
Разработка нестандартных картонных витрин — это не просто нанесение красивой графики; это жесткое столкновение строительной инженерии, требований розничной торговли и физики тяжелых грузов.
Создание нестандартных картонных витрин для розничной торговли требует преобразования необработанного гофрированного картона в прочные рекламные конструкции, способные выдерживать большие нагрузки и транспортировку. Этот процесс требует точной высечки, литографического ламинирования графики и строгого соблюдения ограничений по размерам, установленных крупными розничными сетями, для обеспечения безупречного исполнения на уровне магазина.

При переходе от цифрового моделирования к физическому производству игнорирование расчетов конструкции превратит ваш маркетинговый бюджет в рухнувшую кучу мусора на складе.
Кто разрабатывает дизайн витрин для розничных магазинов?
Можно предположить, что любой талантливый графический дизайнер может создать схему расположения элементов, но для создания структурированных рекламных материалов требуется принципиально иной подход, чем для верстки плоской брошюры.
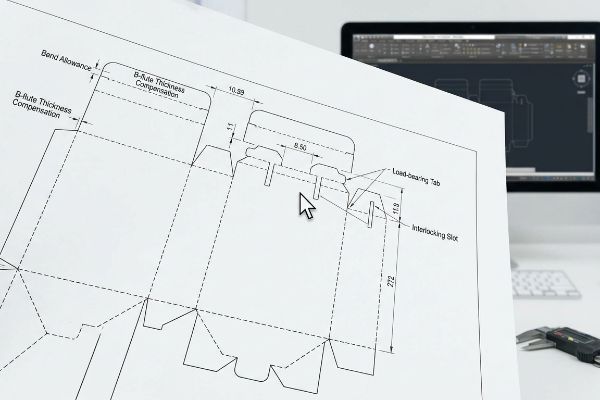
Инженеры-конструкторы промышленного назначения проектируют витрины исключительно для розничных магазинов, используя специализированное программное обеспечение САПР (системы автоматизированного проектирования) для расчета допусков на изгиб, оценки динамической несущей способности и проектирования взаимозамыкающихся гофрированных элементов. Затем графические дизайнеры наносят фирменные элементы исключительно на эти предварительно разработанные и проверенные с точки зрения физики шаблоны.
Разрыв между красивым дизайном экрана и функциональной физической структурой — это то, где большинство рекламных кампаний терпят полный крах.
Математические основы проектирования витрин для розничных магазинов
Многие бренд-менеджеры передают своим внутренним графическим дизайнерам базовый шаблон, ожидая, что те нарисуют в Illustrator соединительные выступы и прорези для складывания. Как правило, эти дизайнеры создают выступы точно такой же ширины, как и прорезь для складывания, предполагая идеальное математическое соответствие 1:1.Такой теоретический подход рассматривает исходный упаковочный материал как невесомую, бесконечно тонкую цифровую линию на экране.
Я постоянно сталкиваюсь с этим структурным «слепым пятном», когда производители предоставляют чертежи для гофрированных листов из картона с гофрой B -типа (0,125 дюйма / 3,17 мм) . Конструктор совершенно забывает рассчитать физическую толщину сложенного картона. Когда упаковщик пытается силой сделать сгиб на 90 градусов, я слышу громкий, отвратительный хруст разрывающихся внутренних гофр, потому что прорезь не была расширена для компенсации радиуса изгиба. Это замедляет сборочную линию примерно на 30%, поскольку работники вынуждены использовать некрасивую прозрачную ленту, чтобы хоть как-то скрепить деформирующиеся панели.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Чертеж с шириной пазов 1:1 | Параметрическая компенсация штангенциркуля3 | Бесконтактная сборка без разрывов |
| Использование веб-инструментов для работы с пикселями | Заблокированные структурные PDF-шаблоны | Поддерживает динамические пределы нагрузки4 |
| Толщина материала не учитывается | Автоматизированный расчет припуска на изгиб5 | Предотвращает деформацию базового яруса |
Я всегда полностью переделываю предоставленные клиентом макеты в своем цехе, прежде чем мы начнем физическую резку картона. Принуждение графического дизайнера выполнять работу инженера по упаковке неизбежно приводит к повреждению товара и огромным затратам на пополнение запасов.
🛠️ Рабочий стол Харви: Не уверены, учли ли ваши графические дизайнеры физическую толщину гофрированного картона при сгибе? 👉 Проверьте выкройку ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламой, обещаю.
Как оформить торговую витрину?
Производство рекламных материалов для торговых точек — это сложный производственный процесс, в котором для того, чтобы выдержать транспортировку, необходимо идеальное сочетание исходной бумаги для разметки, химических клеев и мощного автоматизированного давления.
Изготовление торгового стенда включает в себя высечку необработанного гофрированного картона, литографическое ламинирование высококачественных печатных листов с использованием клеев на водной основе и сгибание подложки с помощью специальных полимерных матриц. Эта последовательность производственных операций превращает плоские бумажные волокна в жесткую трехмерную конструкцию торгового стенда, способную выдерживать огромные нагрузки в торговых помещениях.

К сожалению, приклеивание высококачественной графики к жесткому картону вызывает химическую реакцию, которая застает большинство отделов закупок врасплох.
Химическая реальность создания торговой витрины
Клиенты часто ошибочно полагают, что нанесение высококачественного печатного верхнего слоя на прочное гофрированное основание автоматически обеспечивает идеально ровную панель, готовую к продаже. Они относятся к процессу ламинирования как к нанесению наклейки, игнорируя химические свойства промышленных клеев⁶.Этот стандартный подход новичков предполагает, что если печать четкая, то готовая конструкция будет выглядеть премиально.
В действительности, при литографическом ламинировании используется влажный клей на водной основе ПВА (поливинилацетат)7 , который резко изменяет натяжение бумаги. Когда этот влажный клей покрывает огромную боковую панель высотой 60 дюймов (1524 мм), пористый картон впитывает влагу, как губка. По мере затвердевания ПВА в окружающем заводском воздухе8он резко сжимается, и вы буквально можете почувствовать огромное поверхностное натяжение, которое тянет всю панель дисплея внутрь, так что она деформируется, как гигантская картофельная чипса. Эта деформация препятствует выравниванию фиксирующих выступов, вынуждая продавцов полностью выбрасывать изделие.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Игнорируя натяжение влажного клея | Утяжеление плоской вулканизированной стали, разработанное инженерами9 | Панели стоят идеально ровно |
| Использование однослойной стенки для высоких бортиков | Сбалансированные двухслойные задние панели10 | Устраняет выгибание наружу |
| Ускоренная сушка ламината | 24-часовое давление мертвого веса11 | Обеспечивает быстрое выравнивание вкладок |
Я строго соблюдаю 24-часовой протокол воздействия давления груза после ламинирования, чтобы обеспечить идеально ровное затвердевание. Пропуск этого этапа химической стабилизации ради экономии дня производства всегда разрушает всю структурную целостность изделия.
🛠️ Стол Харви: Ваши большие демонстрационные панели приходят деформированными, и продавцам невозможно их собрать? 👉 Запросите структурную экспертизу ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Как сделать картонную витрину?
Разработка высококачественной демонстрационной коробки требует баланса между видимостью содержимого и жесткостью конструкции, чтобы покупатели могли видеть товар, не жертвуя при этом устойчивостью упаковки к смятию.
Изготовление картонной витрины требует вырезания точного смотрового отверстия в основной картонной структуре и приклеивания с обратной стороны гибкой прозрачной полимерной пленки. Этот метод обеспечивает покупателям прямой визуальный доступ к товару, сохраняя при этом внешние границы, необходимые для безопасной транспортировки и штабелирования.

Однако сочетание необработанных бумажных волокон с прозрачным пластиком создает серьезный материальный конфликт, который губит большинство проектов на ранних стадиях разработки еще до их выпуска.
Конфликт материалов в процессе создания картонной витрины
Маркетологи брендов любят создавать витрины из высококачественной крафт-бумаги с огромными прозрачными пластиковыми окнами, чтобы подчеркнуть содержимое своих товаров. Обычно они поручают своему поставщику упаковки просто приклеить жесткую ПЭТ (полиэтилентерефталатную) пленку12 непосредственно на вырезанное отверстие. Этот стандартный подход рассматривает картон и пластик так, как если бы они подчинялись одним и тем же законам физики окружающей среды.
Я постоянно наблюдаю, как эта стратегия с жестким окошком терпит крах во время резких перепадов температуры при морской транспортировке. Жесткое пластиковое стекло и пористая крафт-бумага расширяются и сжимаются с совершенно разной скоростью¹³,создавая огромный конфликт поверхностного натяжения. Я проводил пальцами по этим поврежденным коробкам и чувствовал острый, зазубренный край, где отрывался жесткий клей, из-за чего все пластиковое окошко с силой отваливалось. Это подвергает товар воздействию пыли и повреждений, мгновенно вызывая массовый отказ со стороны розничных продавцов.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Использование жесткой ПЭТ-пленки для окон | Эластичная пленка из полимолочной кислоты (PLA)14 | Выдерживает колебания климата |
| Стандартные статические клеи | Устойчивый к климатическим воздействиям гибкий клей15 | Предотвращает отрывание окон |
| Неподдерживаемые пустоты больших размеров | Расчетные угловые опорные поля16 | Сохраняет пределы сжатия коробки |
Я требую использования высокоэластичных клеев и гибких целлюлозных пленок для всех вырубных смотровых окон, чтобы они успешно поглощали кинетическое расширение. Несоблюдение различных физических свойств смешанных материалов приведет к тому, что ваша упаковка буквально разорвется изнутри.
🛠️ Задание от Харви: Использует ли ваш поставщик упаковки жесткую пластиковую пленку, которая деформирует ваши коробки из крафт-бумаги премиум-класса? 👉 Закажите аудит материалов ↗ — Никаких форм, которые приводят к бесконечным звонкам от отдела продаж. Только чистая выгода.
Как оформить витрины розничного магазина?
Эффективный визуальный мерчандайзинг основан на когнитивных искажениях и физической доступности, гарантируя, что покупатели мгновенно заметят товар, а сотрудники магазина смогут без труда пополнить его запасы.
Визуальный мерчандайзинг в розничном магазине включает в себя разработку асимметричных размещений товаров, оптимизацию зоны видимости покупателя (1270 мм) и использование модульных разделителей для товарных позиций (SKU). Такое точное пространственное расположение максимизирует импульсивные покупки,打破 визуальную монотонность и обеспечивая необходимое физическое пространство для быстрой пополнения полок.
Но знания теории недостаточно, когда машины начинают работать, а нетерпеливые продавцы с грохотом выкладывают товары на полки.
Почему стандартная симметричная визуальная мерчандайзинговая стратегия терпит неудачу на заводском производстве
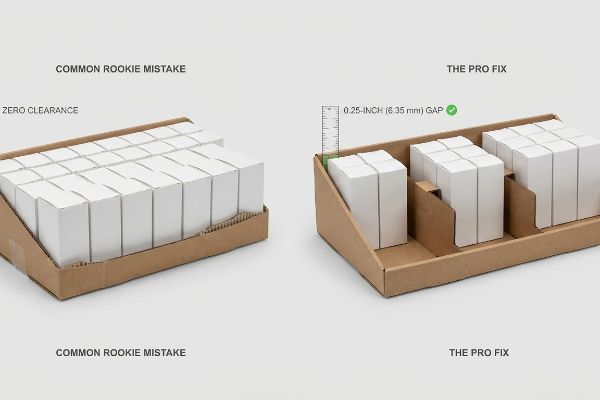
Начинающие дизайнеры часто пытаются разместить плотную, идеально симметричную сетку товаров на одной полке, полагая, что максимальная плотность размещения приведет к увеличению продаж. Они проектируют расположение настолько плотно, что каждый миллиметр лотка занят товаром. Это, казалось бы, разумное, но на самом деле опасное предположение полностью игнорирует психологическую реальность визуального напряжения17 и жестокую механику человеческого труда.
На моем предприятии я регулярно наблюдаю, как эти идеально упакованные, симметричные стеллажи терпят катастрофический крах во время наших стресс-тестов перед началом производства. Когда продавец пытается втиснуть тяжелые предметы в переполненную сетку с нулевым зазором, трение становится огромным. Я измерил параметры с помощью микрометра во время неудачной партии и доказал, что попытка втиснуть предмет с зазором всего в 0,03 дюйма (0,76 мм) приводит к тому, что руки продавца застревают, отрывая необработанный гофрированный гофрированный лист толщиной 32 мм (тест на прочность кромки) . Чтобы исправить это, я ввел «правило 3-5-7», используя модульные разделители для разделения товаров на асимметричные, нечетные группы , и постоянно соблюдал обязательный физический зазор для пополнения запасов в 0,25 дюйма (6,35 мм). Благодаря соблюдению этой точной погрешности, я гарантирую, что время сборки и пополнения запасов в магазине сократится примерно на 35 секунд на единицу продукции, что полностью исключает разрыв картонной упаковки, из-за которого теряются тысячи единиц товара.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Идеально симметричные плотные сетки | 3-5-7 асимметричная кластеризация20 | Способствует повышению вовлеченности покупателей в когнитивные процессы |
| Упаковка продукции без ликвидных запасов | Обязательный зазор 0,25 дюйма (6,35 мм)21 | Предотвращает разрыв удерживающей губы |
| Игнорирование эргономики пополнения запасов | Модульные разделительные вставки для артикулов22 | Снижает трудовые издержки в магазинах |
Я отказываюсь проектировать демонстрационные лотки , которые идеально выглядят на экране, но требуют чрезмерных усилий для загрузки. Настоящая стратегия мерчандайзинга должна математически защищать физическую упаковку от тех самых людей, которые её пополняют.
🛠️ Совет от Харви: Не позволяйте двухмиллиметровому структурному дефекту испортить запуск продаж в 500 магазинах. 👉 Пришлите мне файл с чертежами ↗ — Я проверю расчеты, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете выбрать поставщика, который просто печатает красивую графику, но когда визуальная компоновка без зазоров заставляет расстроенных продавцов магазинов отрывать удерживающие планки от ваших дорогих витрин, полученные физические повреждения приведут к немедленному и дорогостоящему отказу со стороны розничных продавцов. Более 500 бренд-менеджеров используют мой контрольный список для допечатной подготовки, чтобы избежать именно этих фатальных ошибок на ранних этапах. Перестаньте рисковать своей кампанией, полагаясь на непроверенные расчеты конструкции, и позвольте мне лично оценить допуски вашего проекта с помощью моего бесплатного аудита высечки ↗, чтобы убедиться, что ваши макеты действительно выдержат эксплуатацию в розничной торговле.
«Лучшие советы по проектированию пазов и выступов для сборки деталей из листового металла», https://www.youtube.com/watch?v=DHcrX_ZnByA. Технические стандарты для гофрированной упаковки объясняют, почему математические посадки 1:1 не выполняются из-за толщины материала и припусков на изгиб. Роль доказательства: техническая проверка; тип источника: руководство по промышленной инженерии. Подтверждает: утверждение о том, что теоретическое 2D-проектирование недостаточно для обеспечения структурной целостности. Примечание об области применения: относится к сложенному гофрированному картону. ↩
«[PDF] Технические характеристики гофрированного картона – Национальный архив», https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Отраслевые стандарты для гофрированной упаковки определяют стандартную толщину гофрированного картона типа B. Роль доказательства: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: физическое измерение гофрированных конструкций из гофрированного картона типа B. Примечание об области применения: между производителями могут существовать незначительные различия. ↩
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Техническая документация по проектированию упаковки объясняет, как параметрические корректировки на основе толщины материала (толщины) обеспечивают правильную посадку. Роль подтверждения: Техническая проверка; тип источника: Отраслевой стандарт. Подтверждает: Использование компенсации толщины для сборки без трения. Примечание об области применения: Применяется конкретно к проектированию конструктивных линий вырубки. ↩
«[PDF] Расчет по коэффициентам нагрузки и сопротивления (LRFD) для автомобильных мостов…», https://www.fhwa.dot.gov/bridge/pubs/nhi15047.pdf. Стандарты строительной инженерии для рекламных стендов определяют, как точные конструктивные шаблоны обеспечивают способность стенда выдерживать заданный вес. Роль подтверждения: проверка спецификации; тип источника: руководство по строительной инженерии. Подтверждает: взаимосвязь между точными шаблонами и несущей способностью. Примечание к области применения: фокусируется на прочности на вертикальное сжатие и сдвиг. ↩
«Бесплатный калькулятор припуска на изгиб листового металла | FIRGELLI Engineering», https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOora587bENXZPAyNXXAY2z5k7X8EIQ8YvlZ_W8NBtrVUDY7OOTuv. Руководство по материаловедению для гибочных материалов подробно описывает, как расчет припуска на изгиб предотвращает структурные напряжения и разрушения. Роль доказательства: техническое обоснование; тип источника: инженерное руководство. Подтверждает: утверждение о том, что расчет припуска на изгиб предотвращает деформацию базового слоя. Примечание по области применения: в основном применимо к гофрированному картону и пластику. ↩
«Ламинирование | Клеи Henkel», https://next.henkel-adhesives.com/us/en/articles/laminating-adhesives-to-improve-productivity.html. Краткое объяснение того, как свойства клея и взаимодействие с влагой влияют на плоскостность подложки при литографическом ламинировании. Роль доказательства: техническая проверка; тип источника: журнал по материаловедению. Подтверждает: утверждение о том, что промышленные клеи содержат сложную химию, влияющую на конечное качество панели. Примечание: рассматривается клеи на водной и растворительной основе. ↩
«Упаковочные клеи на водной основе», https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Технические руководства по упаковке подтверждают использование клеев на основе ПВА для склеивания печатных листов с гофрированным картоном. Роль подтверждения: фактическая проверка; тип источника: техническое руководство. Подтверждающие факторы: химический состав клея. Примечание об области применения: применяется к стандартным процессам литографии и ламинирования. ↩
«Как контролировать влажность при производстве гофрированного картона», https://www.linkedin.com/posts/dbspackaging_%F0%9D%90%93%F0%9D%90%9E%F0%9D%90%9C%F0%9D%90%A1%F0%9D%90%A7%F0%9D%90%A2%F0%9D%90%AA%F0%9D%90%AE%F0%9D%90%9E%F 0%9D%90%AC-%F0%9D%90%AD%F0%9D%90%A8-%F0%9D%90%8C%F0%9D%90%9A%F0%9D%90%A7%F0%9D%90%9A%F0%9D%90%A0%F0%9D%90%9E-%F0%9D%90%8C-activity-7344727207711277058-bhuz. В литературе по материаловедению объясняется, как полимеры на водной основе сжимаются во время испарительного отверждения на пористых подложках, создавая напряжение. Роль доказательства: подтверждение механизма; тип источника: научная статья. Подтверждает: физическую причину деформации. Примечание к области применения: специфично для поведения ПВА на водной основе. ↩
«Подготовка клеев для гофрокартона – Pkg Solutions», http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. Краткое объяснение того, как механическое утяжеление предотвращает деформацию, вызванную натяжением клея во время процесса отверждения в гофрокартонных дисплеях. Роль подтверждения: техническая проверка; тип источника: руководство по производству. Подтверждает: метод обеспечения ровного положения панелей. Примечание об области применения: специфично для применения с жидким клеем. ↩
«Расшифровка геометрии двухслойного гофрированного картона с использованием…», https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/. Техническое подтверждение того, что использование двухслойных вкладышей обеспечивает структурное равновесие, предотвращая выгибание вертикальных дисплейных панелей наружу. Роль доказательства: структурный анализ; тип источника: руководство по материаловедению. Подтверждает: использование двухслойных вкладышей вместо однослойных. Примечание по области применения: применимо к розничным торговым точкам высокой формы. ↩
«[PDF] Точное измерение давления – калибровка AMETEK», https://www.ametekcalibration.com/-/media/ametekcalibration/download_links/pressure/deadweight%20testers/deadweight-tester-precision-pressure-measurement-guide-us.pdf. Проверка стандартных отраслевых требований к времени отверждения и давлению для ламинирования с целью обеспечения стабильности размеров. Роль подтверждения: технологический стандарт; тип источника: руководство по промышленному производству. Поддерживает: 24-часовой период сушки ламината. Примечание к области применения: основано на стандартных временах схватывания химических клеев. ↩
«Оконная упаковка для складных картонных коробок | Netpak», https://www.netpak.com/en/packaging-resources/industry-articles/window-packaging-folding-cartons-film-choices/. Техническая спецификация или паспорт материала, подтверждающий использование ПЭТ в качестве стандартного материала для прозрачных окон в картонной упаковке благодаря прозрачности и жесткости. Роль подтверждения: техническая спецификация; тип источника: руководство по материаловедению. Подтверждает: широкое использование ПЭТ для витрин. Примечание об области применения: применимо к стандартам розничной упаковки. ↩
«Коэффициент линейного теплового расширения полимеров и… – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC12693757/. Справочник по материаловедению мог бы предоставить конкретные коэффициенты теплового расширения для распространенных упаковочных полимеров и картона для подтверждения утверждения о дифференциальном перемещении. Роль доказательства: техническая проверка; тип источника: справочник по материаловедению. Подтверждает: причину разрушения клея при колебаниях температуры. Примечание об области применения: значения варьируются в зависимости от конкретных типов используемых полимеров. ↩
«Варианты упаковки из микрозелени на основе нефти и компостируемого сырья», https://microgreenmanager.com/blog/compostable-versus-petroleum-microgreen-packaging. Техническое подтверждение эластичности и термической стабильности пленок из полимолочной кислоты (PLA) по сравнению с полиэтилентерефталатом (PET) в упаковке. Роль доказательства: техническое подтверждение; тип источника: исследование в области материаловедения. Подтверждает: утверждение о том, что PLA выдерживает колебания климата. Примечание об области применения: ограничено применением в тонкопленочных материалах. ↩
«Справляется ли ваш клей с требованиями к оконной пленке | Bostik US», https://www.bostik.com/us/en_US/blog/post/advanced-packaging/tapes-labels/nam/window-film-adhesives-sustainability-optical-durability-benefits/. Сравнение гибкости клея и его роли в предотвращении расслоения при перепадах температуры. Доказательство: техническая спецификация; тип источника: технический паспорт производителя клея. Подтверждает: предотвращение отклеивания окон. Примечание по области применения: применимо для склеивания пластика с картоном. ↩
«Оценка прочности на сжатие коробок из гофрированного картона для…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Инженерные данные, показывающие, как усиленные края предотвращают деформацию и поддерживают пределы прочности на сжатие в коробках из гофрированного картона. Роль доказательства: структурная проверка; тип источника: руководство по проектированию упаковки. Подтверждает: сохранение пределов прочности на сжатие коробки. Примечание к области применения: относится к картонным витринам с окошком. ↩
«Оценка внимания и возбуждения потребителей с помощью отслеживания движений глаз…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8380820/. Краткое объяснение того, как визуальное напряжение нарушает когнитивную монотонность, повышая заметность продукта и вовлеченность потребителей. Роль доказательства: Теоретическая основа; тип источника: Поведенческая психология или маркетинговые исследования. Подтверждает: Утверждение о том, что симметричные сетки не привлекают внимание. Примечание к области применения: Специфично для поведения визуального сканирования. ↩
«Понимание прочности упаковочных коробок – EcoEnclose», https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooZhkX-8HVr9KZCmKa_YVEfM-chNE0RcT3REHjztF_av9Lcxl7D. Отраслевые стандарты для испытания на сжатие кромок (ECT) определяют прочность на укладку и точку разрыва гофрированного картона. Роль доказательства: техническая спецификация; тип источника: промышленный стандарт. Подтверждает: утверждение о том, что картон, прошедший испытание ECT на прочность при 32 единицах, разрушается при определенных условиях трения и зазора. Примечание об области применения: частота отказов зависит от типа гофрирования. ↩
«Правило трех в визуальном мерчандайзинге: простое, но эффективное…», https://www.linkedin.com/posts/visual-merchandiser_visualmerchandising-retaildesign-vmdisplaytips-activity-7387144667760439296-9fEU. Принципы визуального мерчандайзинга часто ссылаются на Правило трех или группировку по нечетным числам для создания визуального интереса и когнитивного диссонанса. Роль доказательства: принцип дизайна; тип источника: руководство по стратегии розничной торговли. Подтверждает: использование асимметричных кластеров с нечетным числом для максимизации конверсий. Примечание: эффективность варьируется в зависимости от категории товара. ↩
«Визуальное статистическое обучение преодолевает несходство сцен посредством…», https://pmc.ncbi.nlm.nih.gov/articles/PMC11314707/. Авторитетные источники по психологии розничной торговли поддерживают использование группировок с нечетным числом элементов для нарушения визуальных паттернов и повышения внимания покупателей. Роль доказательства: техническая методология; тип источника: справочник по розничной торговле. Подтверждает: утверждение о том, что асимметричная кластеризация способствует вовлеченности. Примечание по области применения: относится конкретно к моделям группировки товаров. ↩
«Главные ошибки в розничной упаковке — и как их избежать | Maadho», https://maadho.com/top-retail-packaging-mistakes-and-how-to-avoid-them. Технические характеристики полок и зазоров в упаковке для розничной торговли устанавливают минимальные требования к зазорам для предотвращения трения материала и повреждения при извлечении товара. Роль доказательства: физические характеристики; тип источника: рекомендации производителя оборудования. Подтверждает: утверждение, что зазор в 0,25 дюйма исключает разрыв удерживающего края. Примечание об области применения: применяется к розничным витринам с высокой плотностью размещения товаров. ↩
«Модульные разделители и перегородки для торговых площадей – Versare», https://www.versare.com/retail-spaces/?srsltid=AfmBOoruTglrX4DrVHcJ9SV7RaobHMi_-8AMr5g2VaV7su79aokq__e2. Исследования в области промышленной инженерии, посвященные розничной торговле, показывают, что модульные разделители снижают когнитивную и физическую нагрузку на сотрудников во время пополнения запасов. Роль доказательства: повышение операционной эффективности; тип источника: эргономическое исследование. Подтверждает: утверждение о том, что модульные вставки снижают трудозатраты в магазине. Примечание: основное внимание уделено системам организации полок. ↩



