
Вы вложили тысячи долларов в свой розничный бренд, но если ваша упаковка выглядит как стандартный коричневый транспортировочный куб, покупатели просто пройдут мимо.
Коробка, изготовленная методом вырубки, представляет собой точное упаковочное решение, созданное с использованием специальных стальных шаблонов или автоматизированных промышленных столов для штамповки нестандартных форм, соединительных выступов и линий сгиба. Этот масштабируемый процесс превращает плоские гофрированные материалы в сложные, структурно цельные трехмерные торговые витрины.

Однако понимание базового определения — это только первый шаг. Чтобы выжить в суровых логистических условиях крупных розничных сетей, необходимо понимать, как эти конструкции, изготовленные на заказ, проектируются на заводе.
Что такое коробки, вырезанные методом штамповки?
Большинство владельцев брендов считают, что фирменная коробка — это просто сложенный картон с красивым логотипом, напечатанным снаружи.
Коробки, изготовленные методом вырубки, представляют собой высоконастраиваемые упаковочные конструкции, форма которых формируется путем вдавливания острых стальных лезвий в гофрированный картон. В отличие от стандартных картонных коробок с прорезями, для этих конкретных контейнеров требуются уникальные структурные шаблоны для создания сложных углов, окошек для отображения содержимого и надежных запирающих механизмов, исключающих необходимость использования внешней упаковочной ленты.
Волшебство происходит не в типографском станке, а в отделе строительной инженерии, где математика встречается с сырым бумажным волокном.
Скрытые инженерные решения, лежащие в основе индивидуальной упаковки
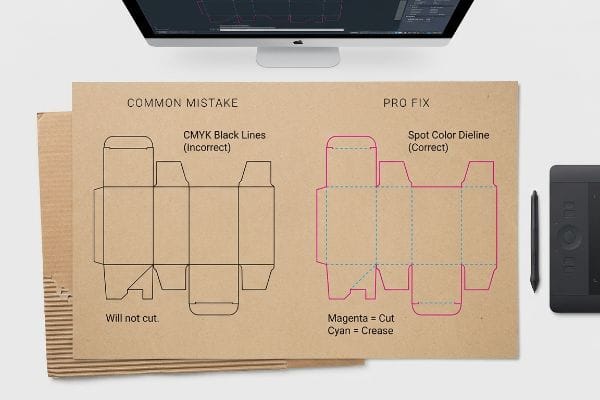
На начальном этапе легко предположить, что любая цифровая линия, нарисованная на экране, автоматически будет преобразована в физическую форму. Распространенный подход для начинающих — сначала разработать красивый внешний дизайн, а затем просто наложить стандартные черные контуры поверх изображения, чтобы указать, где коробка должна быть сложена или защелкнута.
Я знаю, вы смотрите на эту схему и чувствуете себя немного растерянно, потому что я вижу, как опытные графические дизайнеры каждую неделю совершают точно такую же ошибку. Вы отправляете файл со стандартными черными линиями CMYK (голубой, пурпурный, желтый и черный), описывающими вашу коробку на заказ. Но здесь, в цеху, наши автоматизированные столы для резки CAD (системы автоматизированного проектирования) не считывают визуальные черные чернила¹.Если вы не назначите этим линиям абсолютные механические плашечные цвета²,станок с ЧПУ (числовым программным управлением) просто объединит ваши линии резки со слоем макета. В результате вы получаете огромную партию прекрасно напечатанного картона без каких-либо физических разрезов, заставляя вашу команду упаковщиков в спешке искать канцелярские ножи, в то время как громкий, резкий механический скрежет фрезерного полотна бездействует на заднем плане.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Для линий разреза используется черный цвет в цветовой модели CMYK | Присвоить 100% пурпурный цвет в качестве акцентного | Предотвращает потери сырья |
| Использование пунктирных линий для обозначения складок | Для создания складок используйте 100% голубой цвет | Предотвращает растрескивание верхнего слоя |
| Разработка графического дизайна до создания структуры | Заблокируйте файл САПР на нижнем слое | Устраняет структурные перекосы |
Я всегда перехватываю эти файлы на этапе допечатной подготовки, чтобы преобразовать основные штрихи в механические плашечные цвета, гарантируя, что лезвия машины будут зацепляться за доску, сохраняя при этом безупречное качество вашего печатного изображения.
🛠️ Рабочий стол Харви: Не уверены, будут ли линии вашего изображения напечатаны чернилами или вырезаны в виде физических структурных элементов? 👉 Позвольте мне проверить ваш файл ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламой, обещаю.
В чём разница между вырубкой и плоттером Cricut?
Многие начинающие бренды пытаются самостоятельно создавать прототипы своих розничных торговых площадей, используя для этого бытовые станки для рукоделия.
Разница между вырубкой и плоттером Cricut заключается прежде всего в масштабах промышленного производства. В то время как Cricut работает как настольный плоттер для легких работ с тонкими материалами, коммерческая вырубка использует мощное механическое давление или промышленные автоматизированные столы для агрессивной перфорации толстого двухслойного гофрированного картона для массовой розничной торговли.

Создание прототипов за рабочим столом — отличное творческое упражнение, но масштабирование этой идеи для запуска в 500 магазинах требует совершенно иного оборудования.
От ремесленной мастерской до промышленного массового производства
является создание красивой, уменьшенной версиисвоего стенда с помощью настольного плоттера и легкого картона. Вы приносите эту идеальную миниатюру на следующее заседание совета директоров, и все предполагают, что вы готовы отправиться в цех и начать выпускать тысячи единиц продукции.
Мне нравится наблюдать за этой предпринимательской энергией, но мне всегда приходится мягко возвращать клиентов к реальности, когда они вручают мне хлипкий прототип из картона. Обычный плоттер просто проводит крошечным лезвием по плоской бумаге. На нашем предприятии, когда нам нужно изготовить белый образец за 24 часа для крупного розничного продавца, мы используем массивный цифровой раскройный стол Kongsberg. Он не просто проводит лезвием; он использует высокочастотный осциллирующий инструмент4 , который издает громкий, пронзительный визг, агрессивно распиливая плотные гофрированные листы картона 32ECT (тест на прочность кромки). Настольный станок не может математически рассчитать припуск на изгиб картона толщиной 0,12 дюйма5 (3 мм), поэтому переход от крафтового напильника к промышленному вырубному станку часто требует полной перестройки конструкции.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Дизайн на тонком картоне | Прототип на реальном испытательном стенде6 | Обеспечивает точную грузоподъемность |
| Толщина платы не учитывается | Примените параметрические припуски на изгиб7 | Обеспечивает сборку без трения |
| Масштабирование 2D-файлов моделей напрямую | Воссоздайте модель в профессиональном 3D-программном обеспечении | Предотвращает деформацию конструкции8 |
Я всегда сначала пропускаю эти предварительные прототипы через наш промышленный стенд для образцов, чтобы убедиться, что толстый гофрированный материал действительно сгибается и надежно фиксируется, прежде чем тратить хоть доллар на серийное производство оснастки.
🛠️ Рабочий стол Харви: Вас беспокоит, что ваш прототип настольного компьютера внезапно деформируется, когда мы перейдем на прочный промышленный гофрированный картон? 👉 Запросите белый образец ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Почему их называют вырубными штампами?
Терминология может показаться невероятно запутанной, если вы никогда раньше не бывали в типографии.
Их называют вырубными штампами, потому что в процессе производства используется физический «штамп» — специальная деревянная доска со встроенными острыми стальными линейками и тупыми линиями для сгибания. Этот специальный инструмент действует как массивная формочка для печенья, точно штампуя плоские материалы в функциональные конструкционные формы под экстремальным давлением.

Большинство бренд-менеджеров никогда не видят физически изготовленные коробки, что приводит к серьезному недопониманию того, как эти конструкции воспроизводятся с течением времени.
Физическая реальность стального штампа
Когда вы платите единовременную плату за изготовление оснастки для вашей упаковочной кампании, легко предположить, что вы приобретаете долговечную, неразрушимую металлическую форму, которая прослужит вечно. Покупатели часто ожидают, что смогут использовать тот же самый структурный файл три года спустя без потери точности или скорости сборки.
Позвольте мне перенести вас в производственный цех и показать, что на самом деле происходит, когда вы пытаетесь повторно использовать старые инструменты. Ваша «матрица» — это не цельная сталь; это матрица из металлических лезвий, выкованных вручную в необработанную, пористую фанеру⁹.Когда команды по закупкам пытаются сэкономить, повторно используя матрицу, которая восемь месяцев пролежала во влажном складе, я наблюдаю за разворачивающейся катастрофой. Деревянное основание впитывает влагу и деформируется¹⁰всего на долю дюйма, что приводит к смещению лезвий. Когда тяжелый, гулкий стук механического пресса ударяет по доске, вы не получаете чистого среза. Вы получаете зазубренные края бумаги и смещенные фиксирующие выступы, на складывание которых вашей команде по упаковке требуется вдвое больше времени, что в конечном итоге сводит на нет вашу рентабельность труда.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Повторное использование старых деревянных штамповочных досок | Внедрить новый протокол использования инструментов | Обеспечивает идеально острые и чистые кромки |
| Хранение штампов во влажных зонах | Лазерная резка новых штампов для каждой партии | Предотвращает смещение вкладок |
| Игнорируя затупление лезвия | Обязательно использование новых стальных лезвий для линеек | Значительно сокращает время на упаковку |
Я полностью исключаю риск деградации, внедряя новый протокол изготовления оснастки: для каждой партии массового производства я использую лазерную резку новой штамповочной платы, чтобы гарантировать безупречное складывание ваших коробок.
🛠️ Задание от Харви: Ваши старые коробки для повторного заказа вдруг начали рваться по углам, или вашей команде по комплектации требуется больше времени на сборку? 👉 Проведите аудит инструментов ↗ — Никаких форм, которые приводят к бесконечным звонкам отделам продаж. Только чистая выгода.
Как выглядит вырубка?
Заманчиво смотреть на красивое цифровое 3D-изображение на мониторе и предполагать, что физический процесс производства будет таким же чистым и предсказуемым.
Вырубка выглядит как большая плоская геометрическая головоломка с непрерывными внешними периметрами для резки и внутренними углублениями для складывания. При осмотре до сборки видны точные фиксирующие выступы, стратегически расположенные пазы и расширенные поля, обеспечивающие бесшовное облегание каждого конструктивного края.
Но знания теории недостаточно, когда машины начинают работать и огромные листы материала физически перемещаются по конвейерной ленте.
Почему стандартные поля печати не работают на заводе
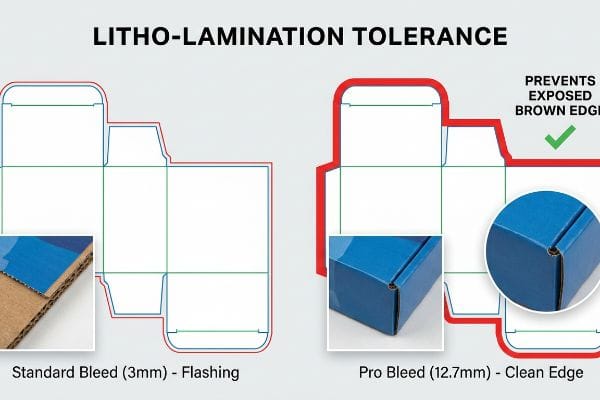
Многие графические дизайнеры применяют стандартные коммерческие поля для печати, обычно около 0,125 дюйма( 3,17 мм), к своим файлам с индивидуальной упаковкой. Они предполагают, что те же правила, которые используются для печати визитных карточек или тонких брошюр, безопасно применимы и к плотным картонным конструкциям для розничной торговли.
Добиться идеального внешнего вида файла дизайна в цифровой лаборатории легко, но вот суровая реальность, с которой я сталкиваюсь, контролируя литографическое ламинирование для запуска 5000 единиц продукции в розничную сеть. На моем предприятии я регулярно вижу, как прекрасно разработанные файлы терпят сокрушительный провал, потому что покупатели игнорируют механические допуски автоматизированного клеевого оборудования. Литографическое ламинирование включает в себя приклеивание напечатанного верхнего листа к толстым гофрированным листам с помощью влажного клея ПВА (поливинилацетата). Когда я измеряю физическое смещение во время высокоскоростной установки, бумага неизбежно смещается. Стандартного 3-миллиметрового поля совершенно недостаточно. Липкое сопротивление влажного клея тянет лист, и внезапно штамп выходит за пределы зоны печати. Результатом является «облой» — некрасивые, открытые коричневые картонные края, обволакивающие передний край вашего премиального косметического стенда, мгновенно разрушающие имидж бренда.
В прошлом месяце я проанализировал данные по допечатной подготовке, чтобы доказать клиенту, что ему не нужна другая фабрика; ему просто необходим предельно строгий минимальный отступ в 0,5 дюйма (12,7 мм) за линию фактической резки. Благодаря этому жесткому отступу я математически исключил риск смещения ламината, полностью предотвратив образование облоя и избавив клиента от катастрофического процента брака в 15% партий во время контроля качества.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Используя стандартные 3-миллиметровые выступы | Необходимо обеспечить минимальный диаметр слива 12,7 мм. | Скрывает открытый коричневый картон |
| Игнорирование смены ламинатора13 | Продолжите искусство за пределами всех линий счёта | Сохраняет фирменную графику в неизменном виде |
| Печать непосредственно на обрезанном крае | Создавайте инженерные системы безопасности | Исключает отказы в контроле качества в розничной торговле |
Я категорически отклоняю допечатные файлы, которые не соответствуют этому огромному порогу обрезки, вынуждая команды дизайнеров растягивать фон, чтобы ваша рекламная кампания выдержала физические реалии автоматизированного производства.
🛠️ Вопрос от Харви: Знаете ли вы, достаточно ли механического запаса прочности у файла макета вашего дизайнера, чтобы выдержать высокоскоростную литографическую ламинацию? 👉 Пришлите мне файл с высечкой ↗ — Я проведу стресс-тест, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете выбрать более дешевого поставщика, но когда в результате литографического ламинирования обнажаются необработанные края гофрированного картона на премиальной витрине, это вызывает огромные проблемы в розничной торговле, замедляя конвейер примерно на 30% и мгновенно сводя на нет прибыль вашей кампании. Это точная спецификация, которую используют мои 10 крупнейших клиентов в розничной торговле, чтобы гарантировать отсутствие брака при печати. Перестаньте гадать о механических допусках и позвольте мне лично проверить ваши структурные файлы с помощью моего бесплатного аудита высечки ↗, чтобы выявить фатальные ошибки на краях до запуска.
«CMYK против плашечных цветов против имитации процесса печати», https://www.screenprinting.com/blogs/news/cmyk-vs-spot-vs-simulated-process-whats. [В технических руководствах для цифровых режущих плоттеров указано, что машины определяют пути резки с помощью заданных плашечных цветов, а не значений чернил CMYK]. Роль доказательства: техническая спецификация; тип источника: руководство по оборудованию. Подтверждает: Неспособность таблиц САПР распознавать визуальный черный цвет как команду резки. Примечание об области применения: Специфично для автоматизированных цифровых систем резки. ↩
«Что означает высечка? Процесс высечки в печати этикеток», https://www.bluelabelpackaging.com/blog/die-cut-mean/. [В отраслевых руководствах по проектированию структурной упаковки объясняется использование уникальных обозначений плашечных цветов для передачи линий резки и сгиба станкам с ЧПУ]. Роль подтверждения: технический стандарт; тип источника: отраслевое руководство. Подтверждает: требование механического назначения плашечных цветов в производственных файлах. Примечание об области применения: применяется к профессиональным рабочим процессам печати и резки. ↩
«КОНСТРУКЦИЯ ВИТРИН ДЛЯ ИНТЕРАКТИВНОЙ РОЗНИЧНОЙ ТОРГОВЛИ…», https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [В руководствах по промышленному дизайну упаковки часто указывается использование физических прототипов с низкой степенью детализации для проверки концепции на ранних этапах. Роль доказательства: процедурная проверка; тип источника: отраслевое руководство. Поддерживает: использование уменьшенных прототипов для проверки дизайна. Примечание по области применения: относится к концептуальной фазе разработки торговых витрин.] ↩
"Kongsberg Ultimate – самое производительное решение для резки…", https://www.kongsbergsystems.com/en/cutting-systems/tables/ultimate/overview. [Техническая документация от производителей промышленного оборудования подтверждает использование осциллирующих инструментов для резки плотных гофрированных материалов.] Роль подтверждения: техническая спецификация; тип источника: руководство производителя. Подтверждает: различие между бытовыми и промышленными механизмами резки. Примечание об области применения: относится к высококачественным цифровым столам для резки. ↩
«[PDF] Жесткость гофрированного картона на изгиб», https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Стандарты по проектированию упаковки содержат формулы для расчета припуска на изгиб с учетом толщины материала в процессе складывания.] Роль подтверждения: технический показатель; тип источника: отраслевой стандарт. Подтверждает: необходимость структурной перестройки при переходе от прототипов к промышленному производству. Примечание об области применения: применимо к гофрированному и прочному картону. ↩
«Бумага для тестлайнера | Inviker», https://inviker.com/en/paper-packaging/testliner-paper/. [Отраслевые стандарты производства гофрокартона указывают, что использование фактического веса лайнера при прототипировании необходимо для подтверждения структурной целостности и грузоподъемности]. Роль доказательства: отраслевой стандарт; тип источника: руководство по производству. Подтверждает: преимущества прототипирования на материалах производственного класса по сравнению с картоном. Примечание об области применения: относится к внешним слоям гофрокартона. ↩
«Учебное пособие по SOLIDWORKS – Гофрированная коробка из листового металла», https://www.youtube.com/watch?v=OLcQhg5W5IY. [В технических руководствах по упаковке объясняется, как расчет припусков на изгиб в зависимости от толщины материала необходим для точного складывания и подгонки]. Роль подтверждения: техническая спецификация; тип источника: техническое руководство. Подтверждает: требование к параметрическим припускам для обеспечения сборки без трения. Примечание об области применения: применяется специально к жестким или полужестким материалам. ↩
«Прогнозирование поведения 3D-моделей при изгибе, деформации и свободных колебаниях…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8745964/. [Руководства по структурному анализу показывают, что 3D-моделирование учитывает напряжения в материале и объемные ограничения, которые игнорируются при 2D-масштабировании, тем самым снижая риск деформации]. Роль доказательства: техническое обоснование; тип источника: руководство по строительной инженерии. Подтверждает: необходимость перестройки 2D-файлов в профессиональном 3D-программном обеспечении. Примечание к области применения: фокусируется на несущих конструкциях торговых витрин. ↩
«Стальные вырубные штампы: введение, применение и преимущества», https://fremontcuttingdies.com/steel-rule-dies-101-intro-uses-benefits/[Техническое руководство по вырубке объясняет физическую конструкцию стальных вырубных штампов, включая встраивание стальных вырубных штампов в фанеру]. Роль доказательства: фактическая проверка; тип источника: техническое руководство. Поддержка: конструкционные материалы. Примечание к области применения: акцент на стальных вырубных штампах. ↩
«Эксплуатационные характеристики жесткого и гибкого клея в соединениях древесины…», https://research.fs.usda.gov/treesearch/30498. [Литература по материаловедению подтверждает, что пористая фанера подвержена гигроскопическому расширению и деформации при воздействии влаги]. Роль доказательства: причинно-следственное объяснение; тип источника: учебник по инженерным дисциплинам. Подтверждает: влияние влажности на оснастку. Примечание к области применения: общее поведение фанеры, примененное к штампам. ↩
«Как определить, какой размер поля для обрезки использовать?», https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [В профессиональных руководствах по печати и стандартах графического дизайна в качестве базового поля для обрезки для коммерческих проектов указано 0,125 дюйма для учета погрешностей при обрезке]. Роль подтверждения: отраслевой стандарт; тип источника: техническое руководство. Подтверждает: распространенность поля для обрезки в 0,125 дюйма. Примечание по области применения: стандарт для двухмерной печати, может отличаться для больших форматов. ↩
«Почему так важен вылет за обрез? – Компания Shanghai DE Printed Box», https://www.deprintedbox.com/blog/why-bleed-important-in-printing/. Отраслевые стандарты упаковки устанавливают минимальную ширину вылета за обрез для компенсации смещения при высечке плотных материалов. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: рекомендацию по увеличению полей вылета за обрез. Примечание по области применения: относится конкретно к крупноформатным картонным дисплеям. ↩
«Регистрация в печати – что это? Допуск – Sticky Business», https://www.stickybusiness.com/blog/what-does-registration-shift-mean. Техническая документация на промышленное ламинирующее оборудование объясняет неизбежный механический дрейф и смещение подложки, происходящие во время нанесения пленки. Роль доказательства: технический механизм; тип источника: документация на оборудование. Подтверждает: необходимость расширения макета за пределы линий сгиба. Примечание к области применения: вариативность смещения зависит от точности машины и натяжения материала. ↩



