Я сталкиваюсь с той же проблемой, что и многие бренды. Один дисплей должен подходить для двух рынков. Переделка отнимает время и деньги. Я использую одну систему шаблонов и адаптирую её для обоих рынков.
Создайте единый основной контур высечки в векторном САПР, используйте двойные единицы измерения (мм и дюймы), зарезервируйте зоны штрихкода GS1 для EAN-13 и UPC-A, сопоставьте с поддонами AU 1165×1165 мм и US 48×40″, установите допуски на обрезку/безопасность/надрезы и проверьте с помощью физического прототипа.

Я занимаюсь продажей B2B-дисплеев, поэтому пишу, находясь непосредственно на производстве. Я разрабатываю, тестирую и отправляю продукцию. Моя команда обеспечивает быструю выдачу образцов, бесплатную доработку и испытания на прочность. Ниже я делюсь своими полевыми наблюдениями.
Как создавать высечки?
Я начинаю с определения места размещения витрины. Я указываю правила для розничных продавцов, размер поддона, вес товара и тип штрихкода. Затем я создаю дизайн на основе единого шаблона.
Я определяю ограничения по продукции и розничной цене, выбираю картон и гофрокартон, устанавливаю слои для резки и биговки, контролирую поля и безопасность печати, планирую зоны UPC/EAN, укладываю картон на поддоны для Австралии и США, создаю образец и провожу стресс-тестирование перед печатью.

Моя пошаговая сборка
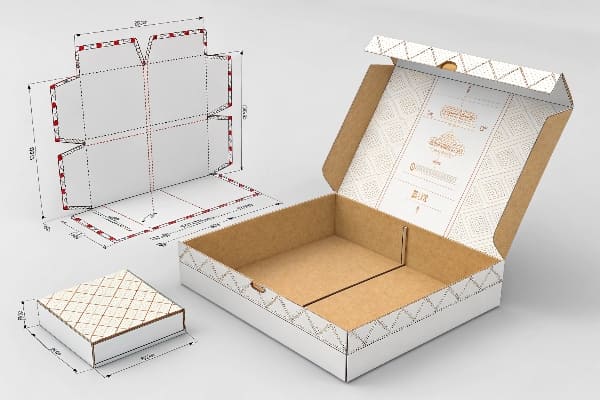
Я упрощаю и делаю понятными все этапы работы для своей команды и для покупателей, которым важна скорость. Я указываю все значения в миллиметрах и дюймах, чтобы избежать ошибок. Я также блокирую зоны с низким уровнем детализации штрихкодов, поскольку покупатели в США используют UPC-A, в то время как многие покупатели в Австралии используют EAN-13. Я всегда укладываю товары на поддоны заранее¹ . На складах в США ожидаются размеры 48×40 дюймов, в то время как австралийские распределительные центры часто планируют 1165×1165 мм (CHEP). Я храню оба варианта в основном файле и помечаю их. Я также планирую прочность с самого начала. Охотничье снаряжение и инструменты для активного отдыха добавляют вес, поэтому я добавляю более широкие клеевые клапаны и более широкие ножки на напольных витринах. Я провожу испытания на падение и вибрацию² , потому что при транспортировке сначала страдают слабые ноги. Я делаю быстрый цифровой образец печати, чтобы подтвердить цвет и размеры текста для покупателей старшего возраста. Я делаю небольшую партию, чтобы подтвердить время сборки в цехе. Я поддерживаю четкую развертку, чтобы персонал магазина мог прочитать ее за считанные секунды.
| Шаг | Что я делаю | Почему это важно (Австралия + США) |
|---|---|---|
| 1 | Укажите размер/вес продукта3 | Предотвратить обрушение и наклон |
| 2 | Правила розничной торговли блокировкой | Соответствует ценам Walmart/Target и Coles/Woolworths |
| 3 | Выберите доску и флейту | Баланс затрат, печати, силы |
| 4 | Установите параметры обрезки/биговки/выпуска за обрез | Качественная печать и быстрая подготовка к печати |
| 5 | Зарезервировать зоны штрихкодов | UPC-A (США) / EAN-13 (Австралия) тихие зоны |
| 6 | Паллеты карт | Подходит для размеров США 48×40″ / Австралии 1165×1165 мм |
| 7 | Прототипирование и тестирование4 | Выявляйте ошибки до массовой печати |
Каковы рекомендации по применению диэлина?
Я сначала пишу правила, а потом начинаю рисовать. Правила экономят часы в дальнейшем. Я устанавливаю четкие слои, безопасные зоны и обозначаю потребности для обоих рынков.
Используйте четкие названия слоев, двойные блоки, отступ 3–5 мм, защитный зазор 5–8 мм, зоны, свободные от штрихкодов, примечания к гофре/волокнам, схемы паллет, зоны склеивания и стрелки сборки; проверьте с помощью образца и испытания на падение.
Правила межрыночных отношений, на которые я полагаюсь
Я придерживаюсь рекомендаций, которым мои дизайнеры и печатные бригады могут следовать без догадок. Я устанавливаю поля обрезки на уровне 3–5 мм и увеличиваю их до 6 мм на плотном гофрированном картоне, где смещение совмещения больше. Я отмечаю безопасные места на расстоянии 5–8 мм от разрезов и 10 мм от нижней части с фиксаторами. Я указываю направление гофрирования для поддержки вертикальной нагрузки. Область штрихкода остается незапечатанной (5) для обеспечения «тихой зоны». Я записываю варианты UPC-A и EAN-13 на макетной доске, чтобы бренд мог выбрать нужный вариант позже без перерисовки. Я добавляю ограничения по паллетам и проходам, поскольку проходы на складах в США и распределительных центрах Австралии имеют разные схемы поворотов и укладки. Я добавляю простые стрелки для сборки; персонал магазина должен собирать быстро. Я включаю маркировку для вторичной переработки (6) , соответствующую политике каждого рынка, по запросу. Я проверяю цвет с помощью недорогой цифровой пробной печати. Я провожу одноэтапное испытание на транспортировку для проверки углов и ножек. Я утверждаю макет только после того, как прототип пройдет проверку.
| Тема | НАС | Австралия | Моё правило |
|---|---|---|---|
| Штрих-код | UPC-A | EAN-13 (GS1)7 | Сохраните оба заполнителя |
| Основание поддона | 48×40″ | 1165×1165 мм | Сопоставьте оба варианта в файле |
| Единицы | Дюймы — обычные | Миллиметры распространены | Всегда показывайте оба варианта |
| Кровотечение | 3–5 мм | 3–5 мм | Поднимите до 6 мм на гофрированном 8-дюймовом листе. |
| Безопасность | 5–8 мм | 5–8 мм | 10 мм вблизи шлюзов |
| Флейта/Виноград | Примечание по нагрузке | Примечание по нагрузке | Вертикальная канавка для колонн |
| Метки | Специфика для розничных продавцов | Специфика для розничных продавцов | Сохраните бесплатную панель по соблюдению нормативных требований |
Что такое дилиновая структура?
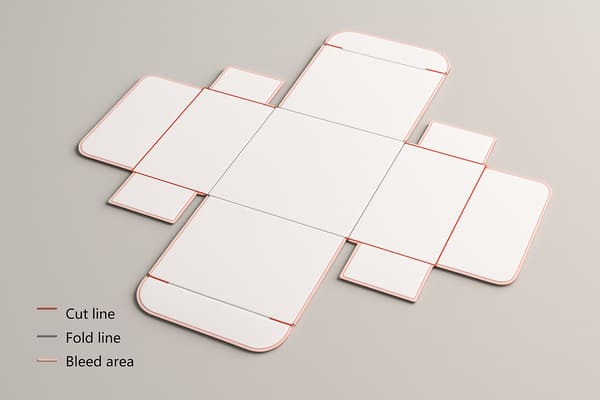
Разметочный лист — это не просто форма. Это набор слоев. Слои указывают ножам, биговальным машинам, печатникам и упаковщикам, что делать.
Структура развертки представляет собой многослойный файл, в котором разделены этапы резки, сгибания, перфорации, склеивания, печати и примечаний, что позволяет разработчикам, специалистам по изготовлению оснастки и производственным процессам читать один и тот же план без догадок.
Слои, которые меня никогда не подводят
Я придерживаюсь строгих правил в отношении цветов и типов линий. Линии резки остаются сплошными пурпурными и перекрываются при печати макетов. Линии сгиба используют пунктирный голубой цвет. Перфорация — точечно-пунктирную. Зоны склеивания используют мягкую заливку. Графика только для печати находится на отдельном слое и никогда не затрагивает слои оснастки. Я добавляю слой сборки со стрелками и цифрами для персонала магазина. Я включаю слой соответствия 9 с пустыми панелями для маркировки ARL или других видов переработки в Австралии и для примечаний для розничной торговли в США. Я сохраняю слой паллетирования 10 с контурами для обоих рынков. Я блокирую слой размеров с двумя единицами измерения. Я включаю слой примечаний для класса картона и отделки, например, гофрированный картон, однослойный картон и матовый водный лак. Такая структура ускоряет передачу. Допечатная подготовка может захватывать макет без перемещения контуров резки. Оснастка может экспортировать DXF для изготовителя штампов. Производство может с первого взгляда проверить положение клея.
| Слой | Линия/Заливка | Цель | Примечания |
|---|---|---|---|
| Резать | Твердый | Ножевой путь11 | Не наносить дополнительные отпечатки |
| Складка | Пунктирный | Путь к оценке | Добавить баллы |
| Перф | Точка-тире | Путь разрыва | Контроль прочности на разрыв |
| Клей | Заполнение цветом | Зоны адгезии12 | Добавить размеры перекрытия |
| Печать | CMYK/RGB | Графика | Держитесь подальше от ножа |
| Сборка | Стрелки/цифры | Этапы сборки | Команды гуманитарных магазинов |
| Согласие | Пустые коробки | Метки | Для нужд Австралии/США |
| Схема паллет | Контуры | Складирование | Присутствие в США и Австралии |
| Размеры | Двойные блоки | Проверки | Отсутствуют погрешности масштабирования |
В чём разница между шаблоном и вырубным шаблоном?
Люди путают эти слова. Это приводит к дорогостоящим ошибкам. Я храню их отдельно в своих файлах и в разговорах с покупателями.
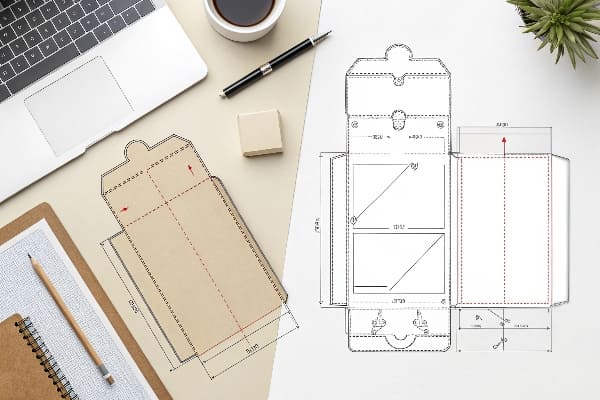
Шаблон — это исходная схема для определения размера и фирменного стиля; вырубной контур — это окончательный, готовый к использованию, многослойный набор контуров для раскроя, сгибания и склеивания. Шаблоны служат направляющими; вырубные контуры — средствами производства.
Как я это объясняю командам и покупателям
я использую шаблон 13. Шаблон показывает внешние размеры, примерные панели и места расположения ключевых элементов дизайна. Я использую его для сбора отзывов и ускорения утверждения дизайна. Шаблон гибок и быстр. Я никогда не отправляю шаблон изготовителю штампов. Шаблон вырубки 14 — это другое дело. Шаблон вырубки точен и зафиксирован. Он содержит слои для резки, сгибания, перфорации и склеивания. Он включает зоны штрихкодов, схемы палет и примечания. Он готов к изготовлению оснастки. Я перехожу от шаблона к шаблону вырубки только после того, как бренд утвердит 3D-рендеринг и образец. Я усвоил это на собственном горьком опыте, работая над тяжелым напольным дисплеем для уличной продукции. Я поспешил с изготовлением шаблона и оснасткой. Ножки порвались при транспортировке, потому что не было дополнительного запаса по сгибу. Я переделал его, используя настоящий шаблон вырубки, добавил ножки большего размера и изменил направление гофрирования, и дисплей прошел испытания на падение. С тех пор я четко указываю имена в электронных письмах, названиях файлов и цитатах.
| Элемент | Шаблон | Дилине |
|---|---|---|
| Цель | Концепция и соответствие | Производство и оснастка15 |
| Слои | Минимальный | Полная обрезка/сгиб/перфорация/клей/примечания |
| Точность | Приблизительно | Точность с допусками |
| Имя файла | *_template.ai | *_dieline.ai (или .dxf для die) |
| Аудитория | Брендинг/маркетинг | Допечатная подготовка/оснастка/производство16 |
| Изменение курса | Высокий | Низкий (контролируемый) |
Заключение
Один основной шаблон, два рынка. Я разрабатываю дизайн с использованием двух модулей, вариантов штрихкодов, палетных карт и строгих слоев. Я создаю прототипы на ранних стадиях. Я защищаю время, затраты и доверие.
Изучение этого ресурса позволит получить представление об оптимизации логистики и повышении эффективности вашей цепочки поставок. ↩
Понимание этих испытаний поможет гарантировать, что ваша продукция выдержит транспортировку, повысив ее долговечность и удовлетворенность клиентов. ↩
Понимание размеров и веса товара имеет решающее значение для обеспечения целостности упаковки и предотвращения повреждений во время транспортировки. ↩
Создание прототипов и тестирование помогают выявлять потенциальные проблемы на ранних стадиях, экономя время и ресурсы в долгосрочной перспективе. ↩
Понимание значимости области, не содержащей штрихкод, может улучшить дизайн упаковки, обеспечив более эффективное сканирование и соответствие требованиям. ↩
Изучение роли маркировки вторичной переработки может помочь вам соответствовать рыночной политике и продвигать принципы устойчивого развития в вашей упаковке. ↩
Перейдите по этой ссылке, чтобы понять значение и области применения штрихкодов EAN-13 в розничной торговле и логистике. ↩
Узнайте, как гофрированные материалы повышают прочность и экологичность упаковки, делая ее идеальной для различных применений. ↩
Понимание уровней соответствия имеет решающее значение для обеспечения того, чтобы ваши проекты соответствовали отраслевым стандартам и нормативным требованиям. ↩
Изучение возможности использования многослойной паллетизации может повысить эффективность упаковки и оптимизировать процессы отгрузки. ↩
Понимание траекторий движения ножа имеет решающее значение для точной резки в дизайне, обеспечивая безупречное выполнение ваших проектов. ↩
Изучение зон склеивания помогает оптимизировать эффективность упаковки и обеспечить прочное соединение элементов в ваших конструкциях. ↩
Изучение возможностей использования шаблонов может улучшить ваш рабочий процесс в области дизайна, сделав его более эффективным и результативным. ↩
Понимание высечек имеет решающее значение для обеспечения точного и эффективного дизайна упаковки, поэтому этот ресурс бесценен. ↩
Перейдите по этой ссылке, чтобы получить представление об эффективных стратегиях и методах в производстве и инструментальном производстве. ↩
Этот ресурс поможет вам понять важнейшие функции допечатной подготовки и оснастки в обеспечении качественного производства. ↩



