
Вы утвердили вырубку, но что происходит с оснасткой после первого запуска? Если вы планируете повторный заказ, понимание срока службы режущих инструментов позволит значительно сэкономить.
Да. Штампы можно использовать многократно в производстве. Хорошо сохранившийся стальной штамп легко выдерживает тысячи оттисков, прежде чем лезвия затупятся. Однако стандартная отраслевая практика требует бережного хранения для предотвращения повреждений от влажности, что гарантирует точность деревянной основы и металлических лезвий для будущих производственных циклов.

Но знания о том, что они долговечны, недостаточно; необходимо понимать, как этот процесс на самом деле формирует вашу розничную стратегию с самых основ.
Что такое вырубка в упаковке?
Понимание основных принципов структурного формообразования — ваша первая линия защиты от дорогостоящих задержек в производстве.
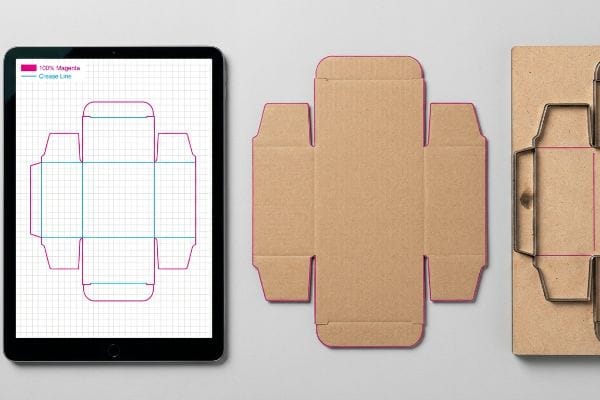
Вырубка в упаковке — это механический процесс, при котором стальные лезвия специальной формы вдавливаются в картон или бумагу, вырезая определенные структурные элементы. Эта технология превращает плоские печатные листы в трехмерные торговые витрины, позволяя создавать соединяющиеся язычки, изогнутые заголовки и сложные сгибы без использования ручных ножниц.
Плавный переход от плоского графического изображения к трехмерной структуре полностью зависит от того, как подготовлен исходный файл с изображением.
Как плашечные цвета определяют архитектуру оснастки
Даже опытные дизайнеры часто создают плоские структурные файлы, используя стандартные черные линии CMYK¹для обозначения мест сгиба или разреза материала. Они отправляют макет в типографию, предполагая, что автоматизированное оборудование точно знает, что означает визуальная черная линия. В чисто цифровой среде это кажется логичным способом обозначить контур коробки.
В реальности на заводе все обстоит совсем иначе. Я часто наблюдаю, как файлы не проходят проверку на этапе допечатной подготовки, потому что автоматизированные станки с ЧПУ (компьютерным числовым управлением) не считывают визуальные черные чернила. Они считывают определенные плашечные цвета, назначенные векторным линиям. Если ваша команда просто рисует стандартную черную линию, программное обеспечение RIP станка объединяет ее со слоем макета. В результате вы получаете высокочастотную механическую ошибку от станка, или, что еще хуже, прекрасно напечатанный гофрированный лист с видимыми черными контурами, но без каких-либо физических разрезов, что вызывает огромное разочарование и полную остановку проекта.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Прорисовка структурных линий разреза в CMYK черным цветом | Присвоение векторным контурам плашечного цвета 100% пурпурного оттенка | Предотвращает пропуски при сборке |
| Оставшиеся вырезанные слои сливаются с изображением | Выделение механических движений в отдельный слой | Обеспечивает чистые края без следов чернил |
| Использование растровых изображений для оформления складных вкладок | Построение математически связанных векторных путей | Устраняет проблему искривленных, нескладывающихся панелей |
Я всегда проверяю векторные траектории еще до того, как лазерный станок нагреется. Напечатанная черная линия не сможет разрезать картон, и предположение об этом лишь приведет к трате маркетингового бюджета на неразрезанные листы.
🛠️ Рабочий стол Харви: Не уверены, правильно ли ваш графический дизайнер отформатировал штрихи? 👉 Пришлите мне ваш чертеж высечки ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламой, обещаю.
Как работают штампы?
Прежде чем одобрить сложную конструкцию из гофрированного картона, необходимо понимать, какие экстремальные физические силы воздействуют на этот материал.
В упаковочной промышленности штампы работают как прочные формочки для печенья. Деревянная доска удерживает изогнутые стальные линейки в точно заданных положениях. Помещенные внутрь пресса высокого давления, эти металлические лезвия прижимаются к плоским гофрированным листам, одновременно разрезая волокна и создавая линии сгиба с помощью чрезвычайной механической силы.

В то время как процесс резки формирует внешний контур, процесс сгибания определяет, как будет складываться готовое изделие, не ломаясь.
Скрытая механика стального линейчатого штампа
Часто задаваемый мне вопрос: достаточно ли острого металлического лезвия, чтобы сделать аккуратный сгиб на картоне? Многие покупатели считают, что обычная тупая металлическая линейка просто вдавливается в картон и волшебным образом создает идеальный угол в 90 градусов. Легко, глядя на аккуратный CAD-макет, предположить, что физический материал будет гнуться так же плавно.
Проблема заключается в огромном физическом сопротивлении волокон необработанной бумаги. Когда я испытываю стандартные штампы из стальной линейки на толстом первичном крафт-картоне 32ECT , внутренние гофры сильно деформируются под давлением. Можно услышать громкий, характерный треск разрывающихся под нагрузкой волокон бумаги, что немедленно портит напечатанный верхний лист. Чтобы исправить это, мы устанавливаем на режущую пластину внутреннюю биговальную матрицу. Этот полимерный канал действует как наковальня, точно контролируя растяжение материала при ударе стальной линейки, полностью предотвращая растрескивание при литографии² и сокращая количество отходов при сборке примерно на 15% ³ .
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Использование стальных линеек на толстой доске | Применение женской матрицы для создания складок | Предотвращает появление некрасивых белых трещин на изображениях |
| Предположим, что все картонные листы складываются одинаково | Регулировка глубины складки с помощью штангенциркуля | Обеспечивает аккуратные, ровные углы |
| Игнорируя направление волокон бумаги | Выравнивание основных складок по направлению волокон ткани | Повышает прочность вертикального штабелирования |
Я никогда не полагаюсь на голую сталь, вдавливающуюся в пустое пространство. Использование полимерного канала для сгибания точно определяет, как изгибается плата, гарантируя, что ваша высококачественная графика сохранится в целости и сохранности в процессе складывания.
🛠️ Рабочий стол Харви: Ваши текущие стенды страдают от потрескавшейся краски вдоль основных швов? 👉 Запросить анализ материалов ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Для чего используется вырубной станок?
Прежде чем принимать решение о приобретении дорогостоящего и постоянного оборудования, необходимо обязательно провести проверку расчетных параметров конструкции.
Станок для высечки используется для массового производства идентичных по форме упаковочных материалов с высокой скоростью и точностью. Эти промышленные прессы вдавливают деревянные заготовки в гофрированный картон, быстро разрезая и надрезая тысячи единиц продукции в час, обеспечивая абсолютную структурную целостность при масштабных глобальных розничных проектах.

Прежде чем запустить эти огромные промышленные прессы, на современных предприятиях используются цифровые раскройные столы для создания прототипов точно таких же движений.
Проверка математических расчетов перед печатью
Представьте себе цифровое быстрое прототипирование как последнюю примерку портного перед пошивом дорогого костюма на заказ. Многие отделы закупок пытаются сэкономить время, пропуская этап изготовления белого образца4 и сразу же заказывая деревянную оснастку для массового производства5.Они предполагают, что измерения, выполненные с помощью программного обеспечения, идеально подойдут для финальной партии продукции без какой-либо физической проверки.
Это опасная слепая зона в производстве. Без предварительной обработки плоского файла на цифровом плоттере⁶выникогда не сможете проверить физические точки трения вашего конкретного сорта картона. Я наблюдал, как продавцы в магазинах потеют на торговом зале, пытаясь затянуть соединительные выступы, нарисованные всего на 0,08 дюйма (2 мм) слишком туго⁷,в итоге рвя необработанный картон и прибегая к некрасивой прозрачной ленте, чтобы скрепить товар . Предварительно протестировав белый образец в течение 24 часов, мы физически доказываем скорость сборки, гарантируя, что ваши партнеры по упаковке не будут замедлены из-за неправильной геометрии конструкции.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Пропускаем физический образец белого цвета | Запуск прототипа цифрового плоттера8 | Подтверждает сборку без трения |
| Угадывание способа удаления вкладок на экране | Испытание физической стойкости материалов | Предотвращает отрывание этикеток на полу магазина. |
| Срочно переходим к обработке древесины | Проверка правильности сгибов перед изготовлением тарелок | Экономит деньги на дорогостоящей переделке инструментов9 |
Я требую создания физических прототипов для каждого проекта. Быстрое изготовление одного образца на цифровом плоттере позволяет немедленно выявить структурные недостатки, избавляя от необходимости производства тысяч бесполезных, не подлежащих изготовлению изделий.
🛠️ Задание от Харви: Ваши сотрудники в магазинах постоянно жалуются на то, что витрины слишком сложно складывать? 👉 Закажите структурный аудит ↗ — Никаких форм, которые приводят к бесконечным звонкам отделам продаж. Только чистая выгода.
Каково назначение игральной кости?
Истинная ценность специализированной оснастки заключается в обеспечении точных допусков, которые выдерживают реальные условия эксплуатации в цепочке поставок.
Цель штампа — гарантировать строгую геометрическую однородность каждой изготовленной детали. Зафиксировав точные размеры выступов, пазов и сгибов в стальном инструменте, производители обеспечивают идеальную сборку каждого гофрированного дисплея, поддерживая необходимую динамическую прочность для розничной торговли.

Но знания теории недостаточно, когда машины начинают работать, потому что даже самый прочный стальной инструмент не может контролировать погоду.
Почему идеальное оборудование выходит из строя во влажных складах
В моем цехе я регулярно наблюдаю, как блестящие расчеты по конструктивным решениям полностью рушатся, как только материал покидает помещение с кондиционированием воздуха. Предполагается, что как только режущий инструмент фиксирует определенную ширину выступа — скажем, ровно 0,12 дюйма (3,17 мм) для канавки B10— это измерение остается неизменным навсегда. Это ловушка, в которую попадают даже опытные команды по закупкам, потому что они больше доверяют статическим размерам CAD, чем физическим свойствам самого картона11.
Это не просто теория — я вижу это на практике, когда мы моделируем условия длительной морской транспортировки. Когда плоские упаковки отправляются во влажные регионы, такие как Флорида или Техас, пористый гофрированный картон впитывает влагу из окружающей среды и физически разбухает. Идеальный паз внезапно сжимается на долю миллиметра. Когда бригада по совместной упаковке пытается собрать изделие, вы можете почувствовать влажное, тяжелое сопротивление картона, который не хочет чисто соединяться, из-за чего рабочие сдавливают гофры. Я исправляю это, искусственно расширяя пазы ровно на 0,04 дюйма (1 мм) в напильнике еще до изготовления стального инструмента. Математически компенсируя расширение бумаги, я гарантирую, что время сборки в рамках совместной упаковки сократится примерно на 45 секунд на единицу продукции, защищая ваши трудозатраты независимо от влажности на складе.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Прорезки для точного определения ширины сухой доски | Разработка буфера влажности толщиной 1 мм12 | Обеспечивает быструю и беспроблемную настройку |
| Игнорирование региональных изменений климата | Корректировка допусков для прибрежного транзита | Предотвращает деформацию канавок во время сборки13 |
| Обвинение завода в тугих застежках | Предварительная компенсация набухания тестлайнера14 | Снижает дорогостоящие тарифы на ручную упаковку |
Точные лабораторные измерения совершенно бесполезны, если они не выдерживают нагрузки во влажном складском помещении. Встраивание микроскопического буфера влажности непосредственно в стальную оснастку гарантирует безупречную сборку ваших витрин в торговом зале.
🛠️ Вопрос от Харви: Знаете ли вы точное содержание влаги в гофрированном картоне вашего нынешнего поставщика перед литографическим ламинированием? 👉 Пришлите мне файл с чертежом высечки ↗ — Я проверю расчеты, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете полагаться на стандартные инструменты, но когда идеально вырезанные пазы разбухают во влажном складе, упаковщики могут раздавить картон, замедлив сборку примерно на 40% и уничтожив вашу прибыль. Более 500 бренд-менеджеров используют мой контрольный список для допечатной подготовки, чтобы избежать именно этих фатальных ошибок на ранних этапах. Перестаньте гадать о механических допусках и позвольте мне лично проверить ваши структурные файлы с помощью моего бесплатного аудита высечки ↗, чтобы выявить критические точки трения до начала массового производства.
«CMYK против плашечных цветов: какой процесс лучше – Prime Line Packaging», https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Авторитетные руководства по допечатной подготовке указывают, что линии CMYK рассматриваются как элементы печати, а не как технические инструкции для высечной машины]. Роль доказательства: техническая спецификация; тип источника: руководство по допечатной подготовке. Подтверждает: необходимость плашечных цветов для архитектуры оснастки. Примечание об области применения: относится к автоматизированному программному обеспечению для высечки. ↩
«Предотвращение растрескивания картона при производстве гофрокартонных коробок – LinkedIn», https://www.linkedin.com/posts/nishant-parikh_corrugated-packaging-cardboard-activity-7312512999959732225-6pwq. [Техническое руководство по высечке подтвердит, что матричная основа поддерживает картон, предотвращая растрескивание поверхности печатного слоя]. Роль доказательства: Техническая проверка; тип источника: Инженерное руководство. Подтверждает: Эффективность матриц для биговки. Примечание по области применения: Применяется конкретно к литографически ламинированному картону. ↩
«Матрица биговки | Выбирайте высококачественные биговальные материалы для всех видов работ по биговке…», https://www.cito.de/en/US/boxline/creasing_matrix/. [Отчеты о отраслевых стандартах или тематические исследования по производству упаковки предоставят количественные данные о сокращении отходов, достигнутом за счет внедрения матриц биговки]. Роль доказательства: Количественная проверка; тип источника: Отраслевой отчет. Подтверждает: Заявление о сокращении отходов. Примечание: Процентное соотношение может варьироваться в зависимости от толщины материала и типа пресса. ↩
«Роль прототипов упаковки в создании запоминающегося бренда…», https://www.hatteras.us/the-role-of-packaging-prototypes-in-crafting-a-memorable-brand-image/. [В профессиональных руководствах по упаковке этап создания белого образца описывается как обязательный этап структурной проверки, гарантирующий работоспособность CAD-проектов в реальной жизни до начала изготовления оснастки]. Роль доказательства: валидация процесса; тип источника: отраслевой справочник. Подтверждает: техническую необходимость прототипирования. Примечание об области применения: относится к производству физической упаковки. ↩
«Роль штамповочной оснастки в печати упаковки – MOD-PAC», https://www.modpac.com/the-role-of-die-tooling-in-packaging-printing/. [Инженерные тексты по высечке подробно описывают состав и использование деревянных штамповочных досок в качестве основного материала для крупносерийной промышленной штамповки]. Доказательство: техническая спецификация; тип источника: руководство по производству. Подтверждает: использование деревянной оснастки в производстве. Примечание к области применения: фокусируется на традиционной штамповочной оснастке. ↩
«Прототипирование упаковки: важность, создание и преимущества – Packhit.com», https://packhit.com/packaging/prototype/. [В технических руководствах по дизайну упаковки объясняется использование цифровых плоттеров для проверки структурной геометрии и физических точек трения до создания дорогостоящей оснастки]. Роль доказательства: валидация процесса; тип источника: техническое руководство. Подтверждает: необходимость использования цифровых плоттеров для проверки коэффициента трения картона. Примечание об области применения: применяется к этапу прототипирования в процессе высечки. ↩
«Руководство по выбору толщины гофрированных транспортных коробок – GMS Industries», https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options. [Стандарты проектирования упаковки устанавливают конкретные диапазоны допусков для соединительных элементов, предотвращающих деформацию материала и разрывы во время сборки]. Роль доказательства: техническая спецификация; тип источника: отраслевой стандарт упаковки. Подтверждает: утверждение о том, что погрешность в размерах в 2 мм приводит к разрушению конструкции. Примечание об области применения: допуски могут незначительно отличаться в зависимости от размера и марки картона. ↩
«Цифровая резка против вырубки: что лучше для упаковки?», https://www.eastsign.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html. [Авторитетное руководство по проектированию упаковки объяснило бы, как цифровые плоттеры позволяют быстро итеративно тестировать структурную сборку без необходимости использования физических штампов]. Роль доказательства: валидация процесса; тип источника: техническое руководство. Подтверждает: эффективность цифрового прототипирования для подтверждения сборки. Примечание об области применения: применимо к картонной и бумажной упаковке. ↩
«Зачем мне платить за вырубную оснастку? – Strouse», https://www.strouse.com/blog/why-pay-for-die-cut-tooling. [Финансовые данные отрасли или руководства по оснастке могли бы показать разницу в стоимости между доработкой прототипа и заменой постоянных стальных деревянных штампов]. Роль доказательства: экономическое обоснование; тип источника: отраслевой отчет. Подтверждает: соотношение затрат и выгод от проверки гибки перед производством печатных форм. Примечание: фокусируется на расходах на постоянную оснастку. ↩
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Отраслевые стандарты упаковки устанавливают точные требования к размерам и допускам для компонентов из гофрированного картона B-типа]. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: проверку стандартных измерений ширины язычка. Примечание об области применения: применяется к стандартному материалу B-типа. ↩
«Влияние влажности и температуры на механические свойства…», https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [В литературе по материаловедению описано, как поглощение влаги целлюлозными волокнами приводит к нестабильности размеров и набуханию бумажных подложек]. Роль доказательства: свойство материала; тип источника: научный журнал. Подтверждает: утверждение о том, что размеры, заданные в САПР, недостаточны во влажной среде. Примечание к теме: фокусируется на гигроскопических свойствах. ↩
«[PDF] Влияние относительной влажности на сжатие… – Clemson OPEN», https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Инженерные стандарты для гофрированной упаковки определяют необходимый зазор, добавляемый к пазам кристалла для учета гигроскопического расширения материалов картона]. Роль подтверждения: техническая спецификация; тип источника: инженерное руководство. Подтверждает: требование к буферу в 1 мм. Примечание об области применения: Применение зависит от марки картона и экстремальных условий окружающей среды. ↩
«[PDF] Влияние содержания влаги на прочность коробки на сжатие: FBA BCT…», https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Исследования в упаковочной промышленности показывают, что избыточная влажность снижает прочность гофрированного картона на вертикальное сжатие, что требует корректировки допусков для предотвращения разрушения при складывании]. Роль доказательства: механизм разрушения; тип источника: отраслевой документ. Подтверждает: предотвращение деформации гофрированного картона. Примечание к области применения: фокусируется на условиях транспортировки с высокой влажностью. ↩
«[PDF] Основные свойства бумаги, связанные с ее применением», https://bioresources.cnr.ncsu.edu/wp-content/uploads/2022/03/1973.2.785.pdf. [Данные материаловедения подтверждают, что переработанный лайнер значительно сильнее расширяется, чем лайнер из первичной крафт-бумаги, при воздействии высокой влажности]. Роль доказательства: свойство материала; тип источника: техническое исследование. Подтверждает: необходимость предварительной компенсации набухания. Примечание к области применения: относится конкретно к переработанному лайнерному картону. ↩


