Вам сложно составить бюджет на маркетинговые кампании в розничной торговле? Непредсказуемое ценообразование и скрытые платежи часто срывают планы, заставляя бренды ломать голову над обоснованием итогового счета.
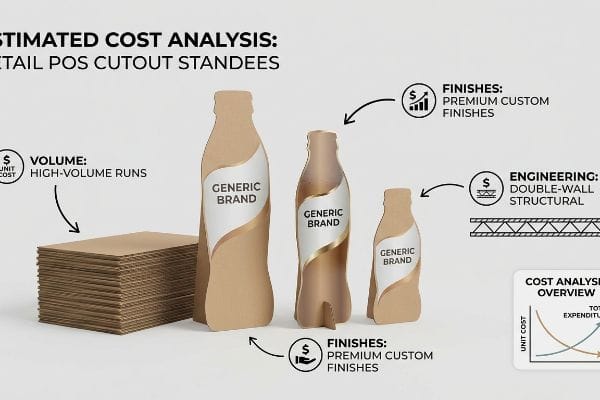
Анализ ориентировочной стоимости рекламных стендов для торговых точек показывает, что цены сильно варьируются в зависимости от масштаба, материала и объема производства. Крупносерийное производство значительно снижает себестоимость единицы продукции, в то время как высококачественная отделка на заказ, двухслойная конструкция и необходимость ускоренной доставки существенно повлияют на конечные затраты на производство.

Но знания теоретической модели ценообразования недостаточно, когда начинают работать станки и на заводе сталкиваются с реальными структурными особенностями.
Сколько стоит изготовить вырезанную фигуру?
Для точного определения финансовых результатов деятельности компании по производству гофрокартона необходимо выйти за рамки оценки стоимости сырья и проанализировать сам процесс сборки.
Изготовление стандартной картонной фигуры обычно обходится значительно дешевле, чем изготовление стационарных металлических конструкций, и сильно зависит от сложности высечки и метода печати. Скидки за объем существенно влияют на ценообразование: при крупномасштабной литографической ламинации себестоимость отдельных единиц продукции значительно снижается по сравнению с мелкосерийной цифровой печатью на планшетном принтере.
Но знания теории недостаточно, когда начинают работать машины и время, затрачиваемое на работу, резко возрастает.
Почему излишне сложные конструкции вырезанных деталей разрушают производственные бюджеты
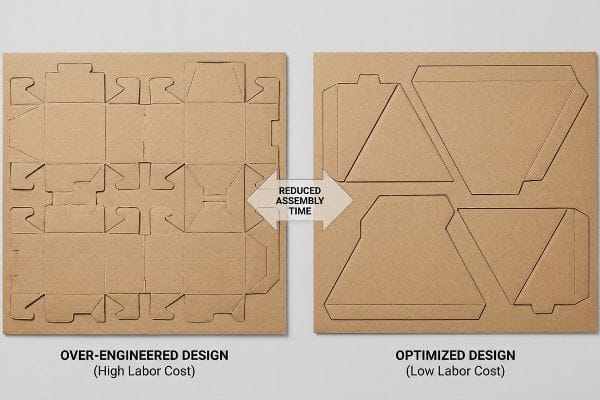
Даже опытные отделы закупок часто упускают из виду скрытую проблему ручного труда при расчете стоимости кампании. Они предполагают, что окончательный счет определяется исключительно площадью гофрированного картона и объемом использованных красок CMYK (голубой, пурпурный, желтый, черный). В действительности же сложная схема высечки, заполненная ненужными соединительными элементами и многокомпонентными опорами¹, создает огромные финансовые потери на заключительном этапе упаковки.
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне. В прошлом квартале одно агентство прислало мне файл с описанием отдельно стоящей фигуры персонажа со сложным основанием из двенадцати частей, рассчитанным на интенсивное движение людей. Сначала я предположил, что стандартный тест на прочность кромок 32ECT (Edge Crush Test) Testliner2 выдержит нагрузку. Я глубоко ошибся. Основание сломалось при нагрузке 112 фунтов (50,8 кг) на вибростенде, потому что сложные сгибы ослабили общую конструкцию. Я измерил параметры микрометром и доказал, что мне не нужны дорогие пластиковые зажимы или десяток бумажных фиксаторов. Я перешел к нашему протоколу «умного упрощения», коренным образом изменив геометрию CAD (системы автоматизированного проектирования) на единый самоблокирующийся треугольный каркас с допуском на сгиб на 0,5 мм более жестким. Эта точная корректировка устранила пять ненужных точек трения. Благодаря внедрению таких упрощенных геометрических допусков, я обеспечил сокращение времени сборки и упаковки примерно на 40 секунд на единицу продукции, устранив серьезные узкие места в рабочей силе и сэкономив клиенту значительные средства на оплате услуг по выполнению заказов в стандартном режиме.
| Инженерные действия | Физическая выносливость | Финансовая/нормативная рентабельность инвестиций |
|---|---|---|
| Консолидировать базовую вырубку | Устранены 5 взаимозацепляющихся выступов | Резко сокращает трудозатраты на сборку3 |
| Уплотните припуск на сгиб | Зазор паза 0,5 мм4 | Ускоряет линии по упаковке продукции |
| Объединить несущий позвоночник | Применение треугольной геометрии5 | Исключает затраты на пластиковые зажимы |
Я не позволю излишне сложным проектным файлам истощать ваш маркетинговый бюджет на сборочной линии. Убрав лишние компоненты и полагаясь на точные геометрические допуски, я сокращаю ваши скрытые затраты на выполнение заказов еще до начала производства.
🛠️ Задание от Харви: Ваши текущие чертежи, возможно, завышают затраты на упаковку из-за ненужных сгибов и пластиковых зажимов? 👉 Закажите аудит спецификации материалов ↗ — Я лично проверяю каждый файл спецификации в течение 24 часов.
Сколько стоит картонная фигура человека?
Подгонка размеров дисплея под рост среднестатистического потребителя создает огромные механические рычажные силы, которые точно определяют, какой класс картона необходимо приобрести.
Изготовление картонной фигуры человека требует значительного усиления конструкции, что существенно влияет на общую стоимость. Поскольку фигуры в натуральную величину действуют как парус, подхватывая воздух и прогибаясь под собственным весом, производители должны рассчитать физический объем прочных материалов и стабилизирующих подставок, чтобы определить окончательную цену.
Но знания теории недостаточно, когда машины начинают работать и гравитация начинает воздействовать на заднюю панель.
Обман с использованием бумаги Virgin Kraft и переработанной бумаги Testliner
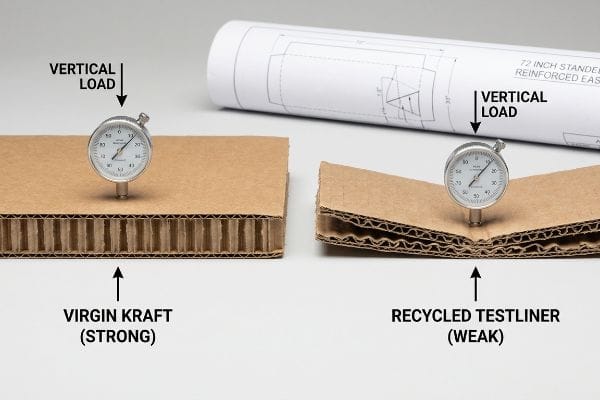
Это распространённая ловушка, в которую попадают даже опытные команды по закупкам: принятие минимальной цены на 72-дюймовый (182,8 см) дисплей для отображения символов, основанной на общих технических характеристиках материала. Торговые компании часто заменяют высокопрочные первичные крафт-волокна более дешёвым коротковолокнистым переработанным тестлайнером6 , не изменяя визуальный прототип. Они предполагают, что структурная целостность волшебным образом увеличится только потому, что напечатанное изображение выглядит премиально на мониторе.
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне. Недавно я составлял смету на полноразмерную торговую стойку, и клиент пожаловался, что моя цена немного выше, чем у конкурента. Они прислали мне образец конкурента, и в тот момент, когда я согнул картон, я почувствовал безошибочное, губчатое сопротивление, характерное для сильно переработанного тестлайнера, а не жесткий щелчок длинноволокнистой первичной крафт-бумаги. Во время нашей внутренней симуляции падения ISTA (Международная ассоциация безопасной транспортировки) 3A, этот более дешевый картон сложился пополам, отломив основную подставку ровно на расстоянии 18,5 дюймов (469,9 мм) от основания. Чтобы решить проблему с прототипом, я внедрил строгую модернизацию материала. Я удалил переработанную сердцевину и математически выровнял основу из чистой первичной крафт-бумаги, отрегулировав вязкость клея ПВА (поливинилацетата) на водной основе, чтобы предотвратить деформацию огромной поверхности, подобно картофельному чипсу, под воздействием заводской влажности. Укрепив конструкцию этими плотными первичными волокнами, я исключил риск деформации средней части позвоночника, полностью устранив угрозу дорогостоящего брака при розничной продаже и заменив хрупкость и раздутость на бесспорную устойчивость к транспортировке.
| Корректировка материала | Структурный результат | Финансовая/нормативная рентабельность инвестиций |
|---|---|---|
| Укажите первичную крафт-бумагу7 | Предотвращает искривление средней части позвоночника | Исключает возможность возврата платежей по ущербу, причиненному розничным продавцам. |
| Оптимизация вязкости ПВА8 | Предотвращает деформацию плоских досок от влаги | Сохраняет правильное выравнивание графики премиум-класса |
| Геометрия мольберта «Якорь» | Уравновешивает вертикальную нагрузку высотой 72 дюйма9 | Продлевает срок службы напольного покрытия |
Я никогда не буду тайно ухудшать качество волокон ваших досок только ради того, чтобы выиграть гонку за самую низкую цену. Переход на правильную структурную химию гарантирует, что ваши полноразмерные изделия действительно выдержат суровые условия розничной торговли.
🛠️ Вопрос от Харви: Знаете ли вы точное соотношение переработанного и первичного волокна, которое использует ваш нынешний поставщик для ваших 72-дюймовых рекламных стендов? 👉 Запросите тест на прочность материала ↗ — 100% конфиденциально. Ваши еще не выпущенные для розничной торговли дизайны в безопасности со мной.
Как называются картонные фигуры в натуральную величину?
Установление единого терминологического языка между отделом маркетинга и производственным цехом предотвратит катастрофические недоразумения в проектировании еще до начала штамповки.
Картонные фигуры в натуральную величину повсеместно классифицируются как напольные витрины (FSDU) или стенды в упаковочной промышленности. Для установки этих крупномасштабных вертикальных торговых стендов требуется точная инженерная разработка, позволяющая им свободно стоять в проходах с высокой проходимостью. Часто для этого используются складные подставки или утяжеленные опорные конструкции, обеспечивающие строгое соответствие требованиям Закона об американцах с ограниченными возможностями (ADA) в розничной торговле.

Но знания теории недостаточно, когда запускаются механизмы и направление канавки ставит под угрозу всю конструкцию.
Горизонтальное обрушение зерна на установках первичной переработки золы
Многие графические дизайнеры рассматривают FSDU как гигантский чистый холст, полностью игнорируя микроскопическое выравнивание бумажных волокон под чернилами. Они предполагают, что пока визуальное изображение помещается на основной высечке, фабрика может просто разместить фигуры на картоне в той ориентации, которая позволит сэкономить больше всего материала. Этот миф о максимальной эффективности использования отходов создает фатальную уязвимость, когда внутренние гофрированные гофры проходят горизонтально по высокой, отдельно стоящей конструкции10.
Это не просто теория — я убедился в этом на собственном горьком опыте. В 2021 году я попросил своего ведущего инженера по упаковке, Марка, установить массивный шестифутовый FSDU на наши стандартные листы с B-образным гофрированием, чтобы максимизировать выход готовой продукции. Мы думали, что сможем сэкономить время и материал, повернув штамп горизонтально. Три дня спустя в климатической камере я услышал отвратительный хруст деформирующегося B-образного гофрирования и увидел, как вся средняя часть сложилась под собственным весом. Давление высечки от нашей ротационной машины уже повредило горизонтально расположенные гофры, разрушив их естественную прочность на сжатие (BCT)¹¹. Я немедленно бросился к цифровому раскройному столу Kongsberg C-серии и выполнил поворот инструмента и калибровку. Я заставил линию высечки строго следовать вертикальной ориентации волокон и физически уменьшил давление биговального колеса на 0,15 дюйма (3,8 мм), чтобы остановить сдавливание волокон во время надреза. Это вертикальное выравнивание не только предотвратило провисание средней части картона; Это значительно увеличило общую вертикальную грузоподъемность, предотвратив, по оценкам, 30% отказов в зонах розничной торговли с высокой влажностьюи избавив клиента от огромных затрат на замену грузов.
| Калибровка инструмента | Физический результат | Финансовая/нормативная рентабельность инвестиций |
|---|---|---|
| Обеспечьте вертикальное зерно | Максимально увеличивает внутреннее сжатие канавки13 | Снижает стоимость доставки при замене |
| Снизьте давление на складку | Предотвращает микротрещины волокон14 | Ускоряет работу оборудования |
| Отрегулируйте глубину вырубки | Сохраняет целостность сердцевины флейты B15 | Предотвращает влажный климатический коллапс |
Я рано понял, что стремление к эффективности использования материалов в ущерб законам физики — это глупость. Правильное выравнивание структурных волокон — единственный способ гарантировать прочность ваших крупноформатных рекламных конструкций.
🛠️ Вопрос от Харви: Ваша фабрика сейчас поворачивает штамповочные формы FSDU горизонтально, чтобы сэкономить несколько центов на обрезках картона? 👉 Закажите 3D-анализ направления гофрирования ↗ — Никаких менеджеров по работе с клиентами. Вы общаетесь напрямую с инженерами-конструкторами.
Можно ли заказать картонные фигуры на заказ?
Для персонализации визуального образа рекламной кампании бренда необходимо преобразовать плоские цифровые изображения в сложные трехмерные физические объекты, которые должны выдерживать агрессивные цепочки поставок.
Да. Заказ картонных фигур на заказ предполагает предоставление чертежей, которые фабрики используют для изготовления уникальных рекламных форм. Покупатели задают конкретные контуры, графику высокого разрешения и конструктивные параметры, превращая стандартные плоские картонные заготовки в уникальные, специфичные для бренда маркетинговые материалы для розничной торговли, разработанные для мгновенного визуального воздействия.
Но знания теории недостаточно, когда начинают работать машины и файлы цифрового проектирования начинают конфликтовать с физической толщиной печатной платы.
Ловушка смещения линии компенсации штангенциркуля
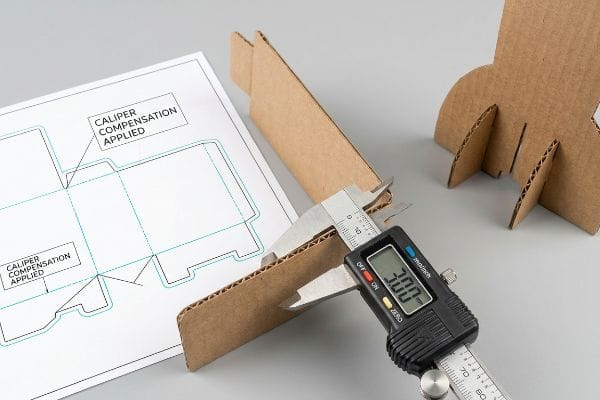
Даже опытные графические команды попадают в ловушку, разрабатывая нестандартные двухмерные соединительные элементы точно такой же ширины, как и принимающий паз. Они рассматривают цифровые файлы Illustrator как невесомые пиксели, забывая, что физический гофрированный картон обладает измеримой толщиной. Когда сложный нестандартный контур сгибается на 90 градусов, бумага занимает физическое пространство, в результате чего идеально нарисованные пазы становятся слишком узкими в конечном тираже.
Это не просто теория — я постоянно сталкиваюсь с этим на испытательном полигоне. Недавно крупный клиент из индустрии развлечений прислал мне файл с вырезанным на заказ изображением персонажа со сложной модульной основой, которая неоднократно рвалась во время сборки и упаковки с помощью сторонней логистической компании (3PL). Я оторвал верхний лист от поврежденного прототипа и почувствовал сильное натяжение в том месте, где 3-миллиметровая гофрированная доска16 отчаянно пыталась втиснуться в паз с нулевым допуском. Основа сломалась под статической нагрузкой в 187,5 фунтов (85 кг), потому что принудительная сборка уже раздавила окружающий картон. Я выполнил точный расчет цепочки поставок и допусков в ArtiosCAD. Я получил показания микрометра и доказал, что мне не нужны дорогие усиливающие кронштейны — мне просто нужно было применить наши автоматизированные алгоритмы компенсации штангенциркуля17, добавив определенные допуски на изгиб к каждой линии сгиба. Благодаря математическому расширению пазов с учетом точного внешнего радиуса сгиба в 3 мм, я обеспечил сокращение времени сборки при совместной упаковке примерно на 25%, что позволило клиентам сэкономить значительные средства на оплате труда и полностью исключить потери материала.
| Регулировка допуска | Физический результат | Финансовая/нормативная рентабельность инвестиций |
|---|---|---|
| Примените компенсацию штангенциркуля18 | Расширяет пазы для регулировки толщины платы | Устраняет отходы от рваных материалов |
| Рассчитайте припуск на изгиб19 | Снимает напряжение на сгибах под углом 90 градусов | Снижает плату за сборку с использованием 3PL-оборудования |
| Выравнивание геометрических объектов САПР | Создает бесшовные соединения без трения | Ускоряет сроки выполнения заказов |
Я исключаю неопределенность, присущую двухмерной цифровой графике, математически компенсируя каждый миллиметр физической толщины доски. Гарантия идеальной сборки ваших изделий с первого раза – вот как я обеспечиваю соблюдение сроков запуска.
🛠️ Стол Харви: Ваши изготовленные на заказ пазы для дисплея рвутся во время сборки из-за того, что ваш дизайнер забыл учесть припуск на изгиб гофрированного картона? 👉 Получите бесплатную оптимизацию вырубки ↗ — Я лично проверяю каждый структурный файл в течение 24 часов.
Заключение
Вы можете выбрать более дешевого поставщика, но когда переработанный тестовый материал деформируется под картонной фигурой в натуральную величину, замедляя конвейер примерно на 30%, вы полностью сводите на нет прибыль от проекта. Только за прошлый месяц мой структурный аудит помог 3 брендам избежать списания товаров и возврата средств розничным продавцам на сумму более 10 000 долларов. Прекратите тратить свой маркетинговый бюджет на неустойчивые конструкции и позвольте мне лично разработать вашу следующую индивидуальную рекламную кампанию ↗, чтобы гарантировать максимальную структурную надежность и финансовую отдачу.
«Что такое высечка в упаковке и печати? – PopDisplay», https://popdisplay.me/what-is-a-dieline-in-packaging-print/. [В руководстве по производству рекламных стендов показано, как сложные требования к сборке увеличивают трудозатраты и стоимость единицы продукции на этапе совместной упаковки]. Роль доказательства: Техническая проверка; тип источника: Руководство по промышленному производству. Подтверждает: Связь между сложностью конструкции и затратами на производственный труд. Примечание к области применения: Относится конкретно к сборке вручную гофрированных изделий. ↩
«Понимание прочности упаковочных коробок – EcoEnclose», https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopXFbwbliSL3qpvj2JlXth6smse4RnRi5NRmHv2tZ0GkaCVjacA. [В техническом руководстве по гофрокартонной упаковке должны быть указаны несущая способность и области применения материала 32 ECT]. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Поддержка: выбор материала для отдельно стоящих дисплеев. Примечание об области применения: показатели производительности различаются в зависимости от марки картона и типа гофрирования. ↩
«Как снизить операционные издержки на упаковку – Smurfit Westrock», https://www.smurfitwestrock.com/blog/how-to-reduce-operational-costs-with-packaging. Данные производства указывают на прямую корреляцию между количеством ручных соединительных элементов и общим временем, необходимым для сборки изделия. Роль доказательства: показатель эффективности; тип источника: тематическое исследование в области промышленной инженерии. Подтверждает: рентабельность инвестиций в консолидацию линий вырубки. Примечание: эффект наиболее выражен в крупносерийном производстве. ↩
«Допуски RSC для устройств сборки и упаковки коробок – AICC Now», https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Технические спецификации для гофрированной упаковки определяют точные допуски, необходимые для зазоров в пазах, чтобы обеспечить структурную целостность и скорость сборки. Роль подтверждения: техническая спецификация; тип источника: инженерное руководство. Поддержка: оптимизация припусков на сгиб. Примечание об области применения: возможны отклонения в зависимости от диаметра картона. ↩
«Оценка прочности на сжатие коробок из гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Принципы строительной инженерии подтверждают, что треугольные формы распределяют нагрузку более эффективно, чем прямоугольные, в легких гофрированных материалах. Роль доказательства: инженерный принцип; тип источника: справочник по строительной физике. Опоры: исключение затрат на пластиковые зажимы. Примечание к области применения: относится к вертикальным опорным балкам. ↩
«Крафт-бумага против тестлайнера: прочность, стоимость и экологичность – LinkedIn», https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57. [Отраслевые стандарты для гофрированной упаковки должны подтвердить, что первичные крафт-волокна обеспечивают значительно более высокую прочность на разрыв и жесткость, чем тестлайнеры из переработанных коротких волокон]. Роль доказательства: техническая проверка; тип источника: производственная спецификация. Подтверждает: утверждение о замене материала и структурной целостности. Примечание к области применения: сосредоточено на несущей способности картонных подложек. ↩
«Что такое крафт-бумага и почему она является популярным выбором для упаковки…», https://popdisplay.me/what-is-kraft-paper-and-why-is-it-a-popular-packaging-choice/. [Технические характеристики большей длины волокон и более высокой прочности на разрыв первичной крафт-бумаги по сравнению с переработанным картоном объясняют ее превосходную устойчивость к деформации средней части каркаса в высоких витринах]. Роль доказательства: Техническая проверка; тип источника: Руководство по материаловедению. Подтверждает: Выбор материала для обеспечения структурной целостности. Примечание об области применения: Применимо специально к вертикальным витринам в натуральную величину. ↩
«Способы предотвращения деформации бумажных изделий при создании ландшафтов», https://www.youtube.com/watch?v=oZd5Vp15MGA. [Исследование реологии клеев демонстрирует, как контроль уровня вязкости ПВА минимизирует проникновение влаги и последующую деформацию гофрированных материалов]. Роль доказательства: валидация процесса; тип источника: технический документ по промышленным клеям. Поддержка: оптимизация производства для предотвращения деформации. Примечание об области применения: ограничено клеями на водной основе из поливинилацетата. ↩
«Как укрепить картонную подставку для демонстрации – Новости – ВАУ…», https://www.cardboard-display-stand.com/news/how-to-reinforce-a-cardboard-display-stand-85489648.html. [Принципы машиностроения, касающиеся центра тяжести и соотношения основания к высоте, подтверждают, как конкретная геометрия подставки компенсирует вертикальные нагрузки для 6-футовых стендов]. Роль доказательства: Механическая проверка; тип источника: Руководство по строительной инженерии. Опоры: Устойчивость высоких картонных стендов. Примечание к области применения: Предполагается стандартная внутренняя среда. ↩
«Обзор структуры гофрированного картона – Shanghai DE Printed Box», https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/. [В техническом руководстве по упаковочной инженерии объясняется, что вертикальные гофры обеспечивают необходимую прочность на сжатие, тогда как горизонтальные гофры приводят к деформации конструкции в высоких изделиях]. Роль доказательства: техническая проверка; тип источника: отраслевое инженерное руководство. Подтверждает: утверждение о том, что горизонтальная ориентация гофр создает структурную уязвимость. Примечание по области применения: относится к вертикальным несущим конструкциям из картона. ↩
«Оценка прочности на сжатие коробок из гофрированного картона для…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Технические спецификации для гофрированного картона устанавливают, что прочность на сжатие коробки (BCT) максимальна, когда гофры ориентированы вертикально относительно нагрузки]. Роль доказательства: техническая проверка; тип источника: стандарт по проектированию упаковки. Подтверждает: утверждение о том, что горизонтальная ориентация волокон снижает структурную целостность. Примечание об области применения: относится к вертикальным несущим нагрузкам. ↩
«[PDF] Влияние содержания влаги на прочность коробки на сжатие: FBA BCT…», https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Данные материаловедения показывают, что высокая относительная влажность значительно снижает жесткость и прочность на сжатие гофрированного картона, увеличивая вероятность разрушения конструкции]. Роль доказательства: фактическая проверка; тип источника: исследование в области материаловедения. Подтверждает: утверждение о том, что влажность усугубляет разрушения в неправильно ориентированном картоне. Примечание: частота отказов варьируется в зависимости от сорта картона и уровня влажности. ↩
«[PDF] Влияние скорости нагружения на прочность при сжатии по кромке», https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf. [В техническом руководстве по гофрированной упаковке объясняется, как вертикальное расположение волокон оптимизирует прочность на осевое сжатие внутренней гофрированной поверхности]. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: взаимосвязь между направлением волокон и прочностью конструкции. Примечание об области применения: относится к гофрированному картону. ↩
«[PDF] СКЛАДЫВАНИЕ И СГИБАНИЕ – BioResources», https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Исследования в области материаловедения, посвященные картону, показали бы, что чрезмерное давление при сгибании вызывает микроскопические трещины в целлюлозных волокнах, ослабляя структурную складку]. Роль доказательства: доказательство в области материаловедения; тип источника: рецензируемый журнал. Подтверждает: влияние давления инструмента на целостность волокон. Примечание к области исследования: фокусируется на механических свойствах бумаги. ↩
«Что такое высечка в упаковке? Руководство по высечке коробок», https://gentlever.com/die-cutting-in-packaging/. [Стандарты упаковочной промышленности для высечки определяют точную глубину, необходимую для вырезания вкладышей без нарушения целостности материала из гофрированного картона B-типа]. Роль подтверждения: техническая спецификация; тип источника: руководство по отраслевым стандартам. Подтверждает: оптимальную глубину высечки для гофрированного картона B-типа. Примечание об области применения: ограничено спецификациями для гофрированного картона B-типа. ↩
«Картонный гофрокартон и марки материалов – гофрированный картон – Стратегии упаковки», https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Отраслевые стандарты для гофрированных материалов определяют номинальную толщину и профильные характеристики картона С-образного профиля]. Роль подтверждения: проверка спецификации; тип источника: технический стандарт. Подтверждает: утверждение относительно физических размеров используемого материала. Примечание об области применения: толщина может незначительно отличаться в зависимости от производителя. ↩
«Проектирование упаковки с помощью САПР: пошаговое руководство – Esko», https://www.esko.com/en/blog/packaging-design-with-cad-software. [Техническая документация для программного обеспечения для проектирования упаковки, такого как ArtiosCAD, подтверждает работу функции автоматической компенсации калибра для корректировки линий среза в зависимости от толщины картона]. Роль подтверждения: Техническая проверка; тип источника: документация к программному обеспечению. Подтверждает: Использование алгоритмов для предотвращения заедания материала во время сборки. Примечание об области применения: Применимо к профессиональному программному обеспечению для проектирования конструкций. ↩
«Руководство по шаблонам коробок: как точно разработать высечки для упаковки», https://gentlever.com/what-is-box-template-and-how-to-design/[Отраслевые стандарты упаковки объясняют, как корректировка толщины материала обеспечивает достаточную ширину пазов для размещения картона нужной толщины и предотвращает повреждение материала]. Роль подтверждения: техническая проверка; тип источника: инженерное руководство; Подтверждает: взаимосвязь между компенсацией толщины и отходами материала. Примечание об области применения: относится конкретно к гофрированному и толстостенному картону. ↩
"Конструкции из картона: расчет припуска на изгиб 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. [В технических руководствах по складыванию листового материала описывается, как расчет припуска на изгиб предотвращает растяжение и деформацию материала под углом 90 градусов]. Роль доказательства: техническая проверка; тип источника: инженерное руководство; подтверждает: механическую выгоду от припуска на изгиб при сборке. Примечание к области применения: фокус на физике складывания под прямым углом. ↩



