детали вместе кулаками, полностью портя премиальную графику бренда. Профессиональное решение заключается в применении точных расчетов компенсации диаметра для расширения каждого приемного паза, гарантируя плавное соединение деталей без повреждения печатного изображения.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Не принимая во внимание физическую толщину двухслойной плиты | Применение компенсации штангенциркуля к каждому пазу10 | Обеспечивает сборку без трения |
| Вдавливание толстых выступов в узкие пазы штамповки | Добавление пользовательских допусков на изгиб в программное обеспечение для проектирования конструкций11 | Защищает графические элементы верхнего слоя |
| Использование однослойных оснований для тяжелых товаров розничной торговли | Переход исключительно на двухслойные гофрированные основания | Выдерживает 50 циклов касания при транспортировке12 |
Я отказываюсь обрабатывать толстые гофрированные файлы, не проведя предварительно математическую проверку на трение. Улучшение материала должно защищать репутацию вашего бренда, а не превращать продавцов в разочарованных плотников.
🛠️ Задание от Харви: Вас беспокоит, что ваш штамп с толстыми двойными стенками может заклинить во время высокоскоростной заводской сборки? 👉 Обеспечьте безопасность зазоров в CAD-модели ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Что такое картонная пленка?
Когда графические дизайнеры говорят о листовом материале, они обычно имеют в виду плоский печатный верхний слой, который приклеивается к несущей конструкции. Этот этап сближает искусство и архитектуру.
В основе картонной упаковки лежат плоские, несмятые листы гофрированного картона или литографически ламинированные верхние листы, наносимые поверх них. В коммерческом производстве гофрированный картон служит в качестве необработанной основы, а высококачественные печатные верхние листы обеспечивают графическое изображение бренда с высоким разрешением, необходимое для привлечения внимания потребителей в переполненных торговых помещениях.
Наклеивание красивого ровного листа на жесткий картон кажется простым делом, но автоматизированные устройства обрабатывают бумагу совсем иначе, чем это делает ваше цифровое программное обеспечение.
Переход к литографическому ламинированию в производстве картонных листов
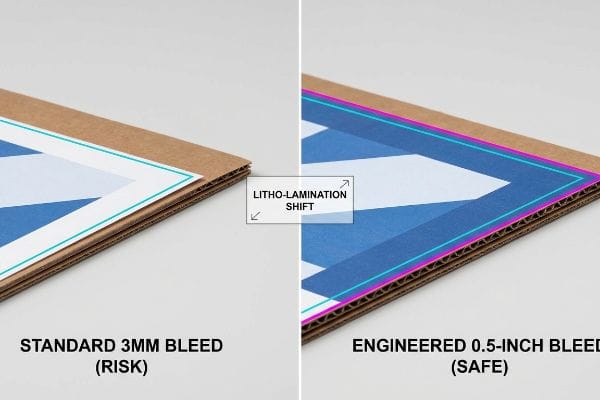
Большинство начинающих дизайнеров экспортируют свои макеты упаковки со стандартным коммерческим отступом для печати в 0,125 дюйма (3,17 мм)¹³, ожидая, что готовая коробка будет выглядеть идентично их распечатке. Они предполагают, что клеевые машины на заводе идеально выровняют тонкий печатный лист по плотной гофрированной подложке каждый раз.
Позвольте мне объяснить это на простой аналогии: представьте, что вы пытаетесь идеально расположить простыню на матрасе, когда оба предмета движутся по конвейерной ленте. Это литография-ламинирование. Когда мы приклеиваем напечатанные верхние листы к толстому гофрированному листу B-flute, влажный клей вызывает микроскопические смещения во время автоматизированного процесса монтажа14.Если вы используете лишь крошечный цифровой отступ для печати, это механическое смещение обнажает необработанные коричневые картонные края на вашем готовом сложенном дисплее. Я ходил по цеху и видел разрушительные последствия этого смещения — от него слегка пахнет влажным клеем ПВА (поливинилацетатом), а смещенные края выглядят невероятно дешево под ярким освещением магазина. Надежное эмпирическое правило — обязательно оставлять огромный отступ в 0,5 дюйма (12,7 мм)15 за физической линией обрезки, создавая инженерную страховочную сетку, которая полностью компенсирует любое смещение, вызванное оборудованием.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Использование стандартных 3-миллиметровых полей для литографического ламинирования | Обязательное соблюдение минимального поля обрезки в 0,5 дюйма16 | Предотвращает появление некрасивых коричневых краев картонных досок |
| Предположим, что влажная фиксация ведет себя аналогично цифровой печати | Разработка механической системы безопасности при дрейфе | Поддерживает превосходную визуальную эстетику |
| Игнорируя физическое смещение гофрированного листа17 | Расширение фона художественного произведения за пределы линий разреза | Позволяет избежать дорогостоящих отказов со стороны розничных продавцов |
Я ежедневно отклоняю файлы для допечатной подготовки, которые не соответствуют этому базовому порогу обрезки. Несколько дополнительных пикселей цвета на вашем листе бумаги предотвратят потерю тысяч долларов из-за испорченных, непригодных для продажи витрин.
🛠️ Совет от Харви: Не уверены, достаточно ли широк ваш макет для обработки на литографическом ламинировании? 👉 Запросите предварительную проверку соответствия размеров макета ↗ — Никаких форм, которые приводят к бесконечным звонкам от отдела продаж. Только чистая выгода.
Что такое гофрированный картон?
Помимо основных листов и названий, гофрированный картон по своей сути представляет собой инженерный мост. Внутренние волны бумаги точно определяют, насколько сильно может повредиться ваш товар.
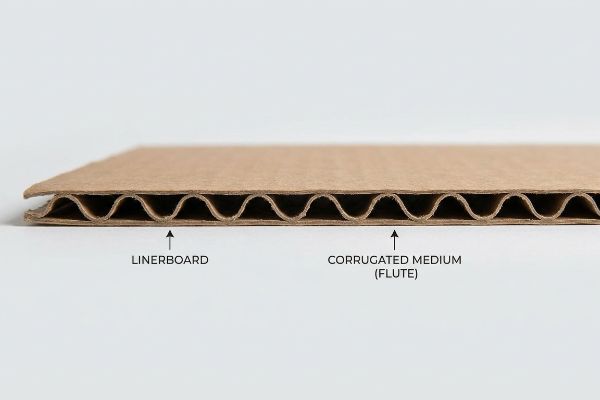
Гофрированный картон — это высокотехнологичный упаковочный материал, состоящий из волнистого внутреннего слоя, известного как гофрирование, который прочно соединен с плоскими внешними слоями. Такая точная геометрия создает жесткие воздушные столбы, обеспечивающие огромную прочность на сжатие, оставаясь при этом невероятно легкими для транспортировки по всему миру.
Но знания теории недостаточно, когда начинают работать машины и уровень влажности на логистическом маршруте начинает резко меняться.
Почему стандартный гофрированный картон выходит из строя на заводе
Казалось бы, разумное, но на самом деле опасное предположение состоит в том, что стандартные допуски пазов в системах автоматизированного проектирования (САПР) остаются неизменными после того, как гофрированный картон покидает завод. Дизайнеры, работающие в офисах с контролируемым микроклиматом, изготавливают соединительные выступы, основываясь на абсолютном сухом диаметре картона¹⁸,что его толщина навсегда останется неизменной.
На моем предприятии я регулярно наблюдаю, как это теоретическое совершенство рушится во время реальных испытаний по совместной упаковке. Когда гофрированные плоские упаковки перевозятся морским транспортом или хранятся во влажных складах, пористый тестовый слой 32ECT ведет себя как губка и физически разбухает19.Прорезь, идеально измеренная на станке с ЧПУ (компьютерным числовым управлением), внезапно становится на 0,04 дюйма (1 мм) уже, чем нужно. Когда я измеряю разбухшие гофры на полу, материал кажется мягким и влажным, и попытка сжать выступы мгновенно разрушает структурную целостность соединения. Чтобы исправить это, я строго соблюдаю математический буфер влажности в алгоритмах допечатной подготовки, добавляя точный миллиметр зазора ко всем приемным прорезям для морских перевозок. Благодаря соблюдению этого допуска в 1 мм я гарантирую сокращение времени сборки при совместной упаковке до 30%20, полностью устраняя досадные задержки и экономя моим клиентам огромные затраты на ручной труд на линии упаковки.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Проектирование пазов для идеально сухого гофрированного картона | Разработка специального буфера влажности толщиной 1 мм21 | Предотвращает смятие вкладышей |
| Игнорируя набухание пористого тестового образца 32ECT22 | Автоматизация компенсации диаметра в CAD-файле | Сокращает время сборки на 30%23 |
| Опираясь на теоретические пределы допустимых температур в офисе | Испытание толщины материала после имитации транспортировки | Предотвращает простои оборудования на предприятии по упаковке |
Я никогда не доверяю теоретической толщине доски, не рассчитав предварительно переменные, связанные с логистикой окружающей среды. Защита вашей прибыли означает безжалостное проектирование конструкции таким образом, чтобы она выдерживала грязную и влажную реальность физической цепочки поставок.
🛠️ Совет от Харви: Не позволяйте двухмиллиметровому структурному дефекту испортить запуск продаж в 500 магазинах. 👉 Пришлите мне файл с чертежами ↗ — Я проверю расчеты, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете выбрать более дешевого поставщика, но когда этот 32ECT-картон разбухает во влажном складе, возникающее структурное трение замедлит сборочную линию упаковки примерно на 30% и полностью уничтожит прибыль вашей кампании. Это точная спецификация, которую используют мои 10 крупнейших розничных клиентов, чтобы гарантировать отсутствие брака при печати. Перестаньте гадать о допусках на гофрированную бумагу и позвольте мне лично проверить ваши структурные файлы с помощью моей бесплатной предпечатной проверки вырубки ↗, чтобы выявить фатальные ошибки в размерах, прежде чем вы дадите разрешение на массовое производство.
«Принципы проектирования несущих конструкций для гофрированных рекламных стендов», https://brownpackaging.com/load-bearing-design-principles-for-corrugated-pop-displays/. Документация по материаловедению в области упаковочной инженерии подробно описывает пределы несущей способности картона по сравнению с гофрированным древесноволокнистым картоном. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: утверждение о том, что использование легкого картона для тяжелых стендов приводит к разрушению конструкции. Примечание к области применения: относится к прочности на сжатие и растяжение. ↩
«Что происходит с целлюлозными волокнами в процессе производства бумаги и…», https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. В технической литературе по деградации целлюлозы описывается, как многократная переработка уменьшает длину волокон и нарушает водородные связи, что приводит к снижению прочности на разрыв. Роль доказательства: научное подтверждение; тип источника: журнал по материаловедению. Подтверждает: утверждение о том, что чрезмерно переработанный картон теряет структурную целостность. Примечание: фокусируется на механических свойствах переработанной целлюлозы. ↩
«Как инновационный дизайн POP-дисплеев способствует устойчивому развитию и…», https://www.packagingcorp.com/resource-hub/industry-insights/how-innovative-pop-display-design-advances-sustainability-and-efficiency/. Исследования операционной эффективности упаковки в местах продаж предоставляют показатели времени сборки на основе жесткости материала и точности крепления. Роль доказательства: проверка показателей; тип источника: отчет по промышленному проектированию. Подтверждает: конкретное сокращение трудозатрат на единицу продукции. Примечание: экономия времени зависит от конкретного дизайна дисплея. ↩
«Обзор бумаги и упаковочных материалов для пищевых продуктов на бумажной основе», https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Сравнение прочности на разрыв и вертикальной несущей способности 100% переработанного лайнера и смесей первичной крафт-бумаги в конструкционных применениях. Роль доказательства: сравнительный анализ; тип источника: отчет по промышленной упаковке. Подтверждает: непригодность переработанных лайнеров для несущих стен. Примечание к области применения: относится к вертикальным несущим конструкциям в картонных витринах. ↩
«Сравнительное исследование физических свойств…», https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. Проверка того, как 30%-ное содержание первичного крафт-волокна повышает сопротивление разрыву и структурную целостность гофрированного картона по сравнению с переработанным содержимым. Роль доказательства: Техническая спецификация; тип источника: Руководство по материаловедению. Подтверждает: предотвращение разрывов фиксирующих защелок. Примечание к области применения: Специфично для конструкции гофрированного картона. ↩
«Оценка прочности на сжатие коробок из гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Инженерные данные о сопротивлении сжатию и жесткости гофрированного картона по сравнению с тонким картоном в условиях розничной торговли. Роль доказательства: структурный стандарт; тип источника: руководство для упаковочной промышленности. Поддержка: предотвращение провисания, препятствующего проходу. Примечание об области применения: относится к напольным картонным витринам. ↩
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Технические рекомендации по упаковке подтверждают, что увеличение толщины материала требует увеличения припусков на сгиб и ширины пазов для предотвращения сминания материала или структурных повреждений. Роль подтверждения: техническая проверка; тип источника: руководство по проектированию упаковки. Подтверждает: необходимость корректировки линий высечки для более толстых материалов. Примечание об области применения: конкретные размеры различаются в зависимости от профиля гофры. ↩
«[PDF] Розничная логистика и упаковка свежих продуктов», https://ndl.ethernet.edu.et/bitstream/123456789/41315/1/89.pdf. Подтверждение «50-кратного цикла транспортировки» как признанного отраслевого стандарта для испытаний на прочность в розничной логистике. Роль подтверждения: проверка технического стандарта; тип источника: аналитический документ логистической или упаковочной отрасли. Подтверждает: структурные требования к двухслойным картонным упаковкам. Примечание об области применения: может варьироваться в зависимости от конкретных рекомендаций розничного продавца. ↩
«Гофрированная древесноволокнистая плита – Википедия», https://en.wikipedia.org/wiki/Corrugated_fiberboard. Подтверждение того, что 0,25 дюйма (6,35 мм) является стандартной толщиной для прочной двухслойной гофрированной древесноволокнистой плиты. Роль подтверждения: техническая спецификация; тип источника: технический паспорт производителя материала. Подтверждает: физические размеры используемого материала. Примечание по области применения: общая толщина варьируется в зависимости от конкретной комбинации гофр. ↩
«Оптимальное проектирование упаковки из двухслойного гофрированного картона – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Техническое объяснение того, как корректировка размеров в зависимости от толщины картона (штангенциркуля) предотвращает трение при сборке. Роль подтверждения: техническая спецификация; тип источника: руководство по проектированию упаковки. Подтверждает: необходимость точных измерений для толстых картонов. Примечание об области применения: применимо к высечке с прорезью. ↩
«Аналитическое определение жесткости на изгиб пятислойной пленки…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Документация о том, как расчеты припусков на изгиб предотвращают напряжение материала и растрескивание внешней облицовки. Роль доказательства: инженерный стандарт; тип источника: документация программного обеспечения CAD/CAM для упаковки. Поддержка: защита графических элементов поверхности во время фальцовки. Примечание об области применения: зависит от марки картона и типа гофрирования. ↩
«Оценка жизненного цикла гофрокартона – Ассоциация Fibre Box», https://www.fibrebox.org/life-cycle-assessments/. Подтверждение «50-этапного цикла транспортировки» как признанного отраслевого стандарта долговечности при розничной дистрибуции. Роль доказательства: показатель эффективности; тип источника: логистика или стандарт качества упаковки. Подтверждает: заявления о долговечности двухслойных гофрокартонных оснований. Примечание об области применения: может относиться к конкретным стандартам обработки в розничной торговле. ↩
«Будет поле для обрезки (и другие дизайнерские термины, которые вам следует знать)», https://dar.uga.edu/2019/there-will-be-bleed-and-other-design-terms-you-should-know/. Проверка общепринятого отраслевого стандарта для измерения поля для обрезки в коммерческой полиграфической продукции. Роль доказательства: техническая спецификация; тип источника: отраслевые руководства по полиграфии. Подтверждает: утверждение, что стандартное поле для обрезки составляет 0,125 дюйма. Примечание об области применения: стандарт может варьироваться в зависимости от конкретного оборудования или региональных норм печати. ↩
«Понимание литографически ламинированной упаковки», https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. Техническое объяснение ошибок совмещения и смещения подложки, вызванных нанесением клея при автоматизированной сборке. Роль доказательства: валидация процесса; тип источника: руководство по производству. Подтверждает: механическую причину образования заусенцев в картонной упаковке. Примечание по области применения: применимо к высокоскоростным автоматизированным конвейерным системам. ↩
"Литографическое ламинирование – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOooEFFCMsGL3ryP_87plFKWjs-KSVTeZ_r2o5XlfdS0LQ0iZ9DpY. Проверка стандартного допуска на обрезку, необходимого для литографически ламинированной гофрированной упаковки, для предотвращения засветки. Роль подтверждения: техническая спецификация; тип источника: отраслевое руководство. Подтверждает: рекомендуемый количественный запас безопасности для смещения совмещения. Примечание об области применения: специфично для крупноформатных розничных витрин. ↩
"Литологически ламинированная упаковка – Accurate Box Company, Inc", https://accuratebox.com/our-packaging/litho-laminated-packaging/. В отраслевом техническом руководстве по дизайну упаковки должны быть указаны необходимые поля для учета смещения при совмещении во время процесса литологической ламинации. Роль подтверждения: техническая спецификация; тип источника: отраслевое руководство. Подтверждает: необходимость больших полей для печати на гофрокартоне. Примечание об объеме: точные измерения могут различаться в зависимости от производителя оборудования. ↩
«Размер рынка литографированной упаковки, тенденции и прогноз на 2035 год», https://www.gminsights.com/industry-analysis/litho-laminated-packaging-market. Производственная документация объясняет механическое смещение и физическое изменение, происходящие при склеивании печатных верхних листов с гофрированной структурной основой. Роль доказательства: фактическое объяснение; тип источника: учебник по производству. Подтверждает: причину расширения фона изображения за линии резки. Примечание по области применения: в основном затрагивает крупноформатные торговые витрины. ↩
«Влияние относительной влажности на прочность на сжатие…», https://open.clemson.edu/all_theses/3225/. Техническое объяснение того, как измерение толщины гофрированного картона с помощью «сухого штангенциркуля» колеблется в зависимости от относительной влажности и гигроскопического поглощения. Роль доказательства: техническое определение; тип источника: отраслевой стандарт. Подтверждает: изменчивость измерений толщины, используемых в САПР-проектировании. Примечание об области применения: относится к гофрированным материалам на основе целлюлозы. ↩
«[PDF] Влияние содержания влаги на прочность коробки на сжатие: FBA BCT…», https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Технические характеристики, касающиеся гигроскопической природы тестлайнера 32ECT и его размерной стабильности при высокой влажности. Роль подтверждения: техническая проверка; тип источника: технический паспорт материалов. Подтверждает: физическое набухание гофрированного картона во влажных условиях. Примечание по области применения: применимо к тестлайнерам без покрытия. ↩
«Повышение производительности за счет балансировки сборочной линии с использованием…», https://pmc.ncbi.nlm.nih.gov/articles/PMC10788436/. Данные промышленной инженерии, демонстрирующие, как оптимизированные допуски упаковки снижают трение при сборке и время работы. Роль доказательства: проверка эффективности; тип источника: отчет об операционной эффективности. Подтверждает: утверждение о сокращении времени сборки на 30%. Примечание к области применения: относится к процессам ручной совместной упаковки. ↩
«Что такое относительная влажность и как она влияет на ваши коробки? – Billerud», https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity. Техническое подтверждение отраслевого стандарта для буферов влажности в конструкции гофрокартонных коробок с прорезями для предотвращения деформации материала. Роль подтверждения: техническая спецификация; тип источника: инженерное руководство. Поддержка: конкретное измерение буфера. Примечание об области применения: применяется к проектированию с учетом допусков на прорези. ↩
«Влияние влажности и температуры на механические свойства…», https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Документация, описывающая свойства материала и характеристики набухания под воздействием влаги для футеровок, подвергнутых испытанию на сжатие кромки (ECT) марки 32. Роль доказательства: свойство материала; тип источника: технический паспорт. Подтверждает: заявления о набухании материала. Примечание к области применения: относится к футеровкам марки 32ECT. ↩
«Гофрированная упаковка – системы точной резки Kongsberg», https://www.kongsbergsystems.com/en/solutions/markets/corrugated-packaging. Эмпирические данные или примеры из практики отрасли, демонстрирующие процентное сокращение времени сборки, достигнутое за счет компенсации диаметра в CAD-системе. Роль доказательства: показатель эффективности; тип источника: пример из практики отрасли. Подтверждает: повышение эффективности. Примечание: фактические процентные показатели могут варьироваться в зависимости от производственной среды. ↩