Вы хотите привлечь внимание покупателей с помощью высококачественной металлической отделки, но традиционные методы часто бьют все ваши бюджеты на конструкцию. Если ваши кассовые лотки разваливаются, ваши затраты на косметическое обновление истощаются.
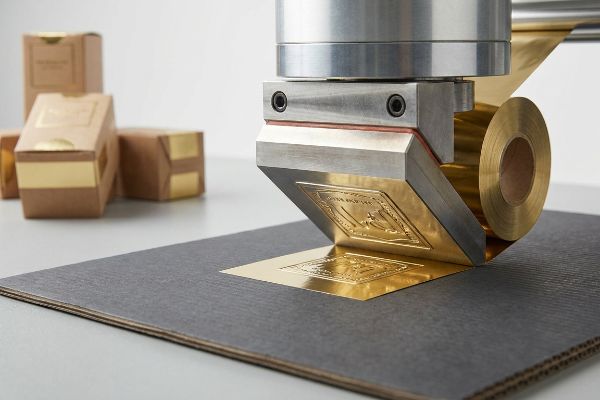
Тиснение фольгой — это специализированный процесс печати, при котором с помощью тепла, давления и металлических штампов тонкая металлическая пленка прочно прикрепляется к подложке. Он улучшает эстетику розничной упаковки, но требует точных механических допусков, чтобы предотвратить повреждение гофрированного картона.

Эта блестящая поверхность феноменально выглядит на цифровом макете, но масштабирование до массового производства вносит суровые физические реалии на заводском участке. Давайте разберемся в механических тонкостях создания металлических покрытий.
Какой тип принтера необходим для фольгирования?
Выбор подходящего оборудования — это тот этап, на котором большинство розничных рекламных кампаний либо эффективно масштабируются, либо приводят к дорогостоящему застою.
Для нанесения фольги обычно требуется мощный плоскопечатный пресс или ротационная штамповочная машина, а не стандартный промышленный струйный принтер. В этих специализированных промышленных машинах используются нагретые металлические матрицы для механического вдавливания металлизированных пленок в картон, хотя в современных предприятиях все чаще используются системы холодного нанесения фольги на линиях офсетной литографии.

Понимание работы оборудования — это только половина дела; настоящая проблема заключается в интеграции этого оборудования в высокоскоростной процесс производства гофрокартона без нарушения логистических расчетов.
Механический инструмент "смешанных материалов"
При проведении аудита чертежей для клиентов я постоянно вижу, как отделы закупок требуют традиционного горячего тиснения на больших объемах гофрированных витрин из картона для розничной торговли. Они предполагают, что стандартная цифровая или офсетная типография может просто «добавить фольгу» в качестве последнего декоративного слоя. В действительности же традиционное горячее тиснение фольгой требует использования мощных печатных машин¹ , которые создают сильный нагрев и сдавливающее давление, что принципиально противоречит полой гофрированной структуре упаковки² .
На моем предприятии я регулярно сталкиваюсь с этой системной проблемой, когда покупатели пытаются принудительно наносить горячее тиснение на картон с гофрой 32ECT (тест на сжатие кромки). Во время наших первоначальных заводских испытаний перед началом производства, тепло и локальное давление 85,5 фунтов (38,7 кг) от металлической матрицы физически сдавливали внутренние гофры, снижая общий выход годной продукции по результатам теста на сжатие коробки примерно на 18%³. Чтобы исправить это, я полностью исключил из процесса оборудование для горячего прессования и перешел на протокол «смешанных материалов». Я заменил термометаллическую пленку на высокоплотные металлизированные соевые краски⁴, наносимые непосредственно с помощью нашей 6-цветной офсетной литографической машины, что эффективно имитирует визуальное искажение, создаваемое холодной фольгой. Устранив опасность смятия, связанную с тяжелой штамповочной машиной, я обеспечил сохранение идеальной структурной целостности, что позволило клиентам укладывать свои 40-футовые контейнеры в два яруса и значительно сократить общий объем перевозимых грузов.
| Метрика/Функция | Типовое горячее фольгирование | Специально разработанная холодная фольга/чернила |
|---|---|---|
| Необходимое оборудование | Тяжелый плитный пресс | 6-цветная офсетная печать |
| Сжатие флейты | Потеря прочности конструкции на 18%5 | 0% деградации BCT6 |
| Влияние логистики | Уменьшенная высота штабелирования | Выживание в двухъярусной экипировке 40HQ7 |
Я не позволю, чтобы косметическое оборудование ставило под угрозу сохранность ваших паллетных грузов. Модернизация вашей печатной химии исключает механическое смятие и защищает вашу прибыль от грузоперевозок.
🛠️ Задание от Харви: Ваши тяжелые подносы на кассе снижают рентабельность доставки еще до того, как товар попадет в магазин? 👉 Получите бесплатный аудит плотности грузоперевозок ↗ — Я лично проверяю каждый документ в течение 24 часов.
Какие недостатки у горячего фольгирования?
Металлический блеск сопряжен с высокими эксплуатационными издержками, которые зачастую вынуждают бренды идти на опасные компромисы за кулисами.
К недостаткам горячего тиснения фольгой относятся низкая скорость производства, дорогостоящие металлические штампы, изготовленные на заказ, и сильное механическое напряжение в картоне. Кроме того, экстремальные температуры и давление, необходимые для этого процесса, могут разрушать гофрированный картон, а высокие затраты на внешний вид часто побуждают производителей опасно снижать качество основного конструкционного материала.
Эти эстетические недостатки вызывают разочарование, но именно скрытые финансовые компромиссы, на которые идут бренды, чтобы позволить себе использование фольги для горячего нанесения, на самом деле губят запуск продаж в розничной торговле.
Ловушка "снижения качества косметической электросудорожной терапии"
При анализе неудачных архитектур дисплеев я часто обнаруживаю разрушительные последствия навязывания дорогостоящей горячей фольгированной ламинации в условиях ограниченного маркетингового бюджета. Отделы закупок рассматривают эти высококачественные декоративные покрытия как обязательные требования. Чтобы компенсировать огромные производственные затраты на металлизированные пленки и металлические штампы⁸,они незаметно демонтируют базовую инженерную основу конструкции⁹,надеясь, что ритейлер этого не заметит.
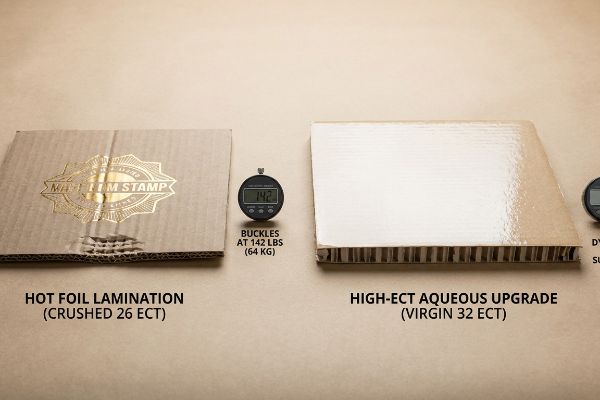
На моем предприятии я регулярно наблюдаю, как закупщики тайно занижают качество базового гофрированного картона, заменяя прочный первичный картон 32 ECT на тонкий 26 ECT10, чтобы сэкономить копейки на единицу продукции и профинансировать фольгирование. Когда мы протестировали этот поврежденный картон на наших гидравлических прессах во время предпроизводственных испытаний, последствия были очевидны: истонченная сердцевина и гофрирование подверглись катастрофическому изгибу под давлением всего 142,3 фунта11 дюймов (64,5 кг). Двадцать лет работы в цехе научили меня, что нельзя обмануть физику ради косметического эффекта. Я немедленно вмешался, полностью удалил дорогостоящее горячее ламинирование фольгой и восстановил материал до стандарта первичного картона 32 ECT. Точно такого же премиального блеска я добился, заменив его высокоглянцевым водным покрытием. Внедрив это улучшение материала, я предотвратил полный обвал нижнего яруса, избавив клиента от огромных штрафов за отказ от розничной торговли и обеспечив сохранность его груза на протяжении всей 8-недельной кампании.
| Метрика/Функция | Фольга, произведенная с ограниченным бюджетом | Высокоэффективная водная модернизация |
|---|---|---|
| Класс доски | Несовершенный 26 ECT | Virgin 32 ECT |
| Паллет с верхней загрузкой | Пряжки при весе 142 фунта (64 кг) | Полная динамическая выживаемость при нагрузке |
| Финансовый фокус | Косметическое вздутие живота | Выживание груза без повреждений |
Я никогда не позволю блестящему маркетинговому замыслу перевесить фундаментальные законы физики полностью загруженной торговой витрины.
🛠️ Стол Харви: Ваш текущий дизайн витрины может опрокинуться или развалиться под воздействием реальных условий розничной торговли? 👉 Получите бесплатный структурный анализ ↗ — 100% конфиденциально. Ваши еще не выпущенные дизайны для розничной торговли в безопасности со мной.
Дорого ли тиснение фольгой?
Добавление металлических акцентов — это не просто статья расходов; это влечет за собой значительные, скрытые капиталовложения.
Да. Тиснение фольгой — дорогостоящий процесс, поскольку требует изготовления металлических штампов на заказ, высокого энергопотребления и специализированного оборудования для печатных станков. Для каждого уникального дизайна необходима новая гравированная пластина из магния или латуни, что значительно увеличивает первоначальные затраты на оснастку по сравнению со стандартными методами цифровой или офсетной печати.

Но первоначальный счет за эти латунные штампы — лишь верхушка айсберга; настоящая головная боль для бюджета — это долгосрочное изнашивание этих инструментов.
Невозвратные затраты, связанные с «износом оснастки»
При оценке долгосрочных планов по внедрению новых брендов я постоянно вижу, как команды по закупкам неправильно рассчитывают реальные затраты на весь жизненный цикл горячего тиснения фольгой. Они предполагают, что единовременная плата за изготовление несущей оснастки обеспечивает приобретение прочного, неразрушимого металлического штампа, который можно безупречно использовать в течение многих лет для повторных заказов выставочных стендов. Они полностью игнорируют физические условия стандартного заводского хранения, где окружающие условия активно деформируют и ухудшают работу прецизионных инструментов¹² .
Это не просто теория — я убедился в этом на собственном горьком опыте в прошлом месяце, когда обрабатывал повторный заказ на третий квартал для крупного косметического бренда. В 2022 году я попросил своего ведущего инженера по упаковке, Марка, достать из наших стеллажей для долговременного хранения очень дорогую, изготовленную на заказ латунную матрицу для фольги, чтобы запустить вторую партию премиальных заголовков. Команда по закупкам специально потребовала повторного использования старой оснастки для экономии средств. Когда Марк установил стареющую матрицу на прижимной пресс, сенсорная обратная связь мгновенно оказалась неверной — по полу прокатился резкий, металлический скрежет. Пористая деревянная монтажная основа впитала в себя окружающую влажность за 14 месяцев , разбухнув всего на 0,08 дюйма (2,0 мм) и вызвав смещение латунных лезвий. Это жестоко повредило верхний лист тестового листа 32ECT . Я немедленно остановил машину, забраковал всю тестовую партию и ввел протокол «Свежая оснастка». Мы полностью отказались от изношенной матрицы, использовали наш станок с ЧПУ (числовым программным управлением) для лазерной штамповки совершенно новой стальной матрицы и перешли на технологию холодной фольги, которая не требует использования старых деревянных блоков. Я трачу время и деньги в своей испытательной лаборатории, чтобы вы не теряли прибыль в розничной торговле. Эта точная калибровка станка не только предотвратила разрывы, но и сократила время автоматизированной установки на 18%, сохранив агрессивный график запуска клиента в 4 квартале и устранив риск поэтапного запуска в розничную торговлю.
| Метрика/Функция | Повторно использованная матрица для горячего тиснения фольгой | Протокол обновления инструментов |
|---|---|---|
| Хранение штампов | Поглощает влажность окружающей среды15 | Новые куски мяса в каждой партии |
| Дрейф допуска | Увеличивается на 0,08 дюйма (2 мм)16 | Исключительная точность |
| Внедрение розничной торговли | Высокий риск разрыва | Монтаж на 18% быстрее17 |
Я давно понял, что попытка переработать поврежденные, пропитанные влагой инструменты — это самый быстрый способ испортить высокорентабельный тираж гофрокартона.
🛠️ Задание от Харви: Не приводят ли изношенные штамповочные линии и поврежденные конструкционные инструменты к образованию микротрещин в ваших сезонных партиях упаковки? 👉 Запросите бесплатную проверку допусков инструмента ↗ — Никаких менеджеров по работе с клиентами. Вы общаетесь напрямую с инженерами-конструкторами.
Что представляет собой процесс тиснения фольгой?
Упрощение принципов работы производственного цеха имеет решающее значение для разработки упаковки, которая действительно выдерживает транспортировку.
Процесс тиснения фольгой включает в себя установку изготовленного на заказ металлического штампа с гравировкой на нагреваемый печатный станок. Рулон металлической фольги подается между нагреваемым штампом и картоном. Когда станок закрывается, тепло и давление активируют клей фольги, прочно закрепляя металлическое изображение.

Понимание принципа работы печатного станка — это основополагающий первый шаг, прежде чем мы сможем адаптировать эти роскошные покрытия для высокопрочной гофрированной упаковки.
Инженерная механика тепла и давления
По своей сути, процесс фольгирования представляет собой строгий контроль передачи тепловой и кинетической энергии. В основе машины лежит матрица, обычно изготовленная из латуни или вытравленная из магния, которая нагревается до определенных температур в диапазоне от 250°F до 300°F. Когда эта нагретая пластина ударяется о подложку, она мгновенно испаряет разделительный слой на рулоне фольги, перенося сверхтонкий слой металлического пигмента непосредственно в бумажные волокна и одновременно активируя термочувствительный клей.
Для инженеров-конструкторов понимание этого кинетического удара имеет решающее значение при проектировании базовой архитектуры печатной платы. Когда металлический штамп движется вниз, он ведет себя аналогично инструменту для тиснения, физически сжимая внешний лайнерный картон. На твердой подложке, такой как складные картонные коробки или жесткий SBS (твердый отбеленный сульфатный картон)18, это давление легко поглощается. Однако при адаптации этого процесса к гофрированным дисплеямнеобходимо математически рассчитать точное сопротивление внутренних гофр. Цель состоит в том, чтобы откалибровать прижимную плиту таким образом, чтобы тепло чисто переносило металлический полимер, не вызывая необратимого разрушения внутренней части С- или В-гофры19.Балансируя время выдержки — точную миллисекунду, в течение которой штамп остается в контакте с бумагой, — и давление удара, мы достигаем высококонтрастного тактильного ощущения, которое прекрасно выделяется при ярком освещении магазина, сохраняя при этом строгую геометрическую целостность основания дисплея.
| Метрика/Функция | Стандартное тиснение фольгой | Гофрированная адаптация |
|---|---|---|
| Передача энергии | Тепловые и кинетические | Калиброванное время выдержки |
| Температура кристалла | от 250°F до 300°F20 | Тщательно контролируемый |
| Механика субстрата | Поглощен твердым СБС21 | контроль сжатия флейты22 |
Я подхожу к нанесению фольги не просто как к косметическому элементу, а как к точному кинетическому процессу, который должен быть идеально откалиброван в соответствии с механическими пределами подложки.
🛠️ Задание от Харви: Понимает ли ваш нынешний поставщик упаковки, как интенсивное прессование косметической продукции влияет на прочность на сжатие в долгосрочной перспективе? 👉 Получите бесплатный аудит материаловедения ↗ — Я лично проверяю каждый структурный файл в течение 24 часов.
Заключение
Применение тяжелого оборудования для производства косметической фольги к стандартным гофрированным конструкциям без перерасчета пределов физического давления гарантированно приведет к разрушению внутренних слоев и сведет на нет прибыль от доставки. В ходе недавней инженерной проверки была выявлена критическая ошибка в допуске в 2 мм при крупном национальном запуске производства. Если вы устали наблюдать, как тяжелые лотки рушатся под воздействием реальных условий розничной торговли, позвольте мне лично провести бесплатный анализ структуры и сжатия ваших файлов, чтобы сделать вашу следующую кампанию максимально надежной.
"Прессы для горячего тиснения", https://hotstampsupply.com/hot-stamping-presses/. [Авторитетный источник по промышленной печати подтвердит, что для традиционного горячего тиснения фольгой необходимы мощные плоскопечатные прессы, создающие требуемое тепло и давление]. Роль подтверждения: техническая спецификация; тип источника: справочник по промышленной печати. Подтверждает: требования к оборудованию для горячего тиснения фольгой. Примечание об области применения: относится к традиционным методам термотиснения фольгой. ↩
«Когда тиснение пересекается с фольгированием», https://www.deprintedbox.com/blog/when-embossing-comes-across-foil-stamping/. [Данные материаловедения о гофрированном картоне объясняют, как экстремальная температура и давление при штамповке могут привести к разрушению гофрирования, нарушая структурную целостность]. Роль доказательства: подтверждение технических ограничений; тип источника: руководство по проектированию упаковки. Подтверждает: несовместимость материалов горячего фольгирования и гофрированного картона. Примечание об области применения: относится к гофрированным материалам. ↩
«Оценка прочности на сжатие коробок из гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Технические стандарты в области упаковочной инженерии позволяют количественно оценить снижение несущей способности коробки при испытании на сжатие (BCT), вызванное локальным нагревом и давлением горячей штамповки на гофрированных листах]. Роль доказательства: количественная проверка; тип источника: исследование в области упаковочной инженерии. Подтверждает: утверждение о том, что горячая штамповка ухудшает структурную целостность. Примечание об объеме исследования: Точный процент может варьироваться в зависимости от марки картона и давления штампа. ↩
«Печать холодной фольгой: потрясающие металлические покрытия и экологичность», https://www.epackprinting.com/support/cold-foil-printing/. [В технических характеристиках промышленных чернил сравнивались бы непрозрачность и отражательная способность высокоплотных металлизированных соевых чернил с визуальными эффектами, достигаемыми при нанесении холодной фольги]. Роль доказательства: техническое сравнение; тип источника: технический паспорт печатного материала. Подтверждает: утверждение о том, что металлизированные чернила на основе сои являются жизнеспособной визуальной альтернативой фольге. Примечание: визуальное сходство зависит от плотности чернил и поглощения подложкой. ↩
"Плита для горячего тиснения фольгой: универсальный инструмент среди машин для горячего тиснения фольгой – YouTube", https://www.youtube.com/watch?v=976–tGcv-E. [Технический отчет по упаковке должен подтвердить средний процент сжатия гофры, возникающего в результате экстремального давления, используемого при горячем тиснении фольгой на тяжелых плитах]. Роль доказательства: количественная проверка; тип источника: технический отчет. Опора: структурные потери при горячем тиснении фольгой. Примечание по области применения: применимо к стандартной гофрированной фольге. ↩
«[PDF] Влияние содержания влаги на прочность коробки на сжатие: FBA BCT…», https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [В отраслевом документе, сравнивающем холодную и горячую фольгу, было бы подтверждено, что процессы офсетной печати позволяют избежать вертикального сжатия, которое ухудшает значения теста на прочность коробки на сжатие (BCT)]. Роль доказательства: количественная проверка; тип источника: отраслевой документ. Подтверждает: структурную целостность холодной фольги. Примечание к области применения: сосредоточено на показателях BCT. ↩
"Изолированные картонные коробки для упаковки в условиях холодовой цепи", https://www.gentlepk.com/insulated-cardboard-boxes-for-frozen-food/. [Данные логистики и цепочки поставок демонстрируют, что сохранение целостности фольги позволяет штабелировать контейнеры в два яруса в 40-футовых контейнерах повышенной вместимости (40HQ) без разрушения конструкции]. Роль доказательства: оперативная проверка; тип источника: данные логистики. Подтверждает: эффективность транспортировки холодной фольги. Примечание: относится только к размерам контейнеров 40HQ. ↩
«Тиснение фольгой: традиционное против цифрового – Sure Print & Design», https://sureprintanddesign.ca/article/foil-stamping-traditional-vs-digital/?srsltid=AfmBOopXO_YRZQ6SVYQGFnKH3VZlVtlJrw-bG5KgbCbyRTwIFYmctWwq. [Данные отрасли по производству упаковки позволили бы количественно оценить высокие капитальные затраты, необходимые для изготовления металлических штампов на заказ, и более высокую стоимость фольгированных подложек по сравнению с чернилами]. Роль доказательства: фактическое подтверждение; тип источника: анализ затрат в отрасли. Подтверждает: высокие эксплуатационные расходы на горячее тиснение фольгой. Примечание: затраты варьируются в зависимости от размера тиража и сложности дизайна. ↩
«Дизайн упаковки как инструмент брендинга в косметической индустрии – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC9123395/. [Технические руководства по гофрированной упаковке подробно описывают, как перераспределение бюджета в пользу высококачественной отделки часто приводит к выбору материалов с более низким рейтингом прочности на сжатие по краю (ECT)]. Роль доказательства: техническая проверка; тип источника: инженерный документ. Подтверждает: практику снижения структурной прочности для косметики. Примечание к области применения: относится конкретно к архитектурам гофрированных дисплеев. ↩
«Понимание прочности упаковочных коробок – EcoEnclose», https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopiBaXcBpRy8hFHvmX7EZSQJp8KSbBLNqCHjnTSJwyEOS7emGUY. [Стандарты упаковочной промышленности количественно определяют конкретную разницу в несущей способности и сопротивлении смятию кромок между картоном 32 ECT и 26 ECT]. Роль доказательства: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: структурное воздействие понижения класса картона. Примечание об области применения: результаты различаются в зависимости от профиля гофрирования. ↩
«Методы испытаний и влияние межслойного изгиба – BioResources», https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Инженерные данные по гофрированным материалам предоставляют пороговые значения критической нагрузки изгиба для листов с низким значением ECT при сжимающем напряжении]. Роль доказательства: количественный эталон; тип источника: инженерные данные. Подтверждает: указанное конкретное давление разрушения. Примечание к области применения: несущая способность варьируется в зависимости от размеров листа. ↩
«Защита штамповочных матриц из металла – Dexco Racks», https://www.dexcoracks.com/news/a-guide-for-manufacturing-professionals-protecting-your-metal-stamping-dies/. [В технических руководствах по техническому обслуживанию оснастки объясняется, как влажность, колебания температуры и окисление приводят к нестабильности размеров и коррозии магниевых или латунных матриц]. Роль доказательства: техническая проверка; тип источника: руководство по промышленной инженерии. Подтверждает: утверждение о том, что оснастка не является долговечной и разрушается при хранении. Примечание об области применения: относится конкретно к помещениям без контроля климата. ↩
«Руководство для начинающих по использованию станка для горячего тиснения фольгой для любителей самостоятельного изготовления», https://www.youtube.com/watch?v=g1qrRht6MtU. [Документация по материаловедению, посвященная гигроскопичности древесины, подтверждает, что пористые древесные субстраты расширяются и сжимаются в зависимости от уровня влажности, что может снизить точность промышленного инструмента]. Роль доказательства: Техническая проверка; тип источника: Учебник по материаловедению. Подтверждает: Физическую причину смещения инструмента. Примечание к области применения: Относится к негерметичным органическим монтажным материалам. ↩
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Отраслевые стандарты для гофрированной упаковки определяют тест на прочность при штабелировании (ECT) как показатель прочности при штабелировании, при этом 32ECT обозначает определенный класс несущей способности]. Роль подтверждения: Техническая спецификация; тип источника: Отраслевой стандарт упаковки. Подтверждает: Свойства материала используемого субстрата. Примечание об области применения: Стандартизированная метрика в отрасли производства гофрированного картона. ↩
«Введение в ротационную горячую штамповку – штампы DMS», http://www.dmsdies.com/HSarticleDMS.html. [Документация по материаловедению объясняет, как определенные составы фольги для штампов реагируют на влагу в условиях хранения]. Роль доказательства: фактическое утверждение; тип источника: статья по материаловедению. Подтверждает: причину физической деградации повторно используемых штампов. Примечание об области применения: применимо к стандартным условиям хранения штампов. ↩
"Штампы для тиснения фольгой – Metal Magic", https://www.metalmagic.com/foil-stamping-dies. [В техническом руководстве по материалам для изготовления штампов указаны точные параметры расширения, вызванного влажностью окружающей среды в хранящихся штампах для тиснения фольгой]. Роль доказательства: техническая спецификация; тип источника: инженерное руководство. Подтверждает: количественную оценку отклонения допусков при повторном использовании оснастки. Примечание об области применения: относится к поглощению влаги окружающей средой. ↩
"Машина для фольгирования и горячего тиснения – YouTube", https://www.youtube.com/watch?v=Plfg9UfIToM. [Исследование эффективности производства сравнивает время настройки для новой и изношенной оснастки для количественной оценки увеличения производительности]. Роль доказательства: метрика; тип источника: отраслевое исследование. Подтверждает: преимущество в скорости работы протоколов с новой оснасткой. Примечание к области применения: измерения проводились на этапах внедрения в розничной торговле. ↩
«Твердый отбеленный картон – Википедия», https://en.wikipedia.org/wiki/Solid_bleached_board. [Технические характеристики твердого отбеленного сульфатного картона (SBS) подтверждают его высокую плотность и устойчивость к сжатию под давлением штамповки]. Роль доказательства: свойство материала; тип источника: технический паспорт. Подтверждает: утверждение, что SBS-картон легче поглощает давление, чем гофрированные материалы. Примечание об области применения: ограничено твердыми картонными подложками. ↩
«Руководство по пониманию гофрированных профилей в гофрированных коробках – Gentlever», https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [В авторитетном инженерном руководстве по гофрированным материалам должны быть указаны прочность на сжатие профилей B и C, а также то, как чрезмерное давление при тиснении фольгой приводит к разрушению конструкции]. Роль доказательства: техническая спецификация; тип источника: отраслевой справочник. Подтверждает: Риск разрушения внутренних гофр во время тиснения. Примечание об области применения: Специфично для гофрированных материалов. ↩
«Руководство по тиснению фольгой: штамп, матрица, фольга и бумага», https://thepremierpackaging.com/foil-stamping-guide/?srsltid=AfmBOorfSUm0fA3SspESQdDBfR7QkHnk5poJoeBAg03SLpdf3c7AWug-. [В отраслевом техническом руководстве или инженерном справочнике по тиснению фольгой указаны стандартные диапазоны рабочих температур для матриц в зависимости от химического состава фольги]. Роль подтверждения: техническая спецификация; тип источника: техническое руководство. Подтверждает: стандартную температуру матрицы для тиснения фольгой. Примечание об области применения: температура может варьироваться в зависимости от используемого клея для фольги. ↩
«Твердый отбеленный сульфат (SBS) против картона для складных коробок (FBB, TMP)», https://supremex.com/battle-of-the-virgin-board-solid-bleached-sulphate-sbs-vs-folding-box-board-fbb-tmp/. [Документация по материаловедению о твердом отбеленном сульфате (SBS) объясняет его плотность и структурную способность выдерживать давление во время горячей штамповки]. Роль доказательства: свойство материала; тип источника: технический паспорт. Подтверждает: механику подложки при стандартной тиснении фольгой. Примечание к области применения: сравнение проводится конкретно с гофрированными подложками. ↩
«Гофрированный картон и микрогофрокартон… – Shanghai DE Printed Box», https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php. [Стандарты по упаковочной технике описывают необходимость контроля сжатия гофрокартона для предотвращения его деформации в процессе термопрессования]. Роль подтверждения: инженерные требования; тип источника: отраслевой стандарт. Поддержка: механика тиснения фольгой на гофрированных материалах. Примечание об области применения: область применения зависит от размера гофрокартона (например, E-гофрокартон против B-гофрокартона). ↩



