Вы можете подумать, что картон — это просто сложенная бумага, но на самом деле это высокотехнологичное архитектурное сооружение. Понимание его механики — это разница между успешным запуском розничной торговли и испорченным товаром.
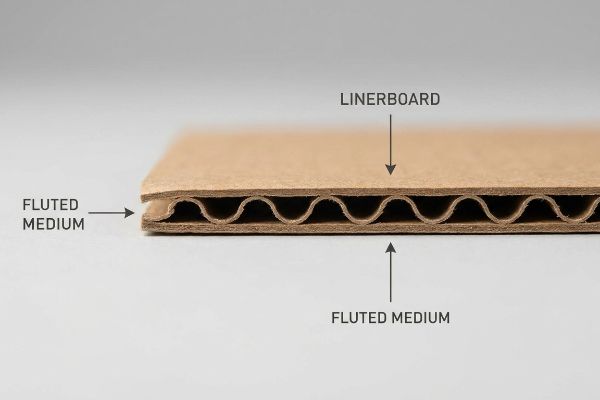
Структура гофрированного картона позволяет использовать его в качестве упаковочного материала, поскольку между двумя плоскими листами картона находится волнистый гофрированный слой. Такая арочная конструкция обеспечивает огромную прочность на вертикальное сжатие и динамическое поглощение ударов, благодаря чему легкие бумажные волокна защищают тяжелые товары во время длительных морских перевозок и складирования.
Знание основных слоев бумаги достаточно для учебников, но настоящее испытание начинается, когда эти физические конструкции попадают на заводской конвейер и в суровую цепочку поставок розничной торговли.
Какова структура гофрированного картона?
По своей сути, этот материал представляет собой математически выверенное расположение бумажных арок. Но то, как вы расположите эти внутренние арки, определяет всё, что касается долговечности вашей упаковки.
Конструкция гофрированного картона состоит из гофрированных арок, прочно склеенных между двумя жесткими подложками. Такой точный геометрический профиль предотвращает опасный изгиб и деформацию под воздействием огромной нагрузки сверху, активно действуя как встроенный амортизатор, защищающий дорогостоящие товары розничной торговли от сильных вибраций, возникающих в цепочке поставок по нескольким осям.
Понимание профиля канавки — это первый шаг, но неправильное его выравнивание на этапе проектирования несущих конструкций — вот где кампании терпят крах.
Физика направления волокон в гофрированном картоне
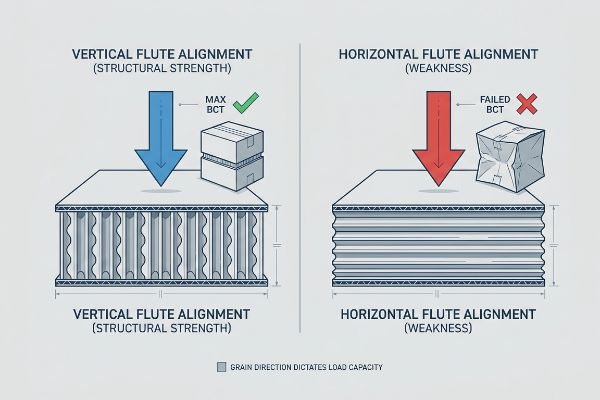
Многие графические дизайнеры относятся к гофрированным листам как к обычной принтерной бумаге, предполагая, что прочность по всей поверхности одинакова¹.Они располагают высечки, исходя исключительно из стремления к максимальной эффективности печати, чтобы сэкономить несколько центов на листе. Это полностью игнорирует физическую реальность гофрированных слоев внутри картона.
Я понимаю, что вы испытываете давление из-за необходимости сокращения расходов, но я видел, как бренды теряли целые партии товара из-за того, что поворачивали макет на 90 градусов. Когда вы ориентируете внутреннее «направление волокон» горизонтально, а не вертикально, структурные арки полностью теряют свою способность выдерживать испытания на сжатие (BCT)². Недавно я наблюдал, как продавец с силой надавил на горизонтально рифленый демонстрационный лоток, и необработанный картон издал резкий хруст, а боковые стенки мгновенно прогнулись внутрь. Вам необходимо вертикальное выравнивание волокон, чтобы максимизировать динамическую несущую способность³,обеспечивая жесткость конструкции, а не ее провисание под тяжелым весом товара в течение трехмесячной рекламной кампании в магазине.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Поворот зерна в горизонтальном направлении для экономии места на листе | Ориентация желобков идеально вертикально на несущих стенах4 | Предотвращает деформацию боковых стенок под воздействием тяжелых грузов |
| Игнорирование динамических ограничений плоских бумажных гофр | Инженерные арки, способные выдерживать вес верхней части складского помещения5 | Значительно сокращает повреждения при сборке и потери продукции |
| Доверяя стандартному программному обеспечению для создания 2D-макетов, можно добиться успеха | Проверка физического направления волокон древесины перед вырубкой6 | Обеспечивает отсутствие провисания во время длительных рекламных кампаний в розничных магазинах |
Я никогда не утверждаю производственный файл, не проверив лично направление гофрирования. Если заставить бумажные арки выдерживать вес в горизонтальном положении, упаковка развалится еще до того, как попадет на прилавок магазина.
🛠️ Рабочий стол Харви: Не уверены, правильно ли ваш графический дизайнер расположил внутренние гофры для максимальной прочности при штабелировании? 👉 Запросите проверку вырубки ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламными предложениями, обещаю.
Почему гофрированный картон используется в упаковке?
Мы используем этот материал, потому что он обладает непревзойденным соотношением прочности и веса. Он обеспечивает надежную структурную защиту, не расходуя при этом бюджет на исходящую логистику.
Гофрированный картон используется в основном потому, что он обладает исключительной устойчивостью к вертикальному сжатию. Благодаря выравниванию углов конструкции для восприятия больших динамических нагрузок, этот легкий материал эффективно заменяет дорогостоящий жесткий пластик, беспрепятственно выдерживая двухъярусную транспортировку морским транспортом и оставаясь полностью пригодным для вторичной переработки в соответствии со строгими глобальными требованиями устойчивого развития.
Это невероятный материал, но его защитные свойства сводятся к нулю, если неправильно понимать, как законы физики складских помещений влияют на его трехмерную геометрию.
Правило нулевого выступа для упаковки из гофрированного картона
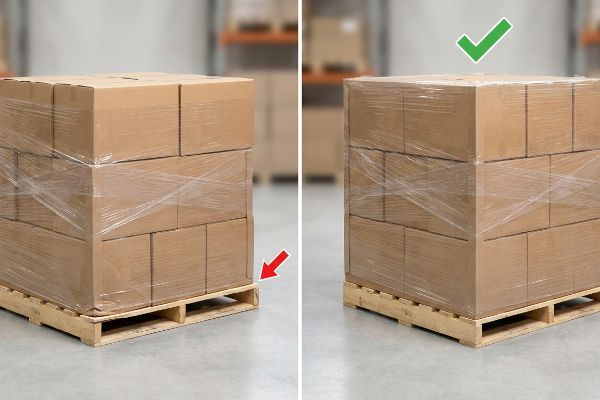
Отделы закупок часто увеличивают размеры основной коробки, чтобы максимизировать плотность отгрузки, полагая, что исходные показатели сжатия прочного гофрированного картонаестественным образом защитят товар. Они одобряют коробки, которые выступают за край стандартных деревянных логистических платформ всего на долю дюйма, чтобы вместить в контейнер еще одну единицу товара.
Это распространённая ловушка, в которую попадают даже опытные команды по закупкам. До 60% вертикальной несущей способности8 обеспечивается исключительно точным вертикальным выравниванием её четырёх углов. Когда угол свисает со стандартного поддона GMA (Ассоциация производителей продуктов питания) размером 48×40 дюймов (1219×1016 мм), он не несёт абсолютно никакого веса9.Мне приходилось помогать менеджеру по приёмке расставлять тяжёлый поддон, где нижний ярус без опоры заметно прогибался наружу с ужасающим скрипом, полностью разрушая гофрированные складки. Искусственно уменьшая максимально допустимую площадь основания коробки в нашем программном обеспечении всего на 0,5 дюйма (12,7 мм), я гарантирую, что эти углы останутся поддерживаемыми на деревянном настиле, полностью исключая повреждения при транспортировке сборных грузов.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Оставить ящики свисающими с края деревянного поддона | Обеспечение нулевого допуска на выступание ограничивающего прямоугольника | Исключает катастрофическое разрушение нижнего яруса10 |
| Опираясь исключительно на результаты испытаний плоских материалов | Выравнивание углов несущих конструкций по доскам террасы из массива дерева | Восстанавливает 60% динамической мощности сжатия дисплея11 |
| Максимизация количества единиц за счет геометрии | Уменьшение габаритов основной коробки на 0,5 дюйма (12,7 мм) | Предотвращает массовые возвраты платежей и претензии со стороны розничных продавцов в связи с доставкой12 |
Я с радостью пожертвую долей дюйма в объеме упаковки, чтобы ваши углы были идеально закреплены на деревянной основе. Выступающий за края грубого деревянного поддона — это самый быстрый способ превратить дорогую упаковку в мусор.
🛠️ Вопрос от Харви: Ваши картонные коробки незаметно теряют свою прочность на сжатие из-за небольшого выступа поддона? 👉 Получите анализ нагрузки на поддон ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Как изготавливается гофрированная упаковка?
В процессе производства огромные рулоны бумаги превращаются в жесткие, структурные элементы благодаря высокоточной вырубке и механической биговке под высоким давлением.
Гофрированная упаковка изготавливается путем пропускания сплошного лайнерного картона и гофрированного материала через высокоавтоматизированные гофрокартонные машины. Полученные жесткие листы картона затем вырубаются и механически сгибаются с использованием специальных каналов полимерной матрицы, что предотвращает опасное растрескивание толстых бумажных волокон при складывании в трехмерные конструкции для розничной торговли.

Разрезать доску относительно просто, но заставить толстую конструкционную панель идеально согнуться на 90 градусов требует исключительного механического контроля.
Контроль растяжения волокон при складывании гофрированного картона
Дизайнеры часто исходят из предположения, что простая прямая линия на цифровом файле автоматически преобразуется в идеальный сгиб на заводе. Они отправляют файлы, ожидая, что плотная доска 13 , прошедшая испытание на сжатие кромки (ECT 32) , будет гнуться без усилий, как тонкая картонная бумага, полностью игнорируя физическое сопротивление внутренней гофрировки 14 .
Представьте себе толстый гофрированный картон как кусок фанеры, который нужно согнуть; если его неправильно надрезать, поверхностное натяжение разрушится. Когда стандартная стальная линейка с силой ударяет по необработанному крафт-картону без опоры, внутренние гофры деформируются, и верхний слой с печатью лопается15.Однажды я наблюдал, как взволнованный основатель бренда пытался собрать плохо надрезанный лоток, и сильное сопротивление толстого картона привело к тому, что глянцевая литография громко хрустнула по шву, обнажив некрасивую коричневую бумагу под ней. Чтобы исправить это, я устанавливаю специальные направляющие для биговки, которые действуют как наковальня16 во время удара, точно контролируя растяжение бумажных волокон и обеспечивая безупречный, без трения, сгиб никогда не треснет.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Предположим, что тяжелая доска по умолчанию плавно складывается | Использование полимерной матрицы для сгибания на режущей матрице17 | Устраняет некрасивые потрескавшиеся изображения на торцах торговых стеллажей |
| Использование стандартного давления ножа для толстых желобков | Динамический контроль растяжения волокон во время удара стали18 | Сокращает время ручной сборки в магазине до 25 секунд19 |
| Игнорируя поверхностное натяжение ламинированных отпечатков | Разработка индивидуальной глубины партитур для первичного картона | Обеспечивает жесткую структурную целостность в местах соединения деталей |
Я использую точные направляющие для выравнивания поверхности толстых гофрированных досок. Чистый сгиб — единственный способ гарантировать быструю сборку ваших витрин и безупречный внешний вид при ярком освещении в магазине.
🛠️ Стол Харви: Ваш прочный картон трескается вдоль линий сгиба и портит ваш фирменный дизайн? 👉 Получите предварительную оценку ↗ — Никаких форм, которые приводят к бесконечным звонкам от отдела продаж. Только чистая выгода.
Как работает гофрированный картон?
Этот материал работает за счет использования определенных архитектурных допусков, соединяя отдельные вырезанные панели в единую, несущую конструкцию коммерческого назначения.
В производстве гофрированного картона используются точные геометрические припуски на изгиб для бесшовного соединения толстых картонных панелей. Активно рассчитывая физическую толщину внутренних гофр, инженеры-упаковщики создают высокостабильные, динамичные торговые витрины, которые легко выдерживают кинетическое трение и сдвиговые нагрузки, возникающие во время высокоскоростных автоматизированных операций по упаковке.
Заставить один дисплей выдержать испытание в лаборатории — это легко, но вот суровая реальность, с которой вы сталкиваетесь, когда отправляете 500 таких дисплеев на высокоскоростной упаковочный завод.
Почему стандартные вырубные формы из гофрированного картона не справляются со сборкой?
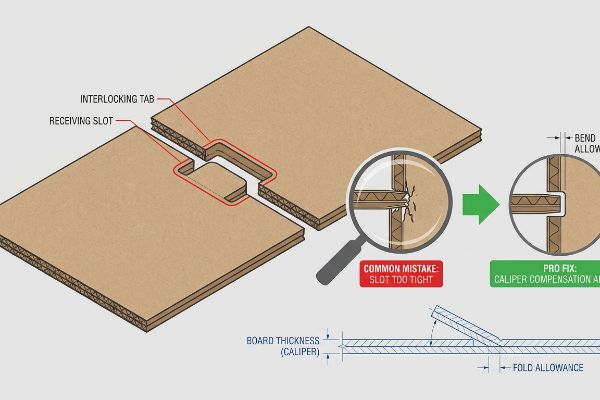
Графические дизайнеры часто создают в своих цифровых программах соединительные выступы и пазы для складывания точно такой же ширины, как и сопрягаемая панель. Они исходят из предположения, что если ширина выступа составляет 2,0 дюйма (50,8 мм), то и ширина паза для него также должна быть ровно 2,0 дюйма (50,8 мм), полностью игнорируя физическую толщину сложенного картона20.
На моем предприятии я регулярно наблюдаю, как прекрасно напечатанные рекламные материалы полностью останавливаются на сборочной линии из-за того, что структурные пазы математически слишком узкие. Когда панель из гофрированного картона толщиной 0,11 дюйма (2,79 мм)21 сгибается на 90 градусов, она физически расходует материал по внешнему радиусу22.Если я не расширю этот принимающий паз в программе САПР (системы автоматизированного проектирования), чтобы компенсировать расход материала при сгибе, вся конструкция заклинивает. Я наблюдал, как расстроенные сборщики пытались сбить эти слишком тугие выступы молотком, разрывая необработанный тестовый слой и вызывая сильное коробление основания, что замедляет линию примерно на 30%. Снимая показания микрометра и обеспечивая строгий параметрический допуск на изгиб до того, как картон попадет на мои раскройные столы Kongsberg серии C, я гарантирую, что предварительно заполненные дисплеи собираются без трения, что в конечном итоге экономит клиентам значительные средства на оплату ручного труда при больших объемах производства.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Прорези для чертежа имеют точно такую же ширину, как и выступ | Применение алгоритмов автоматической компенсации штангенциркуля23 | Полностью устраняет кинетическое трение во время совместной упаковки24 |
| Не принимая во внимание толщину доски, которая образуется при сгибе на 90 градусов | Добавление определенных зазоров для изгиба в приемные пазы25 | Предотвращает отрыв язычков и повреждение торговых стеллажей |
| Сжатие плотно прилегающих друг к другу бумажных деталей на конвейере | Разработка математически точных взаимоблокирующихся соединений | Сокращает время, затрачиваемое на ручной труд, и исключает дорогостоящие переделки |
Я применяю строгую структурную компенсацию к каждому цифровому файлу, прежде чем он попадет в массовое производство. Если ваши слоты не учитывают толщину платы, вы, по сути, платите сборочным бригадам за уничтожение вашей упаковки.
🛠️ Совет от Харви: Не позволяйте двухмиллиметровому структурному дефекту испортить запуск продаж в 500 магазинах. 👉 Пришлите мне файл с чертежами ↗ — Я проверю расчеты, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете отдать прекрасно разработанный графический дизайн дешевому поставщику, но когда его неспособность рассчитать внутреннюю толщину платы приводит к сильному изгибу основания и замедляет сборочную линию упаковки примерно на 30%, вся ваша розничная прибыль исчезает. Это точная спецификация, которую используют мои 10 крупнейших розничных клиентов, чтобы гарантировать отсутствие брака при печати. Перестаньте гадать о сложных допусках платы и позвольте мне лично проверить ваши структурные файлы с помощью моей бесплатной предпечатной проверки ↗, чтобы математически исключить кинетическое трение до начала массового производства.
«Оценка прочности на сжатие коробок из гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Данные материаловедения, подтверждающие, что гофрированный картон является анизотропным материалом, то есть его прочность и жесткость значительно изменяются в зависимости от ориентации гофр. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: утверждение о том, что предположение о равномерной прочности конструкции является технической ошибкой. Примечание об области применения: применимо к стандартным профилям гофрированного картона. ↩
«Коэффициент испытания на сжатие коробки (BCT): ключ к безопасности и долговечности…», https://cartonbox.pl/Box-Compression-Test-BCT-Factor-The-Key-to-Safe-and-Durable-Packaging-blog-eng-1720506976.html. Стандарты по проектированию упаковки подробно описывают, как ориентация гофрированного картона влияет на прочность на сжатие, показывая резкое снижение прочности при горизонтальной ориентации гофрированного картона. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: потерю прочности на сжатие из-за горизонтальной ориентации. Примечание об области применения: применяется к стандартному гофрированному картону. ↩
«Упаковка из гофрированного картона с инновационным дизайном для повышения…», https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. В литературе по материаловедению установлено, что вертикальная гофрировка обеспечивает наивысшую осевую прочность для несущих конструкций. Роль доказательства: фактическое подтверждение; тип источника: отраслевой документ. Подтверждает: влияние вертикального расположения на динамическую несущую способность. Примечание к области применения: относится к гофрированным конструкциям. ↩
«Исследование влияния перфорации на несущую способность…», https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Технические руководства объясняют, как вертикальное расположение гофрированного слоя максимизирует прочность на сжатие, предотвращая разрушение боковых стенок. Роль доказательства: техническая проверка; тип источника: руководство по проектированию упаковки. Подтверждает: структурную целостность боковых стенок. Примечание к области применения: относится к вертикальным силам сжатия. ↩
«Прочность на сжатие гофрированной картонной упаковки с…», https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Отраслевые стандарты для гофрированных материалов определяют несущую способность гофрированных арок при вертикальном сжатии. Роль доказательства: фактическая проверка; тип источника: отраслевой стандарт. Опоры: грузоподъемность верхней части упаковки. Примечание об области применения: применяется к сценариям штабелирования на складе. ↩
«Направление волокон: основа картонной упаковки – Korpack», https://korpack.com/grain-direction-the-backbone-of-paperboard-packaging/?srsltid=AfmBOooyOHfS7284cg6BR5FnGvIVYvrUl9Rphg3hJtD-cR7V2q4tm_-D. Исследования в области материаловедения показывают, что выравнивание волокон бумаги по основной оси напряжения минимизирует провисание и структурную деформацию. Роль доказательства: техническая проверка; тип источника: исследование в области материаловедения. Подтверждает: предотвращение долговременного структурного провисания. Примечание: относится к анизотропии бумажных волокон. ↩
«Сравнительное исследование прочности на сжатие гофрированного картона…», https://repository.rit.edu/theses/285/. Технические спецификации стандартов упаковки (например, TAPPI) определяют значения испытаний на сжатие кромок (ECT) и на сжатие коробок (BCT) для картона повышенной прочности. Роль доказательства: фактическая проверка; тип источника: отраслевой стандарт. Подтверждает: присущую материалу способность выдерживать вертикальное давление. Примечание об объеме применения: базовые показатели не учитывают потери от выступания паллет. ↩
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Инженерные данные о прочности гофрированного картона на сжатие объясняют процент общей нагрузки, воспринимаемой конструктивными углами. Роль подтверждения: техническая спецификация; тип источника: справочник по проектированию упаковки. Опоры: вертикальное распределение нагрузки. Примечание об области применения: проценты могут варьироваться в зависимости от типа гофры и марки картона. ↩
«Исследование влияния жесткости верхней части поддона на гофрированный картон…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. Стандарты логистики и упаковки количественно оценивают потерю структурной целостности и прочности на сжатие, вызванную выступанием поддона. Роль доказательства: отраслевой стандарт; тип источника: руководство по логистике. Подтверждает: правило нулевого выступа. Примечание об области применения: относится к стандартным размерам поддонов GMA. ↩
«[PDF] Влияние смещения паллетизированных коробок на прочность на сжатие унифицированных…», https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. Техническое объяснение того, как устранение выступающих частей паллет поддерживает вертикальные пути передачи нагрузки, предотвращая разрушение конструкции нижнего слоя. Роль доказательства: причинно-следственный механизм; тип источника: руководство по проектированию упаковки. Подтверждает: утверждение о том, что отсутствие выступающих частей предотвращает смятие нижнего яруса. Примечание по области применения: применимо к штабелированным грузам из гофрированного картона. ↩
«Прогнозирование влияния выступающих частей поддона на прочность коробки при сжатии…», https://www.researchgate.net/publication/372349298_Predicting_the_effect_of_pallet_overhang_on_the_box_compression_strength. Количественные данные, демонстрирующие потерю прочности на сжатие при выступании коробок за пределы поддона и процент восстановления после выравнивания. Роль доказательства: количественная проверка; тип источника: исследование в области материаловедения или аналитический отчет. Подтверждает: конкретный показатель восстановления прочности на 60%. Примечание по области применения: может варьироваться в зависимости от сорта картона. ↩
«Соблюдение требований поставщиками: как минимизировать возвраты платежей в розничной логистике», https://mfals.com/blog/how-to-minimize-chargebacks-retail-logistics. Документация, содержащая отраслевые стандартные руководства по соблюдению требований поставщиками, определяющие штрафы за неправильную укладку на поддоны и наличие свесов. Роль доказательства: проверка регулирующих органов; тип источника: руководства по розничной логистике. Подтверждает: связь между геометрией упаковки и финансовыми штрафами. Примечание об объеме: конкретные детали зависят от политики конкретного розничного продавца. ↩
«Понимание прочности упаковочных коробок – EcoEnclose», https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooBwQOiQmZDQNZvNHHI4rQiNNuebFALKrczTddFydgYe_8yZkCV. Технический стандарт, определяющий рейтинг прочности гофрированного картона по испытанию на сжатие кромки (ECT). Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: классификацию прочности материала. Примечание об области применения: относится к показателям ECT. ↩
«Влияние влажности и температуры на механические свойства…», https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Источник по материаловедению или упаковочной инженерии, объясняющий механическое сопротивление, обеспечиваемое гофрированным материалом при изгибе. Роль доказательства: механический принцип; тип источника: техническое руководство. Подтверждает: утверждение о сопротивлении гофрированию. Примечание по области применения: относится к геометрии гофрированного картона. ↩
«Методы испытаний и последствия деформации межгофрированных слоев – BioResources», https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Технический анализ структурного разрушения гофрированного картона и лайнерного картона при штамповке без опоры. Роль доказательства: фактическое подтверждение; тип источника: отчет по материаловедению в области упаковки. Опора: механическая причина разрушения поверхности. Примечание к области применения: относится к первичному крафт-картону. ↩
«[PDF] СКЛАДЫВАНИЕ И СГИБАНИЕ – BioResources», https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Объяснение того, как каналы матрицы обеспечивают поддерживающую поверхность противодавления, предотвращая разрыв волокон во время складывания. Роль доказательства: техническая проверка; тип источника: справочник по упаковочной инженерии. Подтверждает: роль сгибания матрицы в предотвращении трещин. Примечание по области применения: применимо к гофрированным материалам с высокой плотностью. ↩
«Влияние аналоговых и цифровых линий сгиба на механические свойства… – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Техническое объяснение того, как полимерные матрицы поддерживают картон во время сгиба, предотвращая растрескивание поверхности. Роль в качестве доказательства: техническая спецификация; тип источника: руководство по производству. Поддержка: использование полимерных матриц для сгибания тяжелых листов картона. Примечание об области применения: применимо к гофрированным подложкам с высокой плотностью материала. ↩
«Стальные штампы для упаковки: пластмассы, пенопласт и…», https://www.keydies.com/steel-rule-dies/packaging.htm. Инженерный анализ того, как динамическая регулировка давления во время вырубки предотвращает разрыв волокон в толстых гофрах. Роль доказательства: проверка процесса; тип источника: инженерное руководство. Подтверждает: технический метод обработки толстых гофр. Примечание об области применения: относится к автоматизированным стальным штампам. ↩
«Нужна более быстрая упаковка из гофрированного картона? Почему важны сроки выполнения заказа – Cullen», https://www.cullen.co.uk/need-corrugate-packaging-faster-why-lead-times-matter/. Количественные данные, подтверждающие сокращение времени сборки в розничной торговле за счет точной биговки и управления растяжением волокон. Роль доказательства: количественная проверка; тип источника: отраслевое исследование. Подтверждает: повышение эффективности сборки в магазинах. Примечание: экономия времени зависит от сложности упаковки. ↩
«Главные советы по проектированию пазов и выступов для сборки деталей из листового металла», https://www.youtube.com/watch?v=DHcrX_ZnByA. Краткое объяснение того, как стандарты проектирования упаковки требуют добавления допусков к ширине пазов для учета толщины материала сложенного картона. Роль доказательства: техническая проверка; тип источника: руководство по проектированию упаковки. Подтверждает: необходимость учета толщины для обеспечения надежного сцепления деталей. Примечание по области применения: специфично для гофрированных материалов. ↩
«Гофрированный картон и марки материалов – стратегии упаковки», https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Проверка стандартной физической толщины (диаметром) гофрированного картона B-типа для обеспечения технической точности. Роль подтверждения: техническая спецификация; тип источника: отраслевой производственный стандарт. Подтверждающие факторы: размеры материала. Примечание по области применения: толщина может незначительно варьироваться в зависимости от производителя. ↩
«Аналитическое определение жесткости на изгиб пятислойной конструкции…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Техническое объяснение геометрического расширения и смещения материала, происходящих при складывании толстостенного картона. Роль доказательства: инженерный принцип; тип источника: справочник по проектированию упаковки. Подтверждает: необходимость расчетов припуска на изгиб. Примечание об области применения: относится к толстостенным материалам. ↩
«Оптимальное проектирование упаковки из двухслойного гофрированного картона – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Проверка корректировок размеров вырубки, выполняемых программным обеспечением, на основе измеренной толщины материала. Роль доказательства: техническая проверка; тип источника: руководство по проектированию упаковки. Подтверждает: использование алгоритмической компенсации для обеспечения соответствия. Примечание об области применения: конкретные алгоритмы могут различаться в зависимости от программного обеспечения САПР. ↩
«Важность жестких допусков | Orion Industries, Ltd.», https://orioncoat.com/blog/tight-tolerance/. Эмпирические данные, измеряющие снижение сопротивления трению между взаимозацепляющимися картонными панелями при оптимизации допусков. Роль доказательства: показатель эффективности; тип источника: исследование в области материаловедения. Подтверждает: утверждение о том, что точные допуски минимизируют сопротивление при сборке. Примечание к области применения: утверждение «полностью устраняет» является сильным и требует конкретных данных о коэффициенте трения. ↩
"Конструкции из картона: расчет припуска на изгиб 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. Техническая документация, показывающая, как толщина материала занимает пространство при сгибе на 90 градусов и требует учета зазоров. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт для проектирования упаковки. Подтверждает: требование к припуску на изгиб при проектировании пазов. Примечание об области применения: припуски зависят от размера гофры и марки картона. ↩



