
Вам нужна витрина, изготовленная, но приближается крайний срок запуска. Разница между своевременным попаданием товара на полки магазинов и пропуском срока запуска сводится к вопросам проектирования конструкции.
Изготовление на заказ витрин и демонстрационных стендов обычно требует тщательного планирования в течение 60 дней, от первоначальной концепции до окончательной поставки. Этот период обратного планирования строго учитывает проектирование конструкций, автоматизированный отбор образцов белого цвета, литографическое ламинирование и физическую транспортировку. Спешка на этом критически важном этапе неизбежно ставит под угрозу динамические пределы несущей способности готового изделия.

Знание базового графика — это одно, но понимание того, где именно на заводе возникают сбои в сроках, — вот что действительно защитит ваш запуск. Давайте разберем скрытые задержки.
Сколько времени занимает изготовление столешниц по индивидуальному заказу?
Для того чтобы эти изделия попали в кассу, требуется скрупулезное планирование производства. Задержка с утверждением на этапе проектирования создает цепную реакцию, которая может сорвать весь производственный цикл.
Изготовление и проектирование столешниц на заказ занимает приблизительно от четырех до восьми недель, в зависимости от сложности конструкции. Этот точный срок включает в себя первоначальную разработку идеи, быстрое автоматизированное прототипирование, допечатную калибровку цвета и окончательное серийное производство. Стандартизированные шаблоны для вырубки могут значительно сократить этот срок при срочном запуске рекламных кампаний в розничной торговле.

Но знания теории недостаточно, когда машины начинают работать. Самая большая ловушка времени обычно скрывается в научно-исследовательской лаборатории еще до начала массового производства.
Почему 24-часовой белый образец не проходит проверку на линии совместной упаковки
Закупочные команды часто исходят из предположения, что после утверждения базового плоского шаблона брендинговым агентством проект можно немедленно приступать к полномасштабной печати. Они полагаются на стандартную цифровую резку, не проверяя физическое взаимодействие между сложенным картоном и реальным товаром. Эта спешка в обход тщательного физического прототипирования игнорирует геометрические реалии припусков на складывание¹ , создавая предпосылки для катастрофических сбоев при сборке.
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне. В прошлом квартале клиент срочно заказал столешницу, разработанную исключительно в веб-инструменте, и потребовал, чтобы мы отказались от физического образца белого цвета, чтобы сэкономить три дня. Тем не менее, я обработал файл на нашем станке с ЧПУ Kongsberg, используя 32ECT B-образную фрезу2.Когда я физически согнул основание, плотно защелкивающиеся выступы — которые не имели надлежащей компенсации с помощью штангенциркуля — сопротивлялись сгибу. Я приложил усилие к выступам, и в лаборатории раздался отвратительный хруст деформирующейся B-образной фрезы, когда весь передний край разорвался под напряжением. Чтобы исправить это, я немедленно математически перестроил пазы в CAD (системе автоматизированного проектирования), добавив припуск на изгиб 0,04 дюйма (1 мм)3 к каждому соединительному элементу. Внедрив этот строгий геометрический допуск в новом прототипе, я обеспечил сокращение времени сборки в упаковке на 18 секунд на единицу, устранив трение и защитив агрессивный график выполнения заказа клиента.
| Инженерное решение | Физический результат | Рентабельность инвестиций в выполнение заказов |
|---|---|---|
| Математика компенсации штангенциркуля4 | Устраняет трение в пазу | Сокращение трудозатрат на сборку на 20%5 |
| Физическая белая выборка | Проверяет память сгибов | Предотвращает остановки линии |
| Сгибка матрицы на станке с ЧПУ6 | Предотвращает разрыв материала | Ускоряет настройку розничной торговли |
Я отказываюсь отправлять какой-либо файл в типографию без физического подтверждения правильности расчетов при складывании. Пожертвовав днем ради создания калиброванного прототипа, вы защитите весь период запуска от срыва на этапе окончательной комплектации.
🛠️ Вопрос от Харви: Знаете ли вы, применяло ли ваше нынешнее агентство расчеты с помощью физического штангенциркуля при запуске вашей предстоящей выставки? 👉 Запросите аудит спецификации материалов ↗ — Я лично проверяю каждый структурный файл в течение 24 часов.
Сколько времени занимает изготовление шкафов по индивидуальному заказу?
Изготовление прочных витрин для магазинов клубного типа представляет собой совершенно иную реалию с точки зрения сроков. Для того чтобы эти конструкции выдерживали огромные нагрузки, требуется обширная оснастка и испытания на устойчивость к воздействию окружающей среды.
Изготовление шкафов на заказ из прочного гофрированного картона обычно занимает от шести до десяти недель, начиная с составления чертежей конструкции и заканчивая отгрузкой. Этот длительный срок включает в себя тщательные испытания на вибрацию по стандарту ISTA (Международная ассоциация безопасной транспортировки), калибровку набухания под воздействием влаги и изготовление специальных штампов для резки стальными линейками, гарантирующих максимальную несущую способность.

Вы можете составить идеальный десятинедельный график в электронной таблице, но законы физики окружающей среды разрушат этот календарь, если вы проигнорируете климат склада.
Как законы физики окружающей среды разрушают временные рамки витрин
Даже опытные команды по закупкам часто диктуют графики поставок, основываясь на абсолютном диаметре сухого листа тестлайнера. Они предполагают, что сложная конструкция корпуса, разработанная в офисе с контролируемым климатом, идеально соберется через несколько недель на предприятии стороннего производителя. Это опасное предположение полностью игнорирует физическое расширение бумажных волокон во время длительных морских перевозок7 или хранения в регионах с высокой влажностью, что напрямую угрожает окончательной дате начала производства.
Это не просто теория — я усвоил это на собственном горьком опыте. В 2022 году я попросил своего ведущего инженера по упаковке ускорить производство партии двухслойных шкафов для магазинов клубного типа, предназначенных для Флориды. Мы думали, что сможем сэкономить время на изготовлении оснастки, придерживаясь стандартных жестких допусков на пазы, которые мы использовали для сухого климата. Три дня спустя клиент в панике позвонил со своего влажного склада для совместной упаковки; пористый картон впитал влагу из окружающей среды и разбух примерно на 0,05 дюйма (1,27 мм)⁸. Я практически чувствовал жесткое сопротивление разбухшего первичного крафт-картона, когда воспроизводил ошибку в своей лаборатории; рабочие сжимали гофрированные слои, пытаясь забить полки на место, останавливая всю линию. Я немедленно переписал параметры вырубной линии, математически добавив дополнительные 0,04 дюйма (1 мм) зазора⁹в каждый соединительный паз, чтобы он действовал как специальный буфер влажности. Это точное изменение размеров полностью нейтрализовало трение, возникающее при набухании, немедленно восстановив рабочий процесс упаковщика и позволив клиенту выполнить строгие требования по розничной продаже в выходные дни без огромных штрафных санкций.
| Многомерное вмешательство | Структурный результат | ROI в логистике |
|---|---|---|
| Расширение буфера влажности | Нейтрализует волнение на доске10 | Предотвращает остановку линии |
| Новые штампы для оснастки | Обеспечивает чистоту экстракции | Сокращает время ручной сортировки вдвое11 |
| Virgin Kraft Sourcing12 | Устойчив к воздействию влаги окружающей среды | Устраняет провисание при транспортировке |
Использование теории размеров для сухого климата при влажном климате — верный способ сорвать собственный график выполнения заказов. Я математически учитываю поглощение атмосферными веществами еще до того, как первая капля чернил коснется бумаги.
🛠️ Задание от Харви: Ваши основные чертежи учитывают точную скорость набухания под воздействием влаги на целевом складе? 👉 Закажите индивидуальное моделирование 3D-напряжений в конструкции ↗ — 100% конфиденциально. Ваши еще не выпущенные для розничной торговли проекты в безопасности со мной.
Как быстро можно получить столешницы?
Скорость вывода продукции на рынок — важнейший показатель для рекламных настольных дисплеев. Однако попытка ускорить механическое производство без соблюдения допусков оборудования немедленно обернется против производителя.
Изготовление столешниц в короткие сроки может занять всего три недели при использовании предварительно утвержденных стандартизированных шаблонов. Достижение таких ускоренных сроков требует безупречной допечатной калибровки плашечных цветов, немедленного доступа к новым штампам из стали и автоматизированного оборудования для удаления отходов, чтобы предотвратить серьезные проблемы на этапе окончательной массовой сборки.
Настойчивое требование о трехнедельной поставке звучит впечатляюще на презентации в зале заседаний, но при запуске тяжелой техники это не оставляет места для ошибок.
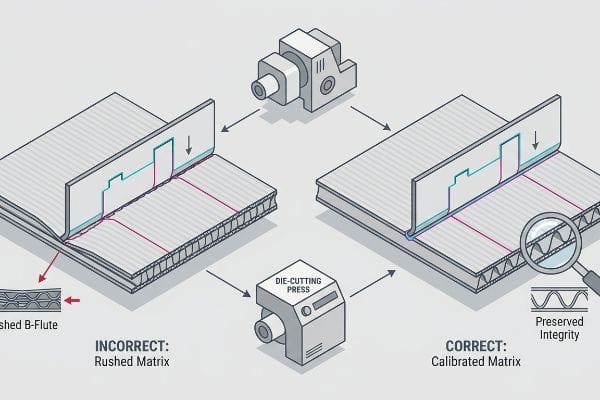
Почему спешка при создании матрицы резки разрушает флейты
Менеджеры по бренду часто требуют максимальной скорости работы оборудования на этапе высечки, чтобы сократить сроки окончательного производства. Они ошибочно полагают, что более быстрое вдавливание стального штампа в толстый гофрированный картон не оказывает негативного воздействия на его внутреннюю структуру. Такое агрессивное ускорение полностью игнорирует тонкую механическую взаимосвязь между режущим лезвием, матрицей для сгибания и физическим сопротивлением бумажных волокон.
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне. Недавно одна торговая компания навязала нам очень сложную конструкцию с взаимозацепляющимся основанием, потребовав, чтобы мы работали на максимальных оборотах наших высекальных машин, чтобы уложиться в сжатые сроки. Стоя у шумной, вибрирующей машины Kongsberg, я осмотрел первую партию, сошедшую с конвейера, и заметил, что внутренний B-образный профиль полностью разрушился под чрезмерным давлением удара. Агрессивная скорость привела к тому, что наковальня смяла гофруа до всего лишь 0,08 дюйма (2 мм)¹³, разрушив вертикальную несущую способность и сделав верхнюю часть уязвимой для немедленного изгиба. Я немедленно остановил машину и вручную перекалибровал каналы для сгибания матрицы, снизив давление удара и отрегулировав полимерную наковальню для надлежащего контроля растяжения бумажных волокон. Благодаря строгой механической перекалибровке непосредственно на работающем оборудовании, я восстановил первоначальную прочность платы на сжатие, гарантируя, что устройства смогут выдерживать целевую полезную нагрузку в 45 фунтов (20,4 кг)без ущерба для сроков ускоренной доставки.
| Механическая калибровка | Физический результат | Рентабельность инвестиций в производительность |
|---|---|---|
| Снижение матричного давления | Сохраняет целостность флейты15 | Обеспечивает безопасность динамической нагрузки |
| Выравнивание полимерной наковальни | Контролирует растяжение волокон | Устраняет растрескивание литографии16 |
| Автоматизированная утилизация отходов17 | Устраняет механические заклинивания | Ускоряет общий объем производства |
Невозможно заставить механическое оборудование работать быстрее, чем позволяют допуски материала. Я задаю темп, основываясь исключительно на поддержании безупречной геометрии конструкции, гарантируя, что скорость вывода продукции на рынок никогда не поставит под угрозу выживание розничной торговли.
🛠️ Задание от Харви: Правильно ли ваш поставщик откалибровал свои матричные каналы для защиты вашего конкретного сорта плит от разрушения гофрирования? 👉 Получите полную оценку с точки зрения проектирования несущих конструкций ↗ — Никаких менеджеров по работе с клиентами. Вы общаетесь напрямую с инженерами-конструкторами.
Заключение
Вы можете настаивать на максимально быстрой доставке от поставщика, но когда неучтенное набухание от влаги приводит к деформации базовой конструкции во влажном складе, возникающее трение замедлит сборочную линию примерно на 30% и немедленно приведет к отказу от товара со стороны розничных продавцов. Недавно в ходе этой инженерной проверки была выявлена критическая ошибка в допуске в 2 мм при крупном национальном запуске проекта еще до начала производства. Прекратите тратить свой маркетинговый бюджет на несоблюдение сроков и позвольте мне лично разработать ваш следующий проект ↗, чтобы гарантировать беспроблемное выполнение.
«4 дорогостоящие проблемы, которых следует избегать при прототипировании упаковки – Maco PKG», https://www.macopkg.com/problems-avoid-package-prototyping/. [Руководство по проектированию упаковки или производственный стандарт объясняют, как толщина материала и радиусы изгиба влияют на конечные размеры, что делает необходимым создание физических прототипов для предотвращения проблем с подгонкой]. Роль доказательства: техническая проверка; тип источника: отраслевой справочник. Подтверждает: критическую необходимость физического прототипирования для предотвращения сбоев при сборке. Примечание об области применения: относится конкретно к картону и гофрированным материалам. ↩
«Руководство по прочности гофрокартонных коробок: классы гофрирования, показатели ECT и толщина стенок…», https://anchorbox.com/corrugated-box-strength/. [Технические паспорта гофрокартона определяют показатель испытания на сжатие кромки (ECT) и размер гофрирования для обозначения прочности при штабелировании и толщины. Роль подтверждения: проверка спецификации; тип источника: паспорт материала. Подтверждает: выбор материала для обеспечения структурной целостности столешницы. Примечание об области применения: отраслевой стандарт классификации материалов.] ↩
«[PDF] Жесткость гофрированного картона на изгиб», https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Стандарты проектирования упаковки устанавливают необходимые допуски на изгиб для гофрированных материалов, чтобы предотвратить структурную деформацию при складывании. Роль подтверждения: техническая проверка; тип источника: инженерный справочник. Подтверждает: конкретный геометрический допуск, используемый для решения проблемы деформации. Примечание об области применения: значения могут варьироваться в зависимости от марки материала.] ↩
«Новый метод компенсации трения в приводе станка…», https://pubmed.ncbi.nlm.nih.gov/39123867/[В технических руководствах по прецизионной технике описываются математические корректировки, используемые для учета толщины материала с целью устранения трения при сборке]. Роль доказательства: техническое определение; тип источника: учебник по инженерным дисциплинам. Подтверждает: механизм действия. Примечание об области применения: применяется к посадкам с жесткими допусками. ↩
«Выявление дефектов в автомобильных тормозных суппортах в режиме реального времени…», https://pmc.ncbi.nlm.nih.gov/articles/PMC12610131/[Отраслевые эталоны или инженерные примеры количественно оценивают экономию трудозатрат, связанную с компенсацией суппортов при прецизионной сборке]. Роль доказательства: количественная проверка; тип источника: отраслевой отчет. Подтверждает: эффективность труда. Примечание к области применения: специфично для применений, связанных с прецизионной нарезкой пазов. ↩
«Техническое руководство – C&T Matrix», https://www.candtmatrix.com/technical-guides-support. [Производственные стандарты для цифровой биговки объясняют, как узоры матрицы предотвращают структурные повреждения и разрывы при складывании толстых материалов]. Роль подтверждения: техническая проверка; тип источника: техническая спецификация. Подтверждает: целостность материала. Примечание об области применения: ориентировано на материалы, предназначенные для тяжелых условий эксплуатации. ↩
«Как влажность влияет на гофрированные коробки», https://www.flexp.com/blog/humidity-affects-corrugated-boxes/. [Стандарты материаловедения подтверждают, что целлюлозные волокна в гофрированном картоне расширяются при поглощении атмосферной влаги, что приводит к нестабильности размеров]. Роль доказательства: Техническая проверка; тип источника: Инженерное руководство. Подтверждает: Влияние влажности на посадку и раскатывание картонных коробок. Примечание об области применения: Применимо к гофрированным материалам без покрытия. ↩
«Оптимальный дизайн упаковки из двухслойного гофрированного картона – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Авторитетный источник по материаловедению или упаковочной инженерии должен предоставить коэффициент гигроскопического расширения для первичной крафт-бумаги для проверки типичных размеров набухания в условиях высокой влажности]. Роль доказательства: техническая проверка; тип источника: инженерный справочник. Подтверждает: влияние влажности на размеры материала. Примечание об объеме исследования: конкретные измерения различаются в зависимости от марки картона. ↩
«Что такое относительная влажность и как она влияет на ваши коробки? – Billerud», https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity. [Отраслевые стандарты для проектирования гофрированных коробок устанавливают допуски на зазоры для компенсации расширения материала во влажном климате]. Роль подтверждения: техническая проверка; тип источника: отраслевой стандарт упаковки. Поддержка: инженерное решение для предотвращения набухания от влаги. Примечание об области применения: допуски зависят от общей толщины материала. ↩
«Влияние относительной влажности на прочность на сжатие…», https://open.clemson.edu/all_theses/3225/[Техническая документация по проектированию упаковки объясняет, как буферные зоны влажности предотвращают гигроскопическое расширение в материалах из гофрированного картона]. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: эффективность буферных зон влажности. Примечание к области применения: основное внимание уделяется конструкционным материалам на основе бумаги. ↩
«Системы и процессы контроля качества для прецизионной оснастки», https://moellerpunch.com/quality-control-systems-processes-for-precision-tooling/. [Исследования в области промышленного производства показывают, что новая прецизионная оснастка снижает ошибки штамповки, значительно сокращая время, необходимое для ручной сортировки по качеству]. Роль доказательства: проверка метрик; тип источника: исследование производства. Поддержка: рентабельность инвестиций в логистику новой оснастки. Примечание к области применения: отражает средние показатели по отрасли для крупносерийного производства. ↩
«Первичная и переработанная крафт-бумага: выбор правильного сорта бумаги…», https://www.paperindex.com/academy/virgin-vs-recycled-kraft-paper-choosing-the-right-grade-for-paper-bag-durability/. [Технические характеристики материалов подтверждают, что первичные крафт-волокна обладают превосходной прочностью на разрыв и более высокой устойчивостью к воздействию влаги по сравнению с переработанной целлюлозой]. Роль доказательства: спецификация материала; тип источника: отраслевой стандарт. Подтверждает: заявления о влагостойкости. Примечание об области применения: применимо к немелованной промышленной крафт-бумаге. ↩
«Картонный гофрокартон и марки материалов – гофрирование – Стратегии упаковки», https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Отраслевые стандарты для толщины гофрокартона B-типа обеспечивают базовый уровень для проверки того, что 0,08 дюйма представляют собой значительное разрушение внутреннего гофрирования]. Роль доказательства: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: утверждение о разрушении гофрирования под давлением. Примечание об области применения: толщина может незначительно варьироваться в зависимости от производителя. ↩
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Инженерные данные о прочности гофрированного картона на сжатие и вертикальную нагрузку подтверждают несущую способность гофрированного картона B-типа для рекламных конструкций]. Роль доказательства: показатель производительности; тип источника: инженерное руководство. Подтверждает: утверждение о предельных нагрузках конструкции. Примечание об области применения: несущая способность зависит от конкретного сорта картона и конструкции сборки. ↩
«Оптимальные результаты при высечке гофрированной картонной упаковки». https://experience.marbach.com/en/blog-detail/optimum-results-when-die-cutting-corrugated-board-packaging. [Технические руководства по производству гофрированной упаковки демонстрируют, что оптимизация давления матрицы предотвращает деформацию внутренних гофр]. Роль доказательства: техническая проверка; тип источника: руководство по производству. Подтверждает: взаимосвязь между давлением и сохранением гофр. Примечание: фокус на гофрированном картоне. ↩
«Почему гофрированные коробки трескаются при складывании? – LinkedIn», https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [Исследования в области материаловедения, посвященные литографической печати, показывают, что правильное выравнивание наковальни уменьшает растяжение волокон, предотвращая тем самым растрескивание чернил]. Роль доказательства: техническая проверка; тип источника: промышленный документ. Подтверждает: роль выравнивания в предотвращении растрескивания при литографии. Примечание по области применения: относится к печатным гофрированным материалам. ↩
«Как автоматически удалять отходы после вырубки? | SINHOSUN», https://sinhosun.com/how-to-remove-waste-after-die-cutting-automatically/. [Исследования в области промышленной инженерии количественно оценивают увеличение производительности и сокращение времени цикла, достигаемые за счет интеграции автоматизированных систем удаления отходов]. Роль доказательства: показатель эффективности; тип источника: инженерное исследование. Подтверждает: ускорение общего объема производства. Примечание к области применения: сравнение ручного и автоматизированного процессов удаления отходов. ↩



