
Бренды тратят тысячи долларов на излишне сложные конструкции витрин, полагая, что более толстый материал автоматически означает большую грузоподъемность. Реальность кроется в физике конструкций, а не просто в дополнительных вложениях в бумажные фабрики.
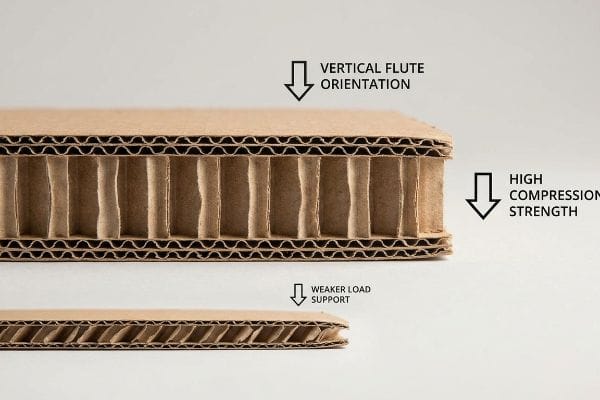
Для того чтобы картон выдерживал огромный вес, необходимо расположить внутренние волокна гофрированного картона вертикально, чтобы максимизировать показатель прочности на сжатие по краю (ECT). Равномерно распределяя сжатие вниз по вертикальным волокнам бумаги, инженеры-конструкторы могут спроектировать стандартный гофрированный дисплей, способный выдерживать сотни килограммов без деформации.
Знание теоретического предела прочности картона — это лишь отправная точка; чтобы выжить в условиях агрессивной глобальной цепочки поставок, необходима стратегическая реализация.
Как заставить картон выдержать ваш вес?
Кажется, что заставить картон выдержать вес человеческого тела или поддона с товаром весом 1133,9 кг (2500 фунтов) — это волшебство, но на самом деле все сводится к расчетам распределения нагрузки.
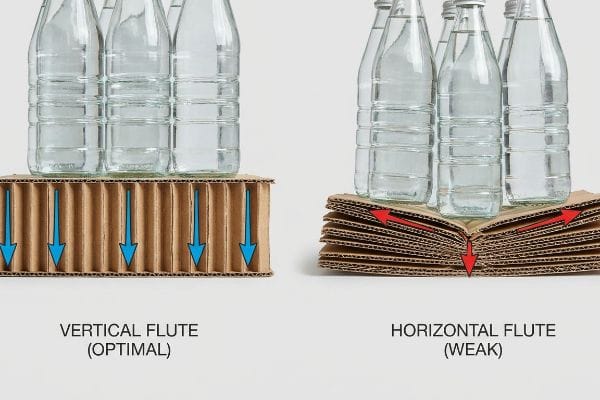
Чтобы картон прочно выдерживал ваш вес, необходимо расположить внутренние гофрированные слои параллельно направлению силы, действующей сверху. Такое вертикальное выравнивание полностью смещает кинетическую нагрузку с более слабых горизонтальных плоскостей, используя непрерывные бумажные волны в качестве микростолбиков для достижения максимальной прочности при испытании на сжатие в коробке (BCT).
Перенос этих расчетов на уровне конструкции торгового помещения означает защиту этих хрупких вертикальных колонн любой ценой.
Вертикальные канавки и структурные пределы BCT
Многие дизайнерские агентства считают, что простая замена картона на более толстый двухслойный гофрированный картон¹автоматически гарантирует высокую устойчивость к верхней нагрузке. Они полностью сосредотачиваются на толщине исходного материала, совершенно игнорируя направленность внутренних бумажныхгофр².
Я еженедельно сталкиваюсь с этой ловушкой при проверке плоских вырубных форм, предоставленных сторонними дизайнерами. Клиент пытается максимизировать выход годной продукции на мастер-листе для печати, поворачивая структурные панели основания на 90 градусов, заставляя гофры располагаться горизонтально. Во время наших предпроизводственных испытаний я загрузил всего 80 фунтов (36,2 кг) бутилированной воды на их лоток с горизонтальной ориентацией волокон. Вместо прочного сцепления я сразу услышал отчетливый, неприятный щелчок внутренних волокон тестлайнера, за которым последовало складывание всего основания, как гармошки. Чтобы исправить это, я полностью переработал схему вырубки, чтобы гарантировать идеально вертикальную ориентацию волокон³.Эта небольшая корректировка поворота мгновенно восстановила структурную целостность материала, позволив дисплею безопасно выдерживать огромный вес, одновременно снизив требуемый сорт материала на 15%⁴, что уменьшило общую себестоимость единицы продукции без ущерба для безопасности.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Сортировка зерна для экономии бумаги | Принудительное строго вертикальное рифление5 | Предотвращает деформацию базового яруса |
| Игнорируя ориентацию флейты | Отображение траекторий движения зерен в САПР | Экономия до 15% на отходах материалов6 |
| Использование более толстых досок | Использование микроколонок для повышения прочности7 | Обеспечивает устойчивое положение дисплеев |
Я никогда не иду на компромисс в ориентации волокон бумаги, чтобы сэкономить несколько сантиметров на печатной форме. Этот небольшой поворот макета — единственное препятствие между прибыльным запуском продаж в розницу и обвалом складских запасов.
🛠️ Рабочий стол Харви: Не уверены, что ваша текущая компоновка стенда не противоречит направлению волокон бумаги? 👉 Проведите аудит структуры бумаги ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламой, обещаю.
Как повысить прочность картона?
Улучшение исходного сырья — самый дорогой и наименее эффективный способ обеспечить надёжную фиксацию груза. Настоящее структурное усиление происходит ещё до включения принтера.
Повышение прочности картона достигается за счет проектирования строгих требований к отсутствию выступающих краев на ваших транспортных паллетах. Идеальное выравнивание углов основной коробки непосредственно с деревянным настилом мгновенно восстанавливает шестьдесят процентов естественного сопротивления сжатию, предотвращая катастрофическое деформирование под тяжелыми двухъярусными складскими грузами.

Как только вы поймете, как углы распределяют вес, вы перестанете тратить бюджет на ненужные материалы повышенной прочности.
Протокол выравнивания углов без свесов
Отделы закупок часто пытаются увеличить габариты основной коробки на долю дюйма, чтобы вместить в нее еще одну розничную единицу товара. Они предполагают, что высокий показатель прочности материала ( 8 баллов по шкале Edge Crush Test) компенсирует любые незначительные недостатки компоновки
Эта нехватка места создает серьезные логистические проблемы. Я наблюдал, как один клиент боролся с серьезными повреждениями при транспортировке, потому что его коробки выступали за пределы стандартного поддона размером 48×40 дюймов (1219×1016 мм), установленного Ассоциацией производителей продуктов питания (GMA), всего на 0,5 дюйма (12,7 мм). Проведя рукой по нижнему ярусу на приемном доке, я почувствовал, как острые, жесткие углы полностью парят в воздухе, не поддерживаемые деревянной основой. Поскольку до 60% несущей способности коробки зависит исключительно от вертикального расположения четырех углов, этот крошечный выступ перенес огромный вес верхней части склада на слабые центральные панели. Я уменьшил максимально допустимую площадь основания коробки в нашем инженерном программном обеспечении, чтобы создать ограничивающий прямоугольник с абсолютным нулевым выступом. Эта точная корректировка с точностью до долей допуска гарантировала, что углы всегда будут опираться на деревянный настил, полностью исключив повреждения при транспортировке и сэкономив тысячи долларов на возвратах розничным продавцам .
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Сбрасывание коробок с краев поддонов | Обеспечение соблюдения ограничений по нулевому свесу | Исключает повреждения при транспортировке |
| Максимальное использование внутреннего пространства коробки | Уменьшение занимаемой площади на 0,5 дюйма10 | Восстанавливает 60% прочности на сжатие11 |
| Использование более толстых мастер-боксов | Надежная угловая опора | Предотвращает смятие основания склада |
Я отказываюсь позволять клиентам искусственно завышать плотность отгрузки, если это означает смещение угловых элементов с поддона. Краткосрочная экономия на транспортировке всегда будет нивелирована неизбежным коллапсом транспортных перевозок.
🛠️ Рабочий стол Харви: Ваши картонные коробки незаметно теряют свою структурную целостность, отрываясь от древесины? 👉 Запросите проверку геометрии логистики ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Чем можно затвердить картон, распылив на него какое-либо вещество?
Картонные коробки и торговые помещения с высокой проходимостью — естественные враги, особенно когда поломоечные машины начинают работать в полночь.
Для безопасного затвердевания картона методом распыления необходимо нанести специальное жидкое водное покрытие непосредственно на пористые волокна основы. В результате образуется прозрачный водостойкий полимерный барьер, который значительно повышает жесткость, полностью блокирует проникновение влаги извне и предотвращает набухание или физическое разрушение бумаги.

Правильный выбор защитного покрытия для жидкости предотвратит превращение дисплея в размокшую, неустойчивую и проблемную конструкцию.
Стратегия нанесения водного покрытия на защитную накладку для швабры
Новые бренды часто требуют использования дорогостоящих, прочных ламинированных полимолочной кислотой (PLA) биопластиковых пленокпо всей поверхности витрин, полагая, что эта толстая пленка — единственный способ защитить конструкцию от влажности склада. Они считают, что обертывание витрины пластиком — это лучшая структурная защита.
Проблема в том, что нанесение сплошных пленок на большие поверхности создает огромные проблемы с переработкой и часто приводит к тому, что рекламные конструкции выбрасываются прямо на свалку. Представьте себе, что вы пытаетесь надеть тяжелый резиновый дождевик в пустыне — он просто не пропускает воздух. На моем предприятии я постоянно вижу недоумение у покупателей, когда их прекрасно ламинированные рекламные материалы отклоняются строгими экологическими проверками розничной торговли. Чтобы решить проблему упрочнения конструкции без ущерба для возможности вторичной переработки, я наношу толстый, целенаправленный слой воды строго на нижние 50,8 мм основания конструкции. Это создает жидкую полимерную матрицу, которая высыхает, образуя твердый, невидимый защитный слой от ночных мытья полов. Картон остается жестким, графические изображения остаются в идеальном состоянии, и вся конструкция легко разлагается в стандартных емкостях для переработки бумаги на бумажных фабриках , что гарантирует прохождение строгих экологических проверок .
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Ламинирование с использованием плотного пластика | Использование жидких водных барьеров14 | Гарантирует возможность переработки отходов у обочины дороги15 |
| Оставляя нижние слои открытыми | Покрытие нижних 2 дюймов | Защищает от мытья полов в полночь |
| Упрочнение всей конструкции | Нацеливание на уязвимую зону | Сокращение ненужных материальных затрат |
Я всячески отговариваю своих клиентов от использования толстослойного ламинирования, если это не является абсолютно необходимым. Стратегически, целенаправленно применяемый жидкий барьер идеально упрочняет конкретные места трения, обеспечивая при этом полное соответствие вашей цепочки поставок экологическим нормам.
🛠️ Рабочий стол Харви: Ваши витрины постепенно впитывают влагу с пола и теряют свою вертикальную прочность? 👉 Закажите аудит защиты базы ↗ — Никаких форм, которые приводят к бесконечным звонкам от отдела продаж. Только чистая выгода.
Как увеличить трение на картоне?
Большинство покупателей одержимы идеей сделать упаковку идеально гладкой и блестящей, полностью игнорируя механические проблемы, которые создает недостаток трения во время высокоскоростной транспортировки.
Увеличение трения на картонных поверхностях достигается за счет использования высоковязких матовых покрытий вместо скользких глянцевых ламинатов, покрывающих всю поверхность. Стратегически ограничивая гладкие тактильные покрытия только основными зонами нанесения логотипа, инженеры-конструкторы обеспечивают необходимое механическое сцепление между тяжелыми, непрерывно уложенными друг на друга основными транспортными коробками.

Но знания теории поверхностного натяжения недостаточно, когда автоматизированные сортировочные машины начинают обрабатывать ваши паллеты.
Почему идеально гладкая поверхность без блеска не работает на заводском конвейере
Дизайнерские команды часто покрывают всю упаковку, готовую к розничной продаже , высококачественным глянцевым ультрафиолетовым (УФ) покрытием, чтобы максимально увеличить визуальное воздействие на полке16.Они предполагают, что гладкая, блестящая поверхность повышает ценность бренда, не принимая во внимание физические логистические аспекты штабелирования одинаковых коробок друг на друга.
На моем предприятии я регулярно наблюдаю, как этот чисто эстетический выбор приводит к настоящим лавинам в цеху. Когда я измеряю угол кинетического скольжения поддона, загруженного картонными коробками со 100% глянцевым УФ-покрытием, груз не выдерживает даже небольшого поворота погрузчика, не соскользнув верхними ярусами. Гладкий полимер полностью устраняет естественное, шероховатое трение17 волокон необработанной бумаги. Чтобы исправить это, я провел измерения микрометром и доказал, что нам не нужна дорогая противоскользящая лента; я просто ввел протокол двойного покрытия в допечатной подготовке. Я изолировал высокоглянцевое выборочное УФ-покрытие исключительно на элементах логотипа, оставив толстый матовый базовый слой на всех зонах структурного контакта. Эта микрокоррекция мгновенно восстановила коэффициент механического трения, необходимый для фиксации сложенных коробок18 , сэкономив клиенту около 28 секунд ручной переукладки на каждый поддон и полностью исключив опасные разливы на складе.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Коробки для заливки с полным глянцем | Изолированное точечное УФ-лакирование для логотипов | Предотвращает скольжение поддонов19 |
| Игнорирование накладной между коробками | Оставляя контактные зоны матовыми | Устраняет необходимость в тяжелых ремнях20 |
| Жертва хвата ради эстетики | Баланс тактильных ощущений | Предотвращает дорогостоящие разливы на складе21 |
Я всегда помечаю глянцевые шаблоны перед отправкой в типографию. Обеспечение правильного коэффициента трения поверхности — это негласная логистическая гарантия, обеспечивающая доставку вашего высококачественного изображения в магазин в целости и сохранности.
🛠️ Совет от Харви: Не позволяйте двухмиллиметровому структурному дефекту испортить запуск продаж в 500 магазинах. 👉 Пришлите мне файл с чертежами ↗ — Я проверю расчеты, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете игнорировать физику углов паллет, но когда тяжелое основание из древесины с горизонтальным расположением волокон деформируется во влажном складе, это замедляет сборочную линию примерно на 30% и мгновенно сводит на нет прибыль от вашего проекта. Это точная спецификация, которую используют мои 10 крупнейших клиентов в розничной торговле, чтобы гарантировать отсутствие брака при печати. Перестаньте гадать о невидимых допусках нагрузки и позвольте мне лично проверить вашу геометрию с помощью моего бесплатного структурного базового анализа ↗, чтобы выявить фатальные ошибки сжатия до начала массового производства.
«Оценка прочности на сжатие гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Стандарты упаковочной промышленности подробно описывают несущие свойства двухслойной конструкции в зависимости от устойчивости к верхней нагрузке. Роль подтверждения: техническая спецификация; тип источника: отраслевой справочник. Подтверждает: использование двухслойной конструкции для повышения прочности. Примечание об области применения: общие технические характеристики материалов. ↩
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Принципы машиностроения объясняют, как выравнивание гофрирования параллельно оси нагрузки максимизирует прочность на осевое сжатие. Роль доказательства: структурный принцип; тип источника: учебник по материаловедению. Подтверждает: влияние ориентации гофрирования на устойчивость. Примечание об области применения: относится к вертикальной нагрузке. ↩
«[PDF] Прочность гофрированного картона на сжатие по кромке», https://repository.gatech.edu/server/api/core/bitstreams/17648daf-ab05-4e86-af1f-1eb669a9c20c/content. Подтверждение того, что ориентация гофрированных гофр параллельно нагрузке максимизирует прочность на осевое сжатие и структурную целостность. Роль доказательства: Техническая проверка; тип источника: Руководство по проектированию упаковки. Подтверждает: Необходимость вертикального расположения гофр для обеспечения несущей способности. Примечание об области применения: Применяется специально к вертикальным нагрузкам сжатия. ↩
«Оценка сопротивления смятию кромок гофрированного картона с использованием…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Анализ того, как оптимизация ориентации волокон может уменьшить необходимую толщину или марку материала при сохранении того же значения испытания на сжатие в коробке (BCT). Роль доказательства: количественный эталон; тип источника: отраслевое техническое исследование. Подтверждает: снижение затрат и расхода материала за счет структурной оптимизации. Примечание к области применения: процент экономии может варьироваться в зависимости от марки картона. ↩
«Понимание прочности упаковочных коробок – EcoEnclose», https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOor9ZEIATl-iCzakRU2GK8fab0YfDGOVMJQmojzvC8DD82xV6S7Q. Техническое объяснение анизотропии гофрированного картона и того, как вертикальное расположение гофр максимизирует значение испытания на сжатие коробки (BCT). Роль доказательства: Техническая проверка; тип источника: Учебник по материаловедению. Подтверждает: Утверждение о том, что вертикальная ориентация необходима для несущей способности. Примечание к области применения: Сосредоточено на осевом сжатии. ↩
«[PDF] Бумажные и картонные отходы в Соединенных Штатах – Публикации | NLR», https://docs.nlr.gov/docs/fy24osti/84206.pdf. Предоставьте статистические данные или примеры из промышленной практики, демонстрирующие процент сокращения отходов при использовании САПР для оптимизации гранулометрического состава в упаковке. Роль доказательства: Количественная проверка; тип источника: Отчет по промышленной инженерии. Подтверждает: Эффективность САПР-моделирования в сокращении отходов. Примечание по области применения: Применяется конкретно к производству торговых витрин. ↩
«Повышение эффективности усиления железобетонных колонн с помощью…», https://www.sciencedirect.com/science/article/pii/S2214509522007203. Инженерный анализ того, как добавление вертикальных внутренних опор (микроколонн) повышает сопротивление изгибу картонных конструкций. Роль доказательства: Структурная проверка; тип источника: Исследование в области машиностроения. Опоры: Использование колонн по толщине картона для повышения прочности. Примечание по области применения: Актуально для тяжелых торговых витрин. ↩
«Понимание прочности упаковочных коробок – EcoEnclose», https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqVH9cbf9-x1BPBcvIsoI62a2YEmRwfz7JTK1t0mEQnYT6eDvuC. Техническое объяснение теста на прочность кромки при сжатии (ECT) как показателя вертикальной прочности на сжатие гофрированного картона. Роль подтверждения: определение технического показателя; тип источника: отраслевой стандарт (например, ASTM D2418). Подтверждает: использование характеристик материала для определения несущей способности. Примечание по области применения: измеряет прочность кромки картона. ↩
«Сравнительное исследование прочности на сжатие гофрированного картона…», https://repository.rit.edu/theses/285/. Стандарты по проектированию упаковки предоставляют данные о том, как вертикальное выравнивание углов влияет на общую прочность на сжатие гофрированных картонных коробок. Роль доказательства: техническая проверка; тип источника: инженерный справочник. Подтверждает: конкретный процент прочности, приходящийся на углы. Примечание к области применения: значения могут варьироваться в зависимости от сорта картона и типа гофрированного картона. ↩
«Формула гофрированной упаковки, которая сокращает углеродный след на…», https://www.theboxery.com/blog/the-corrugated-packaging-formula-that-cuts-carbon-footprint-by-40/?srsltid=AfmBOor2yRK3Lawrs_IUlB9BMiq6Q5r2_gYN6YKVtQl7wm96dSULvKlE. Стандарты промышленной логистики определяют идеальный зазор или уменьшение занимаемой площади, необходимые для того, чтобы коробки оставались в пределах размеров паллеты. Роль подтверждения: техническая спецификация; тип источника: справочник по логистике. Подтверждает: рекомендуемый размер для достижения нулевого выступа. Примечание по области применения: применяется к стандартным размерам паллет. ↩
«Прогнозирование влияния выступающих частей поддона на прочность коробки на сжатие», https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. Авторитетное инженерное исследование гофрированной упаковки предоставляет данные, количественно определяющие потерю прочности на сжатие при выступании коробок за пределы поддонов и восстановление прочности за счет правильного выравнивания. Роль доказательства: фактическая проверка; тип источника: инженерное исследование упаковки. Подтверждает: конкретный показатель восстановления прочности. Примечание по области применения: результаты могут различаться в зависимости от сорта картона. ↩
«Обзор потенциала биополимера полимолочной кислоты (PLA) в… – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC11091039/. Подтверждение использования PLA в качестве биопластикового ламината в картонной упаковке для обеспечения влагозащитных барьеров и структурного упрочнения. Роль доказательства: Техническая проверка; тип источника: Исследование в области материаловедения или спецификация упаковочной промышленности. Подтверждает: Использование PLA в качестве структурной защиты от влаги. Примечание к области применения: Фокус на промышленных торговых витринах. ↩
«Перерабатываемое и биоразлагаемое покрытие для бумаги с функционализированными…», https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/. Технические отраслевые стандарты описывают растворимость и удаление полимеров на водной основе в процессе переработки целлюлозы по сравнению с небиоразлагаемыми пластиковыми пленками. Роль доказательства: техническая проверка; тип источника: отраслевой стандарт по переработке. Подтверждает: утверждение о том, что водные покрытия сохраняют возможность переработки картона. Примечание об области применения: применяется к сертифицированным перерабатываемым покрытиям. ↩
«Улучшение водо- и маслостойкости бумаги, покрытой водным раствором…», https://bioresources.cnr.ncsu.edu/resources/water-and-oil-resistance-improvement-of-paper-coated-with-aqueous-mixture-of-hydroophilic-and-hydrophobic-cross-linked-copolymers/. В литературе по материаловедению, посвященной полимерным покрытиям, объясняется, как водные барьеры создают водостойкое покрытие на целлюлозных волокнах, предотвращая их насыщение. Роль доказательства: технический механизм; тип источника: журнал по материаловедению. Подтверждает: эффективность водных барьеров для защиты картона. Примечание: эффективность варьируется в зависимости от толщины покрытия и метода нанесения. ↩
«Вопросы воздействия на устойчивое развитие: покрытия для картона – Zenpack», https://www.zenpack.us/blog/paperboard-coatings-sustainability-impact/. Техническая документация, соответствующая стандартам отрасли переработки, подтверждает совместимость водных покрытий со стандартными процессами производства целлюлозы из бумаги, в отличие от пластиковых пленок. Роль доказательства: техническая проверка; тип источника: отраслевой стандарт. Подтверждает: утверждение о том, что водные барьеры сохраняют возможность вторичной переработки. Примечание об объеме применения: зависит от возможностей местных муниципальных предприятий. ↩
«Какова цель использования УФ-покрытия с высоким блеском на косметических футлярах?», https://apackaginggroup.com/blogs/news/what-is-the-purpose-of-high-gloss-uv-coating-on-cosmetic-compacts. Техническое подтверждение того, что УФ-покрытия используются для создания глянцевого эстетического эффекта, но при этом значительно снижают коэффициент трения между поверхностями картона. Роль доказательства: техническая проверка; тип источника: руководство по проектированию упаковки. Подтверждает: компромисс между визуальной привлекательностью и стабильностью при штабелировании. Примечание по области применения: относится только к УФ-покрытиям на основе полимеров. ↩
«Управляемое светом трение на покрытии из жидкокристаллического полимера… – PubMed», https://pubmed.ncbi.nlm.nih.gov/25154768/. Техническое подтверждение того, как УФ-покрытия на основе полимеров снижают коэффициент статического и кинетического трения бумажных волокон. Роль доказательства: фактическая проверка; тип источника: исследование в области материаловедения. Подтверждает: утверждение о том, что глянцевые покрытия снижают механическое сцепление. Примечание по области применения: относится к УФ-полимерам на целлюлозных волокнах. ↩
«Часто задаваемые вопросы по тестированию упаковочных материалов – Rhopoint Americas», https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOorIJQJyyL3NOV3_1GA_tYVfvRm2_OgXaghsldNrp5mwQUIPgmNQ. Эмпирические данные, сравнивающие коэффициент трения (CoF) между матовыми и глянцевыми покрытиями на картонных подложках для подтверждения стабильности нагрузки. Роль доказательства: техническая проверка; тип источника: руководство по проектированию упаковки. Подтверждает: эффективность матовых покрытий в повышении механического сцепления. Примечание по области применения: основное внимание уделяется статическому трению в штабелированных конфигурациях. ↩
«Выборочное УФ-лакирование против глянцевого УФ-лакирования: какое покрытие лучше в дизайне печатной продукции?», https://www.customproductpackaging.com/blog/spot-uv-and-gloss-uv-big-differences-and-applications-explained. Авторитетный источник по материаловедению мог бы предоставить коэффициенты трения глянцевых покрытий и выборочной УФ-обработки, чтобы подтвердить, как уменьшение площади глянцевого покрытия повышает стабильность. Роль доказательства: Техническая проверка; тип источника: Исследование в области материаловедения. Подтверждает: Влияние покрытия на проскальзывание паллет. Примечание к области применения: Специфично для промышленного гофрированного картона. ↩
«Матовые или глянцевые покрытия: что лучше для вашей упаковки?», https://oxopackaging.com/blog/matte-vs-gloss.html?srsltid=AfmBOopwdH4Py90WYoiG2ZjQY-actJRX97gIG-GMoG9yf35nQPkp5EEU. Стандарты по проектированию упаковки могут продемонстрировать, как матовые покрытия увеличивают коэффициент статического трения между коробками, уменьшая зависимость от вторичной упаковки, такой как обвязка. Роль доказательства: Техническая спецификация; тип источника: Справочник по проектированию упаковки. Подтверждает: Сокращение потребности в обвязке. Примечание об области применения: Применимо к конфигурациям штабелированных паллет. ↩
«Как решить проблему низкой устойчивости паллет в индустрии напитков – Palcut», https://palcut.com/blog/the-problem-of-poor-pallet-stability-in-the-beverage-industry-and-how-to-solve-it/. Отчеты по логистике и безопасности содержат данные о том, как сцепление поверхности и тактильные ощущения коррелируют со снижением нестабильности паллет и, как следствие, потерь продукции. Роль доказательства: эмпирические данные; тип источника: отчет по безопасности в логистике. Подтверждает: корреляцию между сцеплением и предотвращением пролития. Примечание к области исследования: фокусируется на складских помещениях с высокой плотностью размещения товаров. ↩



