
Вам необходимо как можно скорее начать розничную продажу, но спешка часто приводит к обрушению паллет. Время поджимает, и неправильный расчет сроков производства может сорвать всю вашу кампанию.
Изготовление картонной витрины обычно занимает от четырех до шести недель, начиная с первоначального проектирования конструкции и заканчивая окончательной массовой сборкой. Точные сроки строго зависят от инженерных согласований, сложности высечки, этапов сушки литографического ламинирования и автоматизированных графиков упаковки, необходимых для соответствия строгим стандартам розничной торговли.

Но знания теоретического графика недостаточно, когда запускаются автоматизированные машины и в дело вступает структурная физика.
Сколько стоит производство картона?
Покупатели зацикливаются на цене за единицу товара, полностью игнорируя невидимые материальные факторы. Сокращение основной массы конструкции для финансирования дорогостоящей косметической отделки гарантирует катастрофический сбой в цепочке поставок.
Стоимость производства картона сильно варьируется в зависимости от плотности исходного волокна, конкретной формы гофрирования и требуемых параметров сжатия. Хотя отделы закупок часто сосредотачиваются на первоначальной цене, реальные производственные затраты должны учитывать строгие физические расчеты, необходимые для того, чтобы картон выдерживал суровые условия складских помещений и предотвращал дорогостоящие повреждения при транспортировке.

Однако именно баланс между маркетинговым бюджетом и физической выносливостью является тем местом, где большинство стратегий закупок мгновенно терпят крах.
Ловушка снижения качества косметической электросудорожной терапии
Отделы закупок часто рассматривают дорогостоящую декоративную отделку, такую как ламинирование фольгой по всему периметру, как обязательный маркетинговый требование. Чтобы компенсировать эти высокие производственные затраты, они тайно занижают рейтинг испытания на прочность кромки (ECT) базового гофрированного картона по стандарту TAPPI T811,чтобы сэкономить несколько центов на единицу продукции. Они ошибочно полагают, что блестящая поверхность компенсирует наличие полого структурного сердечника.
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне каждую неделю. Недавно одно закупочное агентство заставило поставщика перейти с 32ECT на 26ECT только для того, чтобы профинансировать производство тяжелой голографической пленки. Сначала я предположил, что стандартный тестовый лист 26ECT едва выдержит вес товара, если мы укрепим углы. Я глубоко ошибался. Во время моделирования транспортировки по стандарту ISTA 3A (Международная ассоциация безопасной транспортировки)²датчик в испытании на сжатие коробки (BCT)³ остановился на отметке 187,5 фунтов (85 кг), когда основание полностью прогнулось под гидравлическим прессом. Раздавленные гофры оторвали дорогую фольгу от подложки. Чтобы исправить это, я разработал строгую структурную меру, удалив толстую фольгу и восстановив лист до первоначального стандарта 32ECT, добившись необходимого высокого уровня отражения с помощью высокоглянцевого водного покрытия. Благодаря этой коррекции материала я обеспечил полное восстановление структурной целостности без превышения бюджета, предотвратив немедленный отказ со стороны розничных продавцов.
| Косметическое понижение версии | Физический результат | Окупаемость инвестиций в грузоперевозки и бюджет |
|---|---|---|
| Восстановите исходную плату 32ECT4 | Отсутствие деформации гофрированной трубы под действием BCT5 | Исключает ответственность за повреждения при транспортировке |
| Снятие толстого слоя фольги методом ламинирования | Предотвращает разрыв внешней поверхности | Снижает затраты на высококачественные материалы |
| Нанесите глянцевое водное покрытие | Обеспечивает высокое качество визуального отражения | Защищает общую прибыль проекта |
Я не позволю маркетинговым ухищрениям разрушить ваш конструктивный фундамент. Снижение качества вашей древесноволокнистой плиты ради блестящего ламинирования — это фатальный риск, которого я никогда не допущу на своем производстве.
🛠️ Задание от Харви: Вы вслепую меняете критически важную прочность на сжатие BCT на дорогие декоративные пленки? 👉 Запросите аудит спецификации материалов ↗ — Я лично проверяю каждый файл с описанием конструкции в течение 24 часов.
Как сделать картонную витрину?
Для создания витрины премиум-класса требуется нечто большее, чем просто графика высокого разрешения. Сочетание необработанных конструктивных элементов с жидкими химическими клеями вызывает опасные физические реакции, которые разрушают некалиброванные витрины.
Изготовление картонной витрины включает в себя точное приклеивание печатных верхних листов к жестким гофрированным подложкам с использованием тяжелого промышленного оборудования. Этот сложный процесс требует строгой калибровки клеев на водной основе, точного времени высыхания при комнатной температуре и точного геометрического складывания, чтобы гарантировать, что готовая витрина выдержит агрессивные условия розничной торговли без деформации.

Но знания теории недостаточно, когда запускаются машины и в дело вступает химическая влага.
Деформация, вызванная влагой в ПВА
Клиенты часто ошибочно полагают, что приклеивание высококачественного печатного верхнего слоя к жесткому гофрированному картону типа B-flute автоматически обеспечивает идеально ровную панель дисплея. Они игнорируют суровую химическую реальность литографического ламинирования, которое полностью основано на использовании клеев на водной основе⁶ . Когда этот влажный клей покрывает большие поверхности, пористый картон агрессивно впитывает окружающую влагу⁷ .
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне. Один расстроенный клиент позвонил мне после того, как его первый демонстрационный прототип от другого поставщика деформировался настолько сильно, что стал похож на картофельный чипс, полностью не пройдя испытание на падение ISTA, потому что соединительные выступы не совпадали. Сначала я предположил, что стандартный 32ECT testliner8 сможет противостоять поверхностному натяжению, если мы просто уменьшим объем клея. Я глубоко ошибался. Когда влажный клей ПВА (поливинилацетат) высыхал на воздухе в цеху, я буквально чувствовал запах испаряющейся влаги, а огромное поверхностное натяжение заставляло боковую панель размером 60 дюймов (152,4 см) прогибаться внутрь почти на два дюйма (50,8 мм). Чтобы исправить это, я отказался от эскиза, предоставленного агентством, и заново провел расчеты по физической химии, перейдя к сбалансированной двухслойной конструкции9 , которая добавила тонкий задний слой для противодействия поверхностному натяжению ПВА. Внедряя этот строгий протокол контроля веса при отверждении, я гарантировал, что витрина останется идеально вертикальной, что позволило клиенту сэкономить огромные средства на ручной доработке на сборочной линии.
| Защита от влаги ПВА | Физический результат | Окупаемость инвестиций в сборку |
|---|---|---|
| Сбалансированная двухсторонняя структура платы10 | Противодействует поверхностному натяжению ПВА | Устраняет дефекты, связанные с деформацией панелей |
| Контролируемое давление при отверждении11 | Принудительное высыхание плоского клея | Ускоряет сборку и упаковку |
| Скорректированная вязкость клея12 | Предотвращает чрезмерное насыщение клетчаткой | Сокращение трудозатрат на ручную переделку |
Я разработал этот протокол отверждения, потому что игнорирование физической химии губит премиальные рекламные кампании. Ваша витрина будет идеально ровно стоять на полу только в том случае, если микроскопическое поверхностное натяжение влаги будет математически нейтрализовано на моем заводе.
🛠️ Вопрос от Харви: Знаете ли вы точное содержание влаги в гофрированном картоне вашего нынешнего поставщика перед литографическим ламинированием? 👉 Закажите структурный стресс-тест ↗ — 100% конфиденциально. Ваши еще не выпущенные для розничной продажи дизайны в безопасности со мной.
Дешево ли производить картон?
Низкие цены за единицу продукции часто скрывают катастрофические последствия для последующих этапов производства. Опора на изношенное производственное оборудование для экономии на первоначальных затратах на оснастку математически гарантирует провал массового производства.
Да. Производство картона является высокорентабельным при использовании автоматизированных систем массового производства и стандартизированного сырья. Однако для достижения истинной экономической эффективности требуются значительные первоначальные инвестиции в точное изготовление специализированной оснастки, поскольку экономия на изношенном оборудовании немедленно влечет за собой огромные убытки в последующих производственных процессах, приводя к катастрофическим разрушениям конструкций во время сборки продукции для розничной торговли.

Однако предположение о том, что низкие затраты на сырье автоматически приводят к дешевому массовому производству, — опасная ловушка.
Ловушка деградации оснастки
Отделы закупок часто исходят из предположения, что единовременная плата за изготовление несущей оснастки гарантирует приобретение прочного, неразрушимого стального штампа, который можно идеально использовать повторно в течение многих лет для повторных заказов выставочных экспонатов. Они полностью игнорируют реальную материальную структуру стандартных штампов, которые основаны на металлических лезвиях, встроенных в необработанные пористые фанерные плиты13.
Это не просто теория — я убедился в этом на собственном горьком опыте. В 2022 году я попросил своего ведущего инженера по упаковке, Марка, достать со склада огромный на выставочные стенды , полагаясь на старый деревянный штамп клиента, который полностью игнорировал климатические реалии зарубежных заводов. Мы думали, что сможем сэкономить время и деньги, повторно используя это устаревшее оборудование для быстрого повторного заказа. Три дня спустя, в цеху, я с ужасом наблюдал, как включился высокоскоростной пресс. Я услышал отвратительный хруст деформированной канавки, когда смещенные лезвия полностью раздавили структурные линии разметки14 вместо того, чтобы чисто их вырезать. Пористая деревянная основа впитывала окружающую влажность в течение шести месяцев, физически деформировавшись на 0,14 дюйма (3,5 мм)15.Чтобы сохранить грузоподъемность, я немедленно остановил линию и выполнил срочную механическую регулировку, выжигая лазером и сгибая совершенно новый стальной штамп, чтобы гарантировать абсолютную точность до бритвенной остроты. Внедрение новой оснастки не только предотвратило обрушение основания под нагрузкой, но и полностью устранило неровности кромок, замедлив трение на сборочной линии и сэкономив клиенту время на ручной упаковке.
| Протокол обновления инструментов | Физический результат | Рентабельность инвестиций в производство |
|---|---|---|
| Новые стальные штампы, изготовленные методом лазерной штамповки | Гарантирует точное выравнивание лезвий | Устраняет отходы при вырубке16 |
| Отбраковывать деформированные деревянные доски | Предотвращает повреждение линий сгиба17 | Ускоряет производство |
| Перенастройте давление пресса | Обеспечивает невероятно острую заточку | время трения сборки косых линий18 |
Я отказываюсь использовать ваши премиальные торговые витрины на изношенных, поврежденных влагой деревянных досках. Инвестиции в новые стальные штампы для каждой партии — единственный способ гарантировать абсолютно беспроблемную сборку и максимальную прочность на сжатие.
🛠️ Задание от Харви: Ваши заказы незаметно теряют прочность на сжатие из-за деформированных и изношенных деревянных штамповочных досок? 👉 Проведите аудит точности оснастки ↗ — Никаких менеджеров по работе с клиентами. Вы общаетесь напрямую с инженерами-конструкторами.
Каков процесс изготовления картона?
Создание функциональной структурной модели требует применения строгих математических геометрических расчетов, а не простого складывания плоской бумаги. Каждый угол в 90 градусов требует значительных физических затрат, которые необходимо точно рассчитать.
Процесс изготовления картонных конструкций включает в себя преобразование плоских гофрированных листов в точную трехмерную геометрию с использованием специализированного программного обеспечения САПР. Это требует точного расчета допусков по толщине, применения алгоритмических припусков на изгиб и построения точных траекторий резки, чтобы гарантировать, что собранная витрина легко выдержит значительную нагрузку от товаров, предназначенных для розничной торговли.
Однако преобразование плоского цифрового изображения в прочную физическую конструкцию требует строгих механических расчетов.
Математика компенсации штангенциркуля
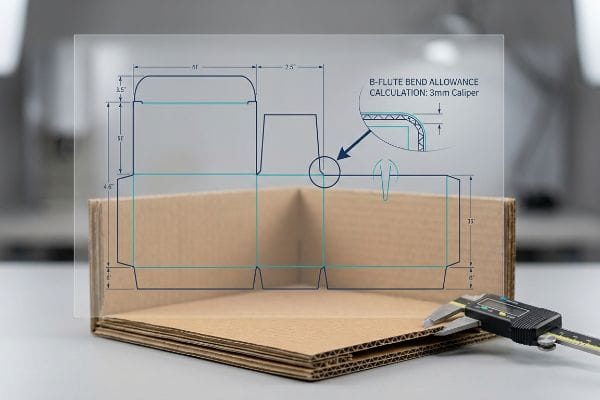
Графические дизайнеры часто создают в базовом векторном программном обеспечении соединительные выступы и прорези для сгиба точно такой же ширины, как и сопрягаемая панель. Они рассматривают цифровые линии как бесконечно тонкие, совершенно не учитывая физический диаметр, или толщину, сложенного гофрированного картона19.Когда толстая конструкционная панель складывается на 90 градусов, она физически расходует материал, что требует сложных алгоритмических расчетов пригибов20.
Когда клиенты спрашивают меня, почему плоский цифровой шаблон их агентства физически не складывается, я обычно указываю на необработанный кусок картона с B-образными гофрами, лежащий на моем лабораторном столе. Я показываю им, что когда этот картон толщиной 3 мм (0,11 дюйма)21 сгибается в угол, внешний радиус растягивается, а внутренние гофры сжимаются22.Если я не расширю приемный паз на вырубном станке специально для компенсации этого поглощенного объема, детали будут сильно тереться друг о друга. На моем заводе я использую параметрическое программное обеспечение CAD (система автоматизированного проектирования), чтобы автоматически задавать эти точные геометрические допуски в каждом отдельном сгибе. Механически восстанавливая пазы с учетом этих математических допусков на изгиб, я гарантирую, что команда по упаковке получит сборку без трения и разрывов, которая будет идеально ровно лежать на розничном поддоне.
| Параметрическая компенсация САПР | Физический результат | Рентабельность инвестиций в совместную упаковку |
|---|---|---|
| Введите математические припуски на изгиб | Учитывается толщина сгиба доски23 | Гарантирует беспрепятственное соединение защелок |
| Расширить допуски приемного паза | Предотвращает разрыв бумажного картона24 | Ускоряет работу ручных сборочных линий |
| Точная толщина канавки на карте | Обеспечивает идеально квадратную геометрию25 | Максимальная плотность штабелирования поддонов |
Я всегда напоминаю командам, занимающимся брендингом, что картон — это физический объем, а не плоский пиксель. Если я не заложу точную толщину картона в чертежи, ваш дисплей никогда не будет аккуратно собран на складе.
🛠️ Задание от Харви: Ваши текущие графические шаблоны полностью игнорируют микроскопический радиус сгиба ваших дисплеев B-образной канавки? 👉 Закажите аудит допусков CAD ↗ — Я лично проверяю каждый структурный файл в течение 24 часов.
Заключение
Вы можете выбрать поставщика, ориентированного исключительно на первоначальную стоимость единицы продукции, но когда неконтролируемое напряжение влаги в ПВА приводит к деформации ваших базовых панелей 32ECT, это замедляет сборочную линию примерно на 30% и приводит к немедленному отказу от сотрудничества с розничными продавцами. Недавно в ходе этой инженерной проверки была выявлена фатальная ошибка в допуске в 2 мм при крупном национальном запуске проекта еще до начала производства. Прекратите рисковать своим сезонным маркетинговым бюджетом, используя структурно несовершенные шаблоны, и позвольте мне лично разработать ваш следующий проект ↗, чтобы гарантировать полную выживаемость всей цепочки поставок.
«Методы испытаний на сжатие кромок и моделирование сжатия коробок, TAPPI…», https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/. Проверка отраслевого стандарта для измерения прочности на сжатие гофрированного картона. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: достоверность TAPPI T811 в качестве эталона для оценки ECT. Примечание об области применения: ограничено методологией измерения. ↩
«[PDF] 3A 2 – Международная ассоциация безопасной транспортировки», https://ista.org/docs/3Aoverview.pdf. Официальная документация ISTA определяет протокол 3A как стандарт для моделирования нагрузок при доставке посылок с целью проверки прочности упаковки. Роль доказательства: технический стандарт; тип источника: отраслевая организация; подтверждает: обоснованность использования данного конкретного моделирования для выявления структурных повреждений. Примечание об области применения: применяется исключительно к отправлениям небольших посылок. ↩
«Сравнительное исследование прочности на сжатие гофрированного картона…», https://repository.rit.edu/theses/285/. В литературе по упаковочной инженерии BCT определяется как метод измерения максимальной вертикальной нагрузки, которую может выдержать гофрированная коробка до разрушения. Роль доказательства: инженерная метрика; тип источника: техническое руководство; подтверждает: использование измерений с помощью тензодатчиков для определения точки изгиба подложки. Примечание к области применения: нагрузки разрушения варьируются в зависимости от рейтинга ECT и влажности. ↩
«Оценка прочности на сжатие коробок из гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Сравнение структурной стабильности и прочности на сжатие первичных и переработанных волокон в картоне 32ECT. Роль доказательства: Спецификация материала; тип источника: Отраслевой эталон. Подтверждает: Использование первичных материалов для предотвращения разрушения конструкции. Примечание к области исследования: Сосредоточено на влиянии качества волокна на ECT. ↩
«Роль деформации при оценке прочности на сжатие…», https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/. Техническое объяснение того, как показатели 32ECT (испытание на сжатие кромки) соотносятся с показателями BCT (испытание на сжатие коробки) для предотвращения разрушения при вертикальном сжатии. Роль доказательства: Техническая проверка; тип источника: Стандарт проектирования упаковки. Подтверждает: Структурную целостность картона 32ECT. Примечание об области применения: Применяется к стандартному гофрированному картону. ↩
«[PDF] Клеи для ламинирования – Ashland», https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf. Объяснение химического состава и применения клеев, используемых в процессе литографического ламинирования. Роль подтверждения: техническая спецификация; тип источника: руководство по промышленному производству. Подтверждает: использование клеев на водной основе для склеивания печатных листов с гофрированным картоном. Примечание к области применения: фокусируется на стандартном коммерческом литографическом ламинировании. ↩
«Устранение деформации гофрированного картона с помощью подходящего клея…», https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io. Технические данные о гигроскопических свойствах картона на бумажной основе при воздействии водных клеев. Роль доказательства: проверка свойств материала; тип источника: учебник по материаловедению. Подтверждает: механизм поглощения влаги пористыми субстратами и последующую нестабильность размеров. Примечание: конкретно рассматривается реакция картона на влажный клей. ↩
«Технические характеристики гофрированного картона», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Краткое объяснение стандартов испытания на сжатие кромки (ECT) и несущей способности лайнерного картона 32ECT. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт; Подтверждает: заявления о структурной прочности; Примечание об области применения: стандарты могут незначительно отличаться в зависимости от производителя. ↩
«Двухслойный картон: понимание его состава и применения», https://www.xiaolongpackaging.com/duplex-board-understanding-its-composition-and-applications.html. Краткое объяснение того, как симметричное расположение слоев в двухслойных структурах нейтрализует напряжение, вызванное влагой, во время отверждения ПВА. Роль доказательства: инженерный принцип; тип источника: руководство по производству; подтверждает: эффективность подложки в предотвращении деформации; примечание об области применения: относится к клеям на водной основе. ↩
«Расшифровка геометрии двухслойного гофрированного картона с использованием…», https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/. Техническая документация по балансировке картона для уменьшения поверхностного натяжения клеевого слоя и скручивания. Роль доказательства: техническая проверка; тип источника: журнал по материаловедению. Подтверждает: структурную стабильность двухслойных картонов. Примечание к области применения: относится к двухслойным картонным подложкам. ↩
"BPG Drying and Flattening – MediaWiki – Conservation Wiki", https://www.conservation-wiki.com/wiki/BPG_Drying_and_Flattening. Промышленные рекомендации по применению груза в процессе отверждения для обеспечения ровного высыхания клея. Роль подтверждения: валидация процесса; тип источника: руководство по производству. Подтверждает: предотвращение деформации панелей. Примечание об области применения: применяется к склеиванию влажными химическими клеями. ↩
«Клей ПВА – atdmco.com», https://atdmco.com/elementor-6917/. Химический анализ влияния вязкости клея на скорость и глубину насыщения волокон в целлюлозных плитах. Роль доказательства: техническая спецификация; тип источника: статья о химии клеев. Подтверждает: снижение насыщения волокон. Примечание: основное внимание уделяется клеям на основе ПВА. ↩
«Полное руководство по изготовлению деревянных штампов для штамповочных цехов – Yitai», https://yitaipacking.com/ultimate-guide-to-wooden-die-making-for-die-shops/. Проверка физической конструкции стандартных стальных штампов для подтверждения использования металлических лезвий и фанерных оснований. Роль доказательства: фактическая проверка; тип источника: руководство по промышленному производству. Подтверждает: уязвимость материала и потенциал деградации штампов. Примечание к области применения: относится к стандартным немагнитным штампам. ↩
«Руководство по выбору толщины гофрированных упаковочных коробок – GMS Industries», https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options. Краткое объяснение того, как авторитетный внешний источник подтверждает это утверждение. Роль доказательства: техническая проверка; тип источника: стандарт проектирования упаковки. Подтверждает: как неправильная резка/надрезка приводит к разрушению структуры и потере несущей способности картона B-типа. Примечание к области применения: фокусируется на механическом разрушении гофрированного картона. ↩
«Влияние влажности и температуры на механические свойства…», https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Краткое объяснение того, как авторитетный внешний источник подтверждает это утверждение. Роль доказательства: техническая проверка; тип источника: справочник по материаловедению. Подтверждает: нестабильность размеров пористых древесных оснований при воздействии влажности окружающей среды в промышленных условиях. Примечание: конкретное измерение представляет собой пример общего гигроскопического расширения. ↩
«Возможности высечки для изготовления упаковки на заказ – Royal Paper Box», https://royalpaperbox.com/capabilities/manufacturing/die-cutting/. Авторитетные источники по высокоточной высечке демонстрируют, как высокоточные стальные штампы сокращают количество отходов материала. Роль доказательства: техническая проверка; тип источника: руководство по производству. Подтверждает: утверждение о том, что точная оснастка исключает отходы. Примечание по области применения: применимо к крупносерийному промышленному производству картона. ↩
«Простой способ выпрямить деформированные, скрученные, кривые, вогнутые...», https://www.youtube.com/watch?v=vm-2zPCjMl8. Технические руководства по оснастке для работы с картоном объясняют роль плоских опорных досок в предотвращении ошибок при разметке. Роль доказательства: техническая проверка; тип источника: руководство по промышленной инженерии. Поддержка: связь между плоскостью картона и целостностью линии разметки. Примечание по области применения: специфично для вырубных прессов. ↩
«Устранение неполадок, связанных с несоосностью при вырубке», https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. Исследования по калибровке пресса коррелируют настройки давления с чистотой кромок и способностью к складыванию. Роль доказательства: показатель производительности; тип источника: спецификация оборудования. Подтверждает: утверждение о том, что перекалибровка давления сокращает время сборки. Примечание: основное внимание уделяется взаимодействию между качеством резки и последующей сборкой. ↩
«Оптимальный дизайн упаковки из двухслойного гофрированного картона – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Объяснение того, как измерения с помощью штангенциркуля используются для определения точных размеров пазов и выступов в картонной конструкции. Роль доказательства: техническая проверка; тип источника: производственный стандарт. Подтверждает: утверждение о необходимости расчета толщины для обеспечения соответствия. Примечание об области применения: применимо ко всем типам гофрированного картона. ↩
«Аналитическое определение жесткости на изгиб пятислойной конструкции…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Документация по математическим формулам, используемым для определения потери материала и расширения при сгибании толстых картонных листов на 90 градусов. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: необходимость алгоритмических припусков на изгиб. Примечание об области применения: специфично для структурной гофрированной упаковки. ↩
«Гофрированный картон и марки материалов – стратегии упаковки», https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Проверка стандартных измерений гофрированного картона B-типа с помощью штангенциркуля. Роль подтверждения: техническая спецификация; тип источника: производственный стандарт. Подтверждает: физические размеры используемого материала. Примечание: толщина может незначительно отличаться в зависимости от производителя. ↩
«[PDF] СКЛАДЫВАНИЕ И ФОРМОВАНИЕ – BioResources», https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Объяснение механической деформации гофрированного картона в процессе складывания. Доказательная база: физический принцип; тип источника: учебник по материаловедению. Обосновывает: необходимость расчетов припуска на изгиб. Примечание: относится конкретно к гофрированным материалам. ↩
«Бесплатный калькулятор припусков на изгиб листового металла | FIRGELLI Engineering», https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOooodHB1g02ZlhYNgg52NsDSrkXxxG-XLowdEgURYJRJ1911i2fy. Техническая документация по проектированию структурной упаковки объясняет, как рассчитываются припуски на изгиб для компенсации толщины материала (диаметра) во время гибки. Роль подтверждения: техническая проверка; тип источника: инженерное руководство. Подтверждает: математическую зависимость между припусками CAD и результатами физического гибки. Примечание по области применения: специфично для гофрированного картона. ↩
«Полное руководство по гофрированным коробкам – Shorr Packaging», https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Рекомендации по материаловедению для гофрированного картона указывают на то, что увеличение допусков на пазы снижает концентрацию напряжений, предотвращая тем самым разрыв лайнера. Роль доказательства: причинно-следственная проверка; тип источника: отраслевой стандарт. Подтверждает: влияние расширенных допусков на целостность материала. Примечание по области применения: относится к процессам ручной сборки. ↩
«Нелинейный конечно-элементный анализ гофрированного листа в…», https://onlinelibrary.wiley.com/doi/10.1155/2014/654012. Геометрический анализ конструкций дисплеев показывает, что для поддержания точных углов в 90 градусов в сложенном картоне необходимо учитывать точную толщину гофры. Роль доказательства: геометрическое подтверждение; тип источника: техническая спецификация. Подтверждает: необходимость сопоставления толщины гофры для обеспечения перпендикулярности. Примечание к области применения: фокусируется на применении в конструкциях дисплеев. ↩



