
Вы хотите, чтобы розничная упаковка привлекала внимание с расстояния в тридцать футов, но неправильное использование металлизированных покрытий может привести к значительным финансовым потерям. Давайте разберемся, как выполнить высококачественную штамповку без катастрофических структурных повреждений.
Технология тиснения фольгой заключается в использовании нагретой металлической матрицы для прижима тонкого слоя металлической пленки к подложке. Это сочетание тепла и механического давления прочно скрепляет светоотражающую фольгу с картоном, создавая высококачественное, высококонтрастное визуальное покрытие для витрин магазинов.

Понять основные законы физики тепла и давления несложно, но разработка блестящего покрытия, способного выдержать суровые условия производственной цепочки без деформации доски, требует серьезных производственных навыков.
Что представляет собой процесс тиснения фольгой?
Преобразование цифрового дизайна в физическое металлическое покрытие требует соблюдения строгих температурных допусков и огромного механического давления в цеху.
Процесс тиснения фольгой включает в себя подачу картона через автоматизированный пресс, где нагретая матрица наносит на поверхность металлизированную пленку. Эта технология требует точного контроля температуры и механической калибровки, чтобы обеспечить безупречное прилегание фольги без повреждения нижележащих гофрированных слоев.

На цифровом изображении это выглядит великолепно, но этот трудоемкий физический процесс таит в себе опасный финансовый соблазн для брендов, стремящихся сэкономить.
Скрытая стоимость высококачественной фольгированной отделки
Для горячего тиснения фольгой требуются дорогостоящие магниевые или латунные штампы¹.Чтобы компенсировать эти высокие затраты на оснастку, отделы закупок часто пытаются сэкономить на сырье, тайно снижая качество базового гофрированного картона. Они предполагают, что блестящая поверхность отвлечет потребителя от более слабой внутренней структуры.
Это классическая ловушка, в которую попадают даже опытные команды по закупкам. Я регулярно вижу, как покупатели подменяют прочную плиту с показателем 32 ECT (Edge Crush Test) на хлипкую альтернативу с показателем 26 ECT, лишь бы позволить себе полноразмерное ламинирование фольгой. Когда я подвергаю эти ухудшенные образцы испытанию на сжатие TAPPI T811, результат оказывается ужасающим. Можно услышать глухой, безжизненный хруст ослабленных гофр, мгновенно разрушающихся под стандартными верхними нагрузками. Из-за приоритета на эстетическое раздувание над структурной плотностью волокон, вся конструкция сильно деформируется у основания во время транспортировки, что приводит к немедленному отказу со стороны розничных продавцов и полному уничтожению прибыли проекта.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Снижение качества платы ECT для приобретения фольги | Обязательное использование 32 чистых ядер ECT | Предотвращает разрушение основания |
| Нанесение толстой фольги на слабые гофрированные трубы | Использование высокоглянцевых водных покрытий | Экономия материальных затрат |
| Игнорирование динамических ограничений нагрузки | Внедрение строгих требований к тестированию по стандарту TAPPI T811 | Исключает повреждения при транспортировке |
Я категорически запрещаю снижать качество печатных плат ради излишнего декоративных элементов, гарантируя, что ваш дисплей будет выглядеть премиально и не прогнется под давлением реальных логистических условий.
🛠️ Рабочий стол Харви: Вы жертвуете прочностью конструкции ради блестящего логотипа? 👉 Запросите бесплатный аудит материалов ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламными предложениями, обещаю.
Легко ли освоить горячее тиснение фольгой?
Разработка дизайна для печати фольгой требует отказа от стандартных методов печати. Интерфейс программного обеспечения может показаться простым, но взаимодействие с тяжелым промышленным оборудованием требует абсолютной математической точности.
Нет. Горячее тиснение фольгой — непростая задача, требующая строгой связи с оборудованием на этапе допечатной подготовки, а не стандартного смешивания цветов. Дизайнерам необходимо научиться назначать абсолютные плашечные цвета векторным линиям, что позволит автоматизированным станкам с ЧПУ точно считывать и выполнять координаты металлического тиснения.
Вы можете нарисовать самый замысловатый золотой узор в своей программе, но если машина не сможет его прочитать, ваш дисплей будет отправлен совершенно пустым.
Почему нарушается связь между допечатными машинами
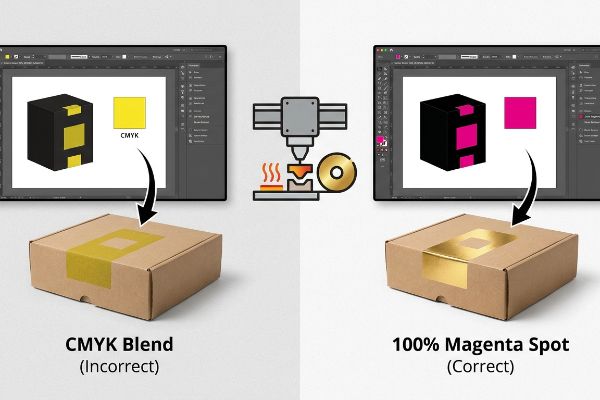
Даже опытные дизайнеры часто упускают из виду этот «слепой пятен» при подготовке файлов с макетами. Они предполагают, что создание слоя CMYK (голубой, пурпурный, желтый, черный) цвета «золото» достаточно, чтобы точно указать фабрике, куда следует нанести фольгу. Однако автоматизированные штамповочные прессы и цифровые раскройные столы не считывают визуальные цвета; они считывают траектории движения механического инструмента² .
Когда я проверяю поступающие чертежи, огромный процент клиентов изначально предоставляют зоны фольгирования, используя стандартные визуальные цветовые сочетания. Программное обеспечение RIP (растровый процессор изображений) станка полностью игнорирует эти визуальные подсказки³,объединяя их со стандартным слоем макета. Я наблюдал, как взволнованные покупатели смотрели на свежеотпечатанную партию, потирая тусклые, плоские желтые чернила большими пальцами, понимая, что станок с ЧПУ (числовым программным управлением) совершенно не понимает их намерений. Я всегда перехватываю эти файлы и сопоставляю пути фольгирования со 100% пурпурным плашечным цветом⁴,обеспечивая точное зацепление нагретого штампа с платой в нужном месте и избавляя клиентов от дорогостоящих ошибок печати.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Использование жёлтого цвета в цветовой модели CMYK для золотой фольги | Преобразование векторов в 100% плашечные цвета5 | Предотвращает потерю оттисков фольги |
| Использование визуальных растровых слоев | Использование чисто векторных траекторий обработки6 | Обеспечивает точное выравнивание металла |
| Игнорирование правил машинного программного обеспечения | Предварительная проверка файлов с использованием логики RIP7 | Исключает дорогостоящую ручную переделку |
Если файл содержит стандартные CMYK-цвета, предназначенные для фольгирования, я немедленно преобразую их в механические плашечные цвета, чтобы оборудование работало идеально с первого раза.
🛠️ За столом Харви: Не уверены, что ваше цифровое изображение действительно понимает язык заводского штамповочного пресса? 👉 Проверьте свою вырубку ↗ — Скачивайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Как работает тиснение фольгой?
Сочетание металлизированной фольги с рельефными 3D-текстурами создает потрясающий визуальный эффект, но при этом существенно изменяет физическую целостность волокон картона.
Технология тиснения фольгой заключается в прижимании картона между внутренним и внутренним штампами с одновременным воздействием тепла и металлизированной пленки. Этот двухступенчатый процесс химически связывает фольгу, одновременно физически растягивая волокна бумаги вверх, создавая очень приятную на ощупь, трехмерную отражающую поверхность для упаковки премиум-класса.

Придание бумажным волокнам эффектной трехмерной формы выглядит роскошно, но размещение их в неподходящей зоне создает серьезную структурную уязвимость.
Зона двойного напряжения в 3D-пленочном покрытии
Представьте себе гофрированный картон как плотно сплетенную ткань. При стандартном плоском тиснении поверхностное натяжение остается относительно сбалансированным. Однако настоящее 3D-тиснение фольгой действует подобно тому, как если бы вы вдавили в эту ткань тупой карандаш; оно агрессивно истончает целлюлозные волокна⁸, создавая этот выпуклый структурный выступ.
Дизайнеры любят размещать массивный, рельефный золотой логотип прямо рядом с несущим углом, чтобы максимально повысить узнаваемость бренда. Но размещение такой глубокой текстуры вблизи функционального сгиба создает фатальную двойную зону напряжения. На заводе, когда автоматизированный фальцевальный станок скользит именно по этому месту, структурно истощенные волокна не выдерживают изгиба на 90 градусов. Вы услышите резкий, характерный «хлопок» разрыва внешней подкладки, обнажая необработанные коричневые гофрированные волокна под ней. Я математически смещаю все глубокие 3D-текстуры от структурных складок, используя зоны исключения CAD (системы автоматизированного проектирования), гарантируя, что углы коробки останутся полностью целыми и смогут выдержать динамическую нагрузку на поддон в 2500 фунтов (1133,98 кг).
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Тиснение поверх структурных складок | Введение зоны, исключающей тиснение | Предотвращает прорывы в углах9 |
| Чрезмерное растягивание бумажных волокон | Использование каналов полимерной матрицы10 | Сохраняет прочность на сжатие |
| Ослабление основания основной картонной коробки | Перенос 3D-текстур на панели, не предназначенные для загрузки | Обеспечивает безопасное двойное штабелирование11 |
Благодаря математическому выделению участков с плотной текстурой, расположенных вдали от критически важных несущих конструкций, я гарантирую, что ваша премиальная упаковка попадет в магазин без порванных углов и деформированных стенок.
🛠️ Harvey's Desk: Ваши объемные логотипы незаметно разрушают прочность углов упаковки? 👉 Закажите проверку прочности ↗ — Никаких форм, которые приводят к бесконечным звонкам от отдела продаж. Только чистая выгода.
Как сделать тиснение фольгой в домашних условиях?
Создание блестящего прототипа на рабочем столе с помощью термопера — это увлекательное творческое занятие, но оно полностью обходит стороной строгие логистические реалии современной розничной торговли.
Для тиснения фольгой в домашних условиях любители обычно используют локальные термопереносные ручки или небольшие настольные ламинаторы, чтобы сплавить металлизированную фольгу с бумагой. Хотя этот ручной способ вполне подходит для рукоделия, он совершенно не обладает автоматизированным высоким давлением, необходимым для прочного скрепления покрытий в коммерческих розничных магазинах.

Сделать небольшой макет, который будет хорошо смотреться на кухонном столе, несложно, но вот суровая реальность, когда вы пытаетесь масштабировать точно такую же отделку для запуска в 500 магазинах.
Показатель отказов на кассе в розничной торговле
Стартапы часто вручную наносят металлизированные ленты или фольгу на свои прототипы для презентаций, полагая, что если это выглядит премиально, то ритейлер это примет. Они рассматривают фольгу как просто еще один вариант цвета, игнорируя фактический химический состав материала и то, как он взаимодействует с коммерческой средой12.
В моём магазине я регулярно вижу, как бренды просят покрыть всю нижнюю часть своих витрин. Они забывают, что коммерческая термопленка на самом деле содержит микрослои настоящего металла, обычно алюминия. Когда полностью покрытая фольгой витрина попадает в современный торговый зал, она действует как клетка Фарадея. Мне приходилось сталкиваться с ситуациями, когда этот металлический барьер полностью блокировал RFID-сканеры (радиочастотная идентификация) кассовых аппаратов, делая товарные запасы цифровыми невидимыми. Ограничивая использование фольги только верхней частью витрины и создавая специальную 4-дюймовую (101,6 мм) зону без металла для RFID-сканирования у основания, я гарантирую, что витрина привлечёт посетителей, не вызывая 100% отказов со стороны продавцов из-за сбоев в работе кассовых аппаратов.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Покрытие фольгой всей подставки для дисплея | Создание зоны сканирования без использования металла | Предотвращает сбои при оформлении заказа13 |
| Обработка фольги как обычных чернил | Распознавание физического металлического барьера | Обеспечивает отслеживание запасов |
| Игнорирование технических характеристик розничного продавца | Разработка зазора для RFID-метки длиной 4 дюйма (101,6 мм)14 | Исключает отказы со стороны розничной торговли |
Понимая физическую химию металлизированных пленок, я предотвращаю ситуации, когда производители случайно создают красивые витрины, которые полностью нарушают работу систем сканирования товарных запасов в розничной сети.
🛠️ Задание от Харви: Ваши металлические элементы дизайна не блокируют сканеры в магазинах и не грозят немедленным отказом со стороны розничных продавцов? 👉 Пришлите мне файл с чертежом ↗ — Я проведу стресс-тестирование, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете выбрать более дешевого поставщика, который бездумно наносит фольгу на любой отправленный вами файл, но когда эти тайно ухудшенные 26-слойные гофрированные листы с силой разрушаются под тяжелыми складскими поддонами, это немедленно приводит к отказу со стороны розничного продавца, что полностью уничтожает вашу прибыль. Это точная спецификация, которую используют мои 10 крупнейших розничных клиентов, чтобы гарантировать отсутствие отказов в печати. Перестаньте гадать о предельных значениях прочности и позвольте мне лично проверить ваши файлы с помощью моей бесплатной предпечатной проверки вырубки ↗, чтобы выявить фатальные ошибки в материалах до начала массового производства.
«Штампы для горячей штамповки», https://hotstampsupply.com/hot-stamp-dies/. [В технических спецификациях указаны магний и латунь в качестве стандартных материалов для штампов для тиснения фольгой благодаря их теплопроводности и точности]. Роль подтверждения: техническая спецификация; тип источника: отраслевое руководство. Подтверждает: требования к материалам для оснастки для фольгирования. Примечание об области применения: основное внимание уделяется традиционным процессам горячей штамповки фольгой. ↩
«[PDF] Технические условия допечатной подготовки – Graphic Packaging International», https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf. [В авторитетном руководстве по допечатной подготовке для тиснения фольгой объясняется, что оборудование использует векторные пути и координаты для создания физических штампов, а не интерпретирует значения цвета CMYK]. Роль подтверждения: техническая спецификация; тип источника: техническое руководство. Подтверждает: различие между визуальным представлением и механическим исполнением. Примечание к области применения: фокусируется на автоматизированном промышленном оборудовании. ↩
"Смешивание плашечных цветов | Подробное объяснение от Колина | Screenprinting.com", https://www.screenprinting.com/blogs/news/spot-color-blends-deep-dive-with-colin. [В техническом руководстве по программному обеспечению для допечатной подготовки было бы объяснено, что RIP-процессы требуют указания плашечных цветов для изоляции печатных форм из стандартных данных изображения CMYK]. Роль доказательства: техническая проверка; тип источника: техническое руководство. Подтверждает: несостоятельность визуального смешивания цветов при производстве фольги на станках с ЧПУ. Примечание об области применения: относится к автоматизированным промышленным процессам штамповки. ↩
«Как подготовить файлы для тиснения фольгой и рельефного тиснения», https://corcoranprinting.com/how-to-prepare-files-for-foil-stamping-and-embossing/. [Стандарты полиграфической отрасли предписывают использование выделенного плашечного цвета для передачи координат станкам с ЧПУ для высечки и штамповки]. Роль подтверждения: проверка процесса; тип источника: отраслевое руководство. Подтверждает: конкретный метод допечатной подготовки для обеспечения точности тиснения фольгой. Примечание по области применения: хотя пурпурный цвет является распространенным, критически важным требованием является обозначение «плашечного» цвета, а не конкретный оттенок. ↩
«Печать плашечными цветами против печати CMYK — компании Visual Pak», https://www.visualpak.com/spot-color-printing-vs-cmyk-printing/. В технических руководствах по печати указано, что для тиснения фольгой требуются специальные плашечные цвета, чтобы отличать области фольги от процессов печати CMYK-красками. Роль подтверждения: техническая проверка; тип источника: отраслевое руководство. Подтверждает: требование к сопоставлению плашечных цветов. Примечание об области применения: стандарт для промышленного программного обеспечения RIP. ↩
"Обзор векторных слоев | Simzart – YouTube", https://www.youtube.com/watch?v=r3SQJAViG4Q. Профессиональные руководства по допечатной подготовке устанавливают обязательность использования векторных траекторий для создания прецизионных штампов, поскольку растровые слои не содержат математических координат, необходимых для точного выравнивания металла. Роль подтверждения: проверка процесса; тип источника: техническое руководство. Подтверждает: точность выравнивания. Примечание об области применения: относится к штамповке с использованием штампов. ↩
«Что такое RIP в цифровой печати? – Корпорация Roland DGA», https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing. Документация по растровым процессорам изображений (RIP) подтверждает, что автоматизированная предпечатная проверка обнаруживает ошибки в генерации печатных форм и прозрачности, которые в противном случае потребовали бы ручной коррекции. Роль подтверждения: проверка рабочего процесса; тип источника: документация по программному обеспечению. Подтверждает: исключение ручной доработки. Примечание об области применения: зависит от поставщика программного обеспечения RIP. ↩
«3D-печатные нити на основе целлюлозы — обработка и механические свойства…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9571840/. Техническое исследование механики картона позволило бы количественно оценить уменьшение толщины волокон, вызванное процессом растяжения при высокорельефном тиснении. Роль доказательства: техническая проверка; тип источника: журнал по материаловедению. Подтверждает: утверждение о том, что 3D-тиснение физически истончает целлюлозные волокна. Примечание: эффекты могут варьироваться в зависимости от плотности и состава картона. ↩
"10 НЕВЕРОЯТНЫХ ТЕХНИК тиснения в папках! – YouTube", https://www.youtube.com/watch?v=3Yu7WQq_9dM. [Техническая документация по высечке и тиснению подробно описывает, как напряжение бумажных волокон вблизи структурных сгибов приводит к разрушению материала, известному как разрыв углов]. Роль доказательства: анализ видов отказов; тип источника: руководство по производству. Подтверждает: целостность сгибов. Примечание по области применения: применимо к плотному картону. ↩
«Влияние упрочнения матричной смолы на прочность при сжатии…», https://pmc.ncbi.nlm.nih.gov/articles/PMC11644208/. [Авторитетный источник по материаловедению или упаковочной инженерии подтвердит, как каналы полимерной матрицы уменьшают растяжение волокон и поддерживают структурное сжатие во время тиснения под высоким давлением]. Роль доказательства: техническая спецификация; тип источника: инженерное руководство. Подтверждает: предотвращение чрезмерного растяжения волокон. Примечание об области применения: специфично для процессов 3D-пленочного нанесения. ↩
«Оценка прочности на сжатие коробок из гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Руководство по структурному анализу упаковки объясняет, как перемещение рельефных текстур на ненесущие панели сохраняет прочность на вертикальное сжатие, необходимую для штабелирования]. Роль доказательства: структурный стандарт; тип источника: отраслевой документ. Подтверждает: целостность основания основной коробки. Примечание об области применения: относится к устойчивости при транспортировке на поддонах. ↩
«Что такое тиснение фольгой? Руководство по горячему тиснению фольгой для коробок класса люкс – Gentlever», https://gentlever.com/what-is-foil-stamping-in-luxury-boxes/. [В отраслевых руководствах по коммерческой печати описываются конкретные химические связующие и металлические сплавы, необходимые для того, чтобы фольга выдерживала трение и воздействие окружающей среды при розничной дистрибуции]. Роль доказательства: Техническая проверка; тип источника: Руководство по промышленной печати. Подтверждает: Утверждение о том, что состав материала имеет решающее значение для жизнеспособности коммерческой розничной торговли. Примечание об области применения: Применяется к металлической фольге, используемой в упаковке. ↩
«Факторы, влияющие на сканирование штрих-кодов: условия окружающей среды», https://free-barcode.com/barcode/barcode-scanner/factors-affecting-environmental-conditions.asp. [В отраслевых стандартах для POS-оборудования объясняется, как зеркальное отражение от металлических пленок может препятствовать точному считыванию штрих-кодов лазерными или фотосканерами. Роль доказательства: техническое обоснование; тип источника: руководство по POS-оборудованию. Подтверждает: необходимость создания зон сканирования без металлических элементов. Примечание об области применения: относится конкретно к оптическим технологиям сканирования.] ↩
«RFID на металле: RFID-метки и металлические поверхности – atlasRFIDstore», https://www.atlasrfidstore.com/rfid-insider/rfid-tags-on-metal-surfaces/?srsltid=AfmBOop22W7pvkn5xcsGyogGTO1wVT5WyFUJxFL41olwKUTfNRimcThh. [Техническая документация по помехам RFID должна подтверждать минимальное расстояние, необходимое для предотвращения затухания или расстройки сигнала, вызванных металлическими поверхностями. Роль подтверждения: техническая спецификация; тип источника: инженерное руководство. Подтверждает: конкретные размеры, необходимые для соответствия требованиям RFID. Примечание об области применения: минимальное расстояние может варьироваться в зависимости от используемой частоты RFID.] ↩



