
Ваши планы по запуску розничных продаж постоянно срываются из-за несоблюдения сроков? Задержки с созданием прототипов и непредсказуемые графики массового производства снижают скорость выхода на рынок и истощают ваш рекламный бюджет.
Изготовление картонной витрины на заказ обычно занимает двадцать четыре часа для быстрого изготовления белых образцов и от двенадцати до пятнадцати дней для массового производства. Сроки в значительной степени зависят от сложности конструкции, требований к отверждению при литографическом ламинировании и скорости автоматизированной высечки, что гарантирует соответствие структурной целостности универсальным мировым стандартам розничной упаковки.

Но знание теоретических сроков недостаточно, когда заводское оборудование действительно начинает работать. Скрытые физические и химические закономерности могут мгновенно превратить идеально запланированный запуск в многонедельную задержку.
Как сделать картонную витрину?
Разработка дизайна физического торгового зала требует большего, чем просто нанесение графики на плоский шаблон. Для превращения плоского картона в несущую конструкцию торгового помещения необходимы строгие математические допуски.
Изготовление картонной витрины включает в себя проектирование структурной вырубки, резку необработанного гофрированного материала и складывание панелей в устойчивую трехмерную конструкцию. Процесс изготовления основан на точных файлах компьютерного проектирования, гарантирующих безупречную сборку соединительных элементов и несущих стенок без разрыва бумажных волокон.
Но знания базовой теории недостаточно, когда запускается автоматизированное оборудование. Файл, идеально выглядящий на мониторе, может легко спровоцировать масштабную катастрофу на сборочном производстве.
Слепая зона штангенциркуля при изготовлении дисплеев
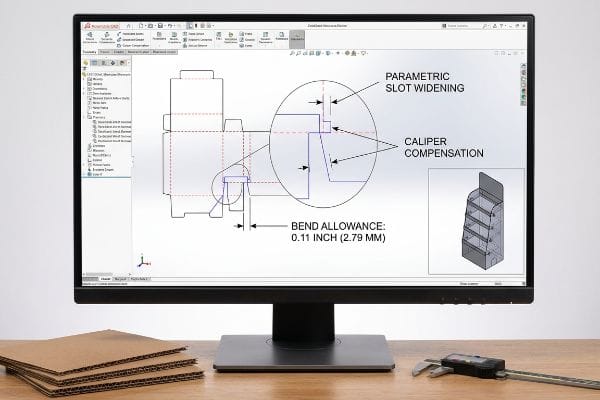
Даже опытные дизайнеры упаковки часто упускают из виду огромную проблему, связанную с толщиной материала, на начальном этапе разработки. Графические команды обычно создают в своих программах для цифровой иллюстрации соединительные выступы и прорези для сгиба точно такой же ширины, как и сопрягаемая панель. Они полностью игнорируют физическую толщину сложенного картона, предполагая, что плоская цифровая линия плавно переходит в идеально квадратный физический угол. Этот теоретический подход не учитывает пространство, которое фактически занимают бумажные волокна при сгибаниипод большим углом в девяносто градусов.
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне, когда закупочные группы присылают непроверенные файлы от агентств. Недавно в проекте, разработанном сторонними организациями для тяжелых напольных блоков, полностью игнорировался допуск на изгиб в 0,11 дюйма (2,79 мм), необходимый для обеспечения структурной устойчивости².Во время моей первоначальной физической проверки статическое прогибание под нагрузкой почти мгновенно превысило 1,5 дюйма (38,1 мм). Я наблюдал, как показания испытательного монитора остановились на отметке ровно 187,5 фунтов (85 кг), потому что команде по совместной упаковке пришлось физически сжимать структурные гофры, чтобы вставить смещенные выступы в их крошечные пазы, полностью разрушив динамическую прочность на сжатие. Я немедленно отклонил ошибочный файл клиента и выполнил строгую структурную переработку. Используя наше параметрическое программное обеспечение САПР (система автоматизированного проектирования), я добавил специальные алгоритмы компенсации калибра³к каждому отдельному сгибу, математически расширяя приемные пазы, чтобы учесть внешний радиус толстых бумажных волокон. Внедрение этой абсолютной корректировки допусков позволило мне гарантировать полную сохранность структурной целостности, сократить время сборки при совместной упаковке примерно на 30 процентов и предотвратить массовый отказ со стороны розничных продавцов.
| Ремонт тормозных суппортов | Физический структурный результат | Рентабельность инвестиций в сборочные работы |
|---|---|---|
| Параметрическое расширение щели | Флейты остаются на 100% нераздавленными4 | Сокращает объем сборки на 30%5 |
| Математика по учету наклонов6 | Панели идеально ровно фиксируются в нужном положении | Исключает ручную переделку |
| Буфер гофрированной толщины | Вставка вкладыша без трения | Предотвращает возврат платежей со стороны розничных продавцов |
Я отказываюсь позволять любительским цифровым файлам диктовать реальность моей фабрики. Я пересчитываю каждый слот и каждый сгиб, используя сложные параметрические математические расчеты, гарантируя, что ваш мощный торговый автомат выдержит эксплуатацию в торговом зале, не разрушившись под собственной нагрузкой.
🛠️ Вопрос от Харви: Знаете ли вы, рассчитывает ли ваше нынешнее креативное агентство припуски на изгиб для 32ECT B-образной флейты перед отправкой файлов на завод? 👉 Запросить аудит спецификации материалов ↗ — Я лично проверяю каждый файл со спецификацией материалов в течение 24 часов.
Как компании печатают на картоне?
Нанесение высококачественной графики бренда на пористую бумагу-тестлайнер требует предельной точности. Ключ к обеспечению видимости продукции в розничной торговле — контроль химического взаимодействия между волокнами бумаги, жидкими клеями и густыми чернилами.
Печать на картоне осуществляется с помощью литографического ламинирования, при котором высококачественный печатный верхний лист приклеивается к гофрированной основе, или с помощью цифровых планшетных принтеров для прямой печати на картоне. Эти передовые промышленные методы обеспечивают яркую цветопередачу, сохраняя при этом жесткую структурную целостность, необходимую для интенсивной эксплуатации в торговых помещениях.
Но освоение теоретических методов печати абсолютно ничего не значит, если игнорировать бурные химические реакции, происходящие на конвейере. Добавление жидкости к сырой бумаге — это минное поле с точки зрения логистики.
Ловушка для искажения влажности
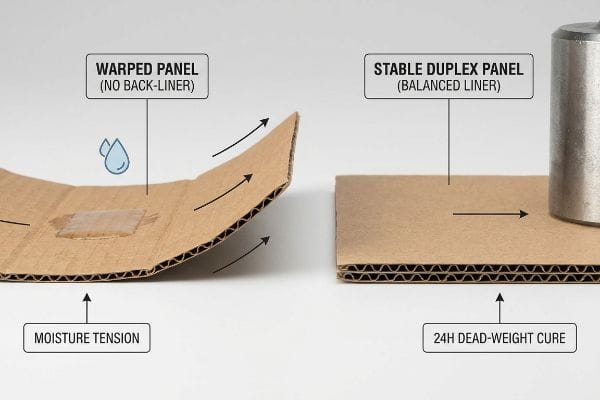
Бренды часто ошибочно полагают, что приклеивание высококачественного печатного верхнего слоя к жесткому листу гофрированного картона типа B-flute естественным образом приводит к идеально ровной рекламной панели. Они полностью игнорируют химическую природу литографического ламинирования и огромное поверхностное натяжение, создаваемое влажными клеями. Стандартные жидкие клеи вводят большое количество влаги в пористый картон7, который затем резко сжимается, реагируя с окружающим воздухом на заводе. Попытка ускорить этот деликатный этап химического склеивания гарантирует, что ваша упаковка физически деформируется еще до того, как попадет в распределительный центр.
Это не просто теория — я усвоил это на собственном горьком опыте во время масштабного торцевых панелей . В 2022 году я попросил своего ведущего инженера по упаковке, Марка, ускорить процесс ламинирования огромной боковой панели размером 60 дюймов (152,4 см), чтобы уложиться в сжатые сроки отгрузки. Я думал, что смогу сэкономить время, пропустив фазу сушки с использованием тяжелого груза. Три дня спустя в климатической камере я стоял и наблюдал, как весь поддон прогибается под собственным деформированным весом. Я до сих пор отчетливо помню сильный, едкий запах влажного клея ПВА (поливинилацетата), реагирующего с волокнами сырой бумаги, когда гигантские панели физически прогибались внутрь, как залежавшиеся картофельные чипсы. Усадка при отверждении создала огромное поверхностное натяжение, которое полностью деформировало структуру. Я немедленно остановил производство и ввел строгую модернизацию физико-химических процессов. Я полностью перевернул структуру картона, создав сбалансированный двухслойный картон, добавив тонкий задний слой толщиной9 мм для противодействия натяжению верхнего слоя, и зафиксировал влажные картоны под точным давлением собственного веса в течение двадцати четырех часов. Этот протокол химической стабилизации не только предотвратил деформацию картона, но и гарантировал идеально ровные панели, что устранило значительное визуальное трение, ускорило скорость автоматизированной упаковочной линии в 2 раза и резко снизило общий ущерб при транспортировке.
| Контроль влажной химии | Результаты экзамена по физической подготовке | Сроки производства ROI |
|---|---|---|
| Балансировка двухслойной задней облицовки10 | Нейтрализует поверхностное натяжение | Предотвращает опрокидывание дисплея |
| 24-часовое лечение с помощью мертвого груза11 | Создает идеально ровную доску | Ускоряет упаковочную линию в 2 раза12 |
| Буфер влажностного напряжения | Предотвращает деформацию картофельных чипсов | Устраняет визуальные дефекты |
Я не позволяю жидкой химии испортить физическое воплощение вашего бренда. Строго контролируя процесс отверждения под воздействием влаги на полу, я гарантирую, что ваши массивные рекламные панели будут стоять идеально ровно и привлекать всеобщее внимание в проходах.
🛠️ Задание от Харви: Ваши нынешние литографически ламинированные витрины прогибаются внутрь, как картофельные чипсы после трех недель пребывания во влажном морском грузовом контейнере? 👉 Запишитесь на консультацию по матированию ↗ — 100% конфиденциально. Ваши еще не выпущенные дизайны для розничной торговли в безопасности со мной.
Заключение
Вы можете выбрать самого дешевого поставщика, чтобы сэкономить копейки на себестоимости единицы продукции, но когда эти литографически ламинированные панели деформируются, как картофельные чипсы, а неправильно рассчитанные пазы сломаются под давлением груза, это немедленно приведет к отказу со стороны розничных продавцов и катастрофическим логистическим задержкам. Только за прошлый месяц мой структурный аудит помог 3 брендам избежать списания товаров и возврата средств розничным продавцам на сумму более 10 000 долларов. Прекратите тратить свой рекламный бюджет на некачественный картон и позвольте мне лично разработать ваш следующий рекламный проект ↗, чтобы гарантировать безупречное исполнение и абсолютное соответствие требованиям розничной торговли.
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Техническая документация по проектированию упаковки объясняет, как толщина материала (толщина) требует расчетов припуска на изгиб для обеспечения структурной совместимости. Роль подтверждения: техническая проверка; тип источника: руководство по промышленному дизайну. Подтверждает: необходимость учета объема материала при складывании. Примечание об области применения: относится к жесткой упаковке и гофрированным материалам. ↩
«Аналитическое определение жесткости на изгиб пятислойного материала…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Техническое руководство по гофрированным материалам, проверяющее стандартные измерения припуска на изгиб для обеспечения структурной целостности. Роль подтверждения: Техническая спецификация; тип источника: Инженерный справочник. Подтверждает: Конкретные числовые требования к припуску на изгиб. Примечание об области применения: Измерения могут варьироваться в зависимости от размера гофрированного листа. ↩
«Оптимальное проектирование упаковки из двухслойного гофрированного картона – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Документация по программному обеспечению или исследование в области проектирования упаковки, объясняющее использование компенсации калибра в параметрическом САПР для учета толщины материала. Роль подтверждения: валидация процесса; тип источника: техническая документация по программному обеспечению. Подтверждает: использование математических алгоритмов для корректировки приемных пазов. Примечание по области применения: применимо к программному обеспечению для высокоточной упаковки. ↩
«Оценка сопротивления смятию кромок гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Техническое подтверждение того, как корректировка размеров пазов относительно толщины материала предотвращает разрушение структуры гофрированных гофр. Роль доказательства: техническое подтверждение; тип источника: руководство по проектированию упаковки. Подтверждает: структурную целостность пазов. Примечание об области применения: специально для гофрированного картона. ↩
«Легко ли собирать напольные витрины? – PopDisplay», https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/. Отраслевой эталон или инженерное исследование, количественно определяющее сокращение трудозатрат при оптимизации пазов для толщины материала. Роль доказательства: количественная оценка; тип источника: отраслевой аналитический отчет. Подтверждает: рентабельность инвестиций в сборочные работы. Примечание: повышение эффективности может варьироваться в зависимости от масштаба витрины. ↩
"Конструкции из картона: расчет припуска на изгиб 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. Стандартная инженерная методика расчета нейтральной оси материала при складывании для обеспечения геометрической точности. Роль подтверждения: методика; тип источника: справочник по машиностроению. Поддержка: точность фиксации панелей. Примечание по области применения: применимо к различным штангенциркулям для картона. ↩
«Влияние влаги на процесс ламинирования – AICC Now», https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. Техническое объяснение того, как клеи на водной основе влияют на натяжение волокон в гофрированном картоне, приводя к деформации. Роль доказательства: техническая проверка; тип источника: журнал по материаловедению или руководство для упаковочной промышленности. Подтверждает: деформацию, вызванную влагой, при литографическом ламинировании. Примечание: относится конкретно к клеям на водной основе. ↩
"Деформация картона при склеивании с МДФ – WetCanvas: Онлайн-жизнь для художников", https://www.wetcanvas.com/forums/topic/glue-cardboard-to-mdf-warping/. Техническое объяснение того, как испарение воды из клеев ПВА вызывает объемную усадку и, как следствие, внутреннее напряжение в волокнистых подложках. Роль доказательства: проверка механизма; тип источника: журнал по материаловедению. Подтверждает: физическую причину деформации картона во время ламинирования. Примечание: относится конкретно к клеям на водной основе. ↩
«Сбалансированная конструкция дверей из пластикового ламината – Woodweb.com», https://woodweb.com/knowledge_base/Balanced_Construction_of_Plastic_Laminate_Doors.html. Инженерный принцип использования симметричных материалов или противоположных слоев для выравнивания натяжения и предотвращения искривления в ламинированных композитах. Роль доказательства: проверка решения; тип источника: справочник по проектированию упаковки. Подтверждает: метод, используемый для противодействия натяжению верхнего слоя. Примечание к области применения: фокусируется на структурной симметрии в конструкции плит. ↩
«[PDF] Скручивание гофрированного картона – причины и способы устранения – TAPPI.org», https://imisrise.tappi.org/download.aspx?key=92APR097. Техническое объяснение того, как нанесение сбалансированной подложки компенсирует натяжение, создаваемое большим количеством чернил на лицевой поверхности. Роль доказательства: технический механизм; тип источника: статья по материаловедению. Подтверждает: метод нейтрализации поверхностного натяжения для предотвращения опрокидывания. Примечание по области применения: специфично для двухслойного или многослойного картона. ↩
«Оценка прочности на сжатие коробок из гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Проверка стандартных протоколов отверждения с использованием давления груза для обеспечения ровности подложки при широкоформатной печати на картоне. Роль подтверждения: техническая спецификация; тип источника: руководство по промышленному производству. Подтверждает: требование 24-часового периода для стабильности. Примечание об области применения: Применение может варьироваться в зависимости от плотности картона (GSM). ↩
«Как автоматизированные линии упаковки на заключительном этапе производства могут способствовать развитию…», https://www.okcorp.com/end-of-line-packaging-lines-benefits/. Количественный анализ, показывающий, как снижение деформации картона повышает скорость и надежность автоматизированных линий упаковки. Роль доказательства: количественный показатель; тип источника: исследование операционной эффективности. Подтверждает: утверждение о двукратном увеличении скорости. Примечание: Зависит от конкретного оборудования автоматизации. ↩



