Фирменные цвета идеально смотрятся на вашем ярком экране, но печать их на пористом гофрированном картоне — это совершенно другая реальность. Нечеткие, неравномерные цвета губят розничные продажи. Вот как мы решаем эту проблему.
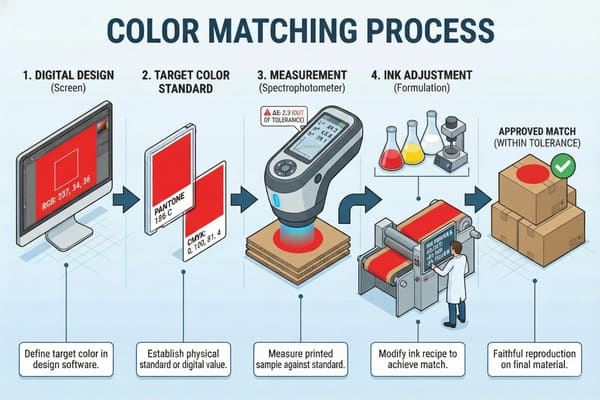
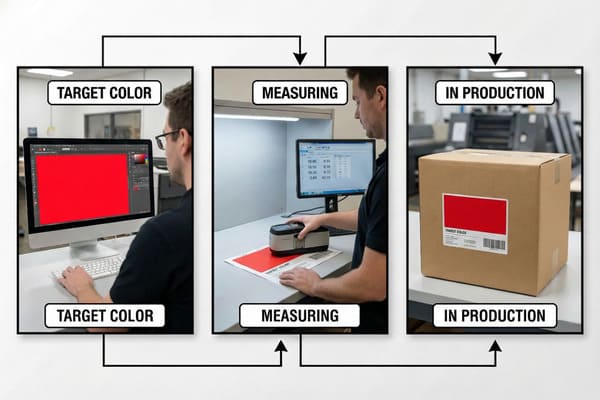
Процесс подбора цвета — это систематическая производственная процедура, которая сопоставляет цифровые файлы дизайна с физическим печатным результатом. В ней используются спектрофотометры и стандартные профили для обеспечения точного воспроизведения фирменных цветов на различных материалах, поддерживая визуальную согласованность в глобальных маркетинговых кампаниях розничной торговли.
Как владелец фабрики, я каждый день вижу, как блестящие дизайнерские решения рекламных агентств портятся на печатном станке. Давайте разберемся, как именно мы можем перевести ваши цифровые изображения на физический картон, не теряя при этом их выразительности.
Как происходит подбор цвета?
Утверждать макет упаковки на ярком экране ноутбука опасно. Жидкие чернила впитываются в бумагу, и внезапно ваш насыщенный красный цвет превращается в ржавчину. Давайте немедленно исправим этот рабочий процесс.
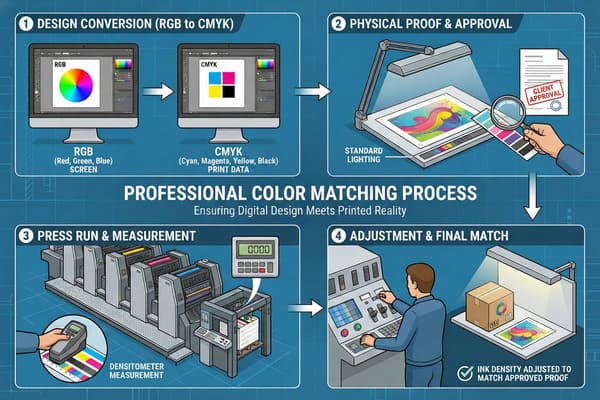
Процесс подбора цвета представляет собой последовательную методику, включающую цифровую калибровку файлов, физическую проверку и корректировку параметров печати. Для этого требуется программное обеспечение RIP (Raster Image Processor) для преобразования данных RGB в значения CMYK, за которым следует спектральный анализ гофрированного картона толщиной до 0,12 дюйма (3 мм).
Ловушка «мутных цветов» и реальность проверки GMG
Я усвоил это на собственном горьком опыте. Несколько лет назад клиент из Нью-Йорка, занимающийся производством косметики, одобрил красивый напольный стенд пурпурного цвета для масштабной рекламной кампании ко Дню святого Валентина. Они посмотрели цифровой PDF-файл на своих экранах с подсветкой и дали свое согласие. Мы напечатали его на стандартном картоне 32ECT B-flute, используя стандартные офсетные печатные формы CMYK. Результат? Пурпурные чернила глубоко впитались в пористую основу из крафт-бумаги и высохли, превратившись в тусклый, помятый фиолетовый цвет. Это была катастрофа. Мне пришлось полностью забраковать 5000 экземпляров. Это сводило меня с ума.
Именно из-за этого масштабного провала я полностью переработал наш допечатный процесс. На заводе нельзя просто нажать кнопку печати в Adobe Illustrator и надеяться на лучшее. Фактический процесс начинается с математической кривой уменьшения в нашем RIP-программном обеспечении. Гофрированный картон сильно страдает от « увеличения точки на 1 ». Когда влажные чернила попадают на пористую бумагу, полутоновые точки физически расширяются. Если в вашем цифровом файле требуется 50% голубой цвет, наше допечатное программное обеспечение автоматически уменьшает цвет печатной формы до 35% голубого, чтобы учесть это физическое расширение.
Но настоящим прорывом является наша система цветопробы GMG² . Прежде чем установить металлическую пластину на наш печатный станок Heidelberg Speedmaster, я отправляю вам физический пробный оттиск экспресс-почтой, напечатанный именно бумаге, которую вы заказали. Не на глянцевой фотобумаге. А на настоящем картоне. Мы измеряем цвет с помощью спектрофотометра, чтобы убедиться в идеальном соответствии допуска Delta-E. Если вы отправляете дисплеи в сухой климат, например, в Аризону, или на влажный склад во Флориде, содержание влаги влияет на то, как ложатся чернила. Мы фиксируем цвет физически, в реальном мире, а не только в цифровом виде на экране.
| Этап процесса | Цифровое утверждение (с недостатками) | GMG Physical Proofing (Expert) |
|---|---|---|
| Субстрат | Экран с подсветкой RGB | Фактический гофрированный крафт/CCNB |
| Компенсация за увеличение количества точек | Никто | Математическая кривая сокращения RIP3 |
| Влажность переменная | Проигнорировано | Учитывается при физическом тестировании |
| Измерение точности | Человеческий глаз | Спектрофотометр (ΔE < 2,0)4 |
Клиенты ненавидят это слышать, но ваш экран компьютера вас обманывает. Не подписывайте цифровой PDF-файл для массового запуска в розничную торговлю. Я заставляю своих закупщиков сначала утверждать физический макет GMG. Попросите меня предоставить видеозапись измерения цвета вашей конкретной марки с помощью нашего спектрофотометра.
Что такое система подбора цветов?
Стандартизация печати у разных глобальных поставщиков — это огромная головная боль. Без универсального языка синяя печать вашего бренда в Китае не будет совпадать с синей печатью в США.
Система подбора цвета представляет собой стандартизированную основу, такую как PMS (Pantone Matching System) или шкала серых оттенков G7, используемую для передачи точных спецификаций чернил по всему миру. Она обеспечивает точные формулы смешивания и целевые значения калибровки, гарантируя, что упаковка, произведенная на нескольких предприятиях, будет визуально идентична при освещении в розничной торговле.

Преодоление разрыва между США и Китаем посредством главной калибровки G7
В этой отрасли широко распространено заблуждение, что печать — это просто нанесение цветных чернил на резиновые валики. Клиент из Чикаго настоял на том, чтобы для основных коробок для своей продукции он использовал местную американскую типографию, а для временных напольных стендов — мою фабрику. Он считал, что предоставление нам одинакового кода Pantone достаточно для идеального совпадения цветов. Когда 60-дюймовые (152 см) стенды оказались на полу Walmart рядом с розничными коробками, цвета ужасно контрастировали.
Изначально я отказался печатать таким способом, потому что знал о риске. Американский завод был откалиброван по стандартам G7, в то время как мой старый печатный станок использовал японские стандарты FOGRA. Структура точек и баланс серого были принципиально разными. Мне пришлось модернизировать свой цех. Сегодня вся моя производственная линия работает по стандарту G7 Master Calibrated 5. Это абсолютный американский стандарт. Когда американский дизайнер присылает мне файл Adobe Illustrator с профилем GRACoL, мой печатный станок Heidelberg считывает его точно так же, как это сделал бы печатный станок в Чикаго.
Нам также приходится бороться с самим сырьем. Возьмем, к примеру, проблему с серебристым цветом PMS 877. Бренды любят блестящий серебристый текст, чтобы выглядеть премиально. Но необработанный гофрированный картон впитывает металлизированные частицы как губка. Если печатать серебром непосредственно на крафт-картоне, он превращается в грязный, мутный серый цвет. Чтобы преодолеть это ограничение системы, нам приходится сначала наносить сплошной белый базовый слой краски, чтобы запечатать бумажные волокна, а затем наносить металлизированную краску сверху. Это добавляет этап производства, но это единственный способ, которым система действительно может быть применена на полках магазинов.
| Системный стандарт | Основной регион | Баланс оттенков серого | Совместимость с картоном |
|---|---|---|---|
| ФОГРА | Европа / Азия (наследие) | TVI (увеличение тонального значения) на основе7 | Склонность к размытым средним тонам |
| Мастер G7 | Соединенные Штаты / Северная Америка | На основе визуального баланса серого8 | Отлично подходит для впитывания крафт-бумаги |
| ПМС (металлик) | Глобальный | Состав твердых чернил | Требуется белая грунтовка |
Калибровка системы — это невидимая разница между дешевыми заводами и надежными партнерами. Я потратил значительные средства на сертификацию G7, поэтому ваши файлы GRACoL печатаются здесь безупречно, без обычного для США и Китая цветового сдвига. Если вам нужна абсолютная стабильность для различных форматов упаковки, позвольте мне провести тестовую партию.
Что такое правило 70 х 20 х 10 для цветов?
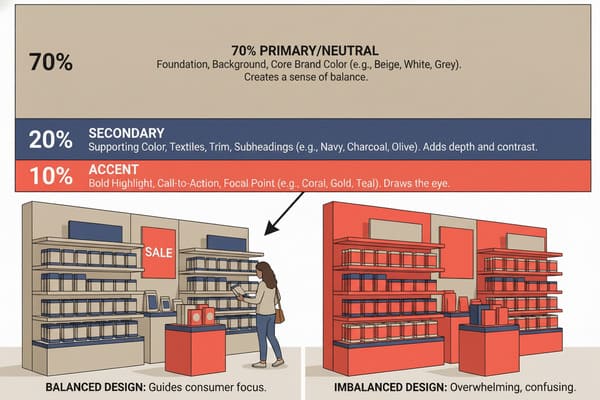
Заполняя витрину десятью разными яркими цветами, вы создаёте визуальный хаос. Покупатели проходят мимо загромождённых конструкций. Для увеличения продаж необходима строгая структурная иерархия в оформлении витрины.
Правило 70-20-10 — это основополагающий принцип дизайна, согласно которому в оформлении помещения должно быть 70 процентов доминирующего цвета, 20 процентов второстепенного цвета и 10 процентов акцентного цвета. Такое пропорциональное распределение направляет внимание потребителя, создает визуальный баланс и максимизирует импульсивные покупки в оживленных торговых зонах.
Управление общим лимитом чернил (TIL) для обеспечения структурной целостности
Применение визуального правила 70/20/10 звучит как чистая маркетинговая теория, но на заводском конвейере это буквально вопрос выживания конструкции. Позвольте мне объяснить физику чернил. Однажды дизайнер прислал мне файл с макетом контейнера для отходов энергетического напитка, где доминирующим цветом в «70%» был массивный, сплошной поток «черного цвета Photoshop» (C75 M68 Y67 K90). Это соответствует 300% общего покрытия чернилами.
Когда мы пропустили это через печатный станок, огромное количество жидких чернил пропитало насквозь лайнерный картон 32ECT B-flute. Картон размягчился и стал рыхлым на поддоне. Когда мы провели тест на сжатие коробки (BCT) 9 , дисплей прогнулся под весом всего 40 фунтов (18,1 кг). Тяжелые жидкие чернила полностью разрушили прочность бумаги на разрыв. Чтобы исправить эту катастрофическую поломку, мы теперь строго соблюдаем ограничение общего расхода чернил (TIL) в 260% 10 в нашем отделе допечатной подготовки. Мы берем этот опасный 300% черный цвет и математически преобразуем его в «безопасный насыщенный черный» (C40 M30 Y30 K100). Он выглядит идентично для человеческого глаза под флуоресцентными лампами Target или CVS, но при этом расходуется значительно меньше жидкости.
Правило 70/20/10 заставляет графических дизайнеров использовать негативное пространство и более светлые доминирующие цвета. Это позволяет сохранить гофрированный картон сухим и жестким. Используя небольшой акцентный цвет (например, ярко-желтый неоновый), чтобы привлечь внимание покупателя, вы экономите чернила, сокращаете время сушки на заводе и гарантируете, что напольная витрина действительно выдержит 68 кг продукции, на которую она рассчитана.
| Элемент дизайна | Обзор произведений искусства | Фабричная реальность (Картон) | Структурное воздействие |
|---|---|---|---|
| 70% доминирование | Тяжелый темный поток (>300% TIL)11 | Доска становится пропитанной/мягкой | Не проходит испытание на нагрузку в 150 фунтов (68 кг) |
| 70% доминирование | Свет/Негативное пространство | Доска остается сухой/жесткой | Прошел испытания на ударопрочность по стандарту ISTA12 |
| 10% Акцент | Яркий пятнистый цвет | Быстрое время УФ-отверждения | Резкий визуальный контраст |
Красивое оформление ничего не значит, если витрина рухнет в проходе супермаркета. Контролируя расход чернил за счет продуманных пропорций дизайна, я защищаю как имидж вашего бренда, так и ваш физический продукт. Отправьте ваши файлы AI моей команде разработчиков конструкции, прежде чем окончательно утвердить макет.
Каково правило подбора цветов?
Никогда не следует предполагать, что печатная машина знает, чего вы хотите. Без строгих математических правил температура, влажность и износ оборудования на заводе будут постоянно изменять цвета вашего бренда во время производственного цикла.
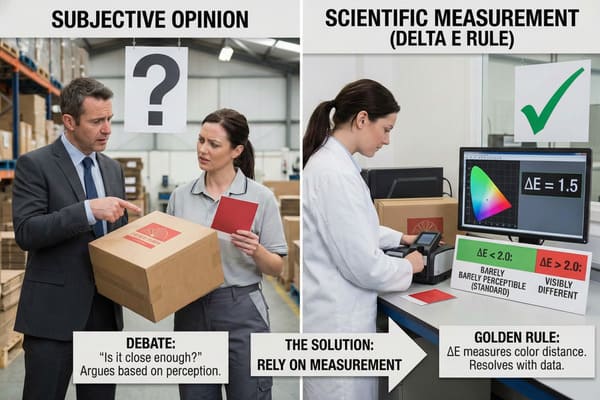
Правило соответствия цвета — это строгий норматив контроля качества, требующий, чтобы печатная продукция соответствовала допуску Delta-E менее 2,0 по сравнению с утвержденным эталонным образцом. Это математическое правило гарантирует, что цветовые вариации остаются совершенно незаметными для человеческого глаза при больших объемах производства.
Протокол отбора «Золотой образец» и регистрация результатов
Золотое правило на моей производственной линии — жесткое, но необходимое: 5000-й экземпляр должен выглядеть в точности так же, как и первый. Поддерживать эту стабильность в течение трехдневного цикла печати невероятно сложно. Валики печатной машины нагреваются. Влажность воздуха на заводе меняется с утра до вечера. Если мы постоянно не будем измерять качество продукции, цвета будут смещаться.
Мы боремся с этой заводской реальностью, используя протокол «Золотого образца». Перед началом массового производства я лично утверждаю один идеально отпечатанный лист, проверенный спектрофотометром. Этот физический лист находится непосредственно на пульте управления печатной машины Heidelberg. Каждый сотый лист, сошедший с линии, сканируется и математически сравнивается с этим эталонным образцом. Если значение Delta-E превышает 2,0, мы немедленно останавливаем машину.
Но соответствие цветов — это не только вопрос использования жидких чернил CMYK. Это также вопрос премиальной отделки. Бренды класса люкс любят наносить выборочное УФ-лакирование (блестящее прозрачное покрытие) поверх своего логотипа. Но гофрированный картон слегка растягивается под огромным давлением печатных цилиндров. Если УФ-пластина вырезана идеально идентично печатной форме, это небольшое растяжение приводит к тому, что глянец «смещается» с логотипа, создавая размытое, несовпадающее изображение. Я исправляю это, разрабатывая припуск на «захват» в 0,02 дюйма (0,5 мм) в нашем процессе трафаретной печати с высокой вязкостью. Мы также оттягиваем жесткую УФ-маску ровно на 0,12 дюйма (3 мм) от любых структурных линий сгиба. Если высохший УФ-полимер складывается во время сборки в магазине, он трескается и отслаивается, оставляя острые пластиковые обломки.
| Контрольная точка контроля качества | Отраслевой стандарт | Протокол нашей фабрики |
|---|---|---|
| Партийная согласованность | Визуальная проверка зрения | Спектрофотометр каждые 100 листов13 |
| Различия в цвете | Дельта-Е < 4,0 (видимый) | Дельта-Е < 2,0 (незаметно)14 |
| Точечная УФ-регистрация | Точное совпадение 1:1 (Дрифты) | Перекрытие ловушек 0,02 дюйма (0,5 мм) |
| Линии сгиба | Глянцевое покрытие складок (трещин) | Зона, препятствующая проникновению глянцевого покрытия, 0,12 дюйма (3 мм) |
Я не собираюсь оставлять репутацию вашего бренда на волю случая или усталых операторов станков. Наши строгие правила Delta-E и разработанные с учетом допустимых отклонений гарантируют отсутствие неожиданностей по прибытии вашего морского контейнера в распределительный центр. Попросите меня взять для вас случайный производственный образец прямо с пресса.
Заключение
Освоение работы с цветом на картоне требует не только хорошего графического дизайна, но и бескомпромиссной дисциплины заводского уровня. Перестаньте рисковать своими рекламными кампаниями, используя некачественную печать и мягкие основы. Получите мгновенный расчет стоимости , и мы поможем вам добиться успеха.
Понимание коэффициента увеличения цветопередачи (Dot Gain) имеет решающее значение для всех, кто занимается полиграфическим производством, поскольку он напрямую влияет на точность цветопередачи и качество конечного отпечатка. ↩
Изучение системы цветопробы GMG поможет вам понять, как передовая технология цветопробы гарантирует соответствие цветов напечатанных изделий ожиданиям, сокращая количество дорогостоящих ошибок. ↩
Узнайте, как математические кривые оптимизации RIP повышают точность печати и согласованность цветов, что крайне важно для высококачественной упаковки и профессиональной проверки качества. ↩
Узнайте, почему использование спектрофотометра с показателем Delta-E < 2,0 имеет решающее значение для точного подбора цвета в полиграфическом производстве и контроле качества. ↩
Понимание калибровки G7 Master Calibration помогает обеспечить единообразие цветопередачи в международной печати, что крайне важно для глобальных брендов и дизайнеров. ↩
Изучение принципов работы белой базовой грунтовки позволяет добиться высококачественного металлического покрытия на упаковке, избегая тусклых или мутных результатов. ↩
Узнайте, как баланс оттенков серого на основе TVI влияет на качество печати и почему это важно для достижения точной цветопередачи в устаревших системах. ↩
Узнайте о преимуществах визуального баланса серого в печати и о том, как он приводит к превосходным результатам, особенно при работе со сложными материалами, такими как крафт-бумага. ↩
Узнайте, как тест на сжатие коробки (BCT) оценивает прочность упаковки, гарантируя, что ваши витрины смогут безопасно выдерживать тяжелые товары. ↩
Узнайте, почему соблюдение ограничения на общее количество чернил в 260% имеет решающее значение для сохранения структурной целостности гофрированной упаковки и предотвращения дорогостоящих поломок. ↩
Узнайте, как плотное покрытие чернилами влияет на упаковочные материалы и почему это может привести к насыщению печатной платы чернилами и разрушению конструкции в реальных условиях эксплуатации. ↩
Узнайте о значении испытаний на ударопрочность по стандарту ISTA для упаковки и о том, как они обеспечивают безопасность и прочность продукции во время транспортировки и погрузки/разгрузки. ↩
Узнайте, как использование спектрофотометра каждые 100 листов может значительно повысить точность и согласованность цветопередачи в процессе печати. ↩
Узнайте, почему поддержание значения Delta-E < 2,0 обеспечивает незаметные цветовые различия, что приводит к превосходному качеству печати и удовлетворению потребностей клиентов. ↩



