Для резки гофрированного картона требуется гораздо больше, чем просто острые лезвия. Этот процесс требует точной системы специально разработанных инструментов, обеспечивающих полную защиту целостности вашего бренда.
К типам штампов относятся инструменты для резки, биговки и перфорации, используемые для придания формы гофрированным дисплеям. Эти механические инструменты определяют структурную целостность и точность сгибания. Выбор правильной конфигурации предотвращает разрыв материала, гарантируя, что ваша упаковка легко выдержит сложные сборочные линии и условия розничной торговли с высокой проходимостью по всему миру.

Прежде чем вы завершите разработку своей следующей розничной рекламной кампании, позвольте мне показать вам, как именно эти невидимые инструменты определяют ваш операционный успех.
Сколько существует типов штампов?
Понимание доступных вариантов оснастки — это разница между безупречной витриной и горой ненужного картона на упаковочном полу.
В упаковке используется несколько типов штампов, в основном это сквозные штампы, штампы для частичного сгибания и перфорации. Автоматизированное оборудование требует использования различных команд управления для различения операций по нарезке необработанного картона и его аккуратному сгибанию. Правильное применение этих специализированных форм гарантирует плавный переход от плоских листов к функциональным маркетинговым материалам.
Огромное количество доступных режущих инструментов ничего не значит, если ваши проектные файлы "говорят на неправильном языке".
Скрытая ловушка ЧПУ в штамповочных процессах
Большинство бренд-команд считают, что достаточно просто нарисовать черный контур в файле Illustrator, чтобы указать фабрике, где нужно резать. Они рассматривают структурный шаблон как стандартную визуальную графику, игнорируя то, как автоматизированное оборудование для обработки данных на самом деле интерпретируетданные¹.
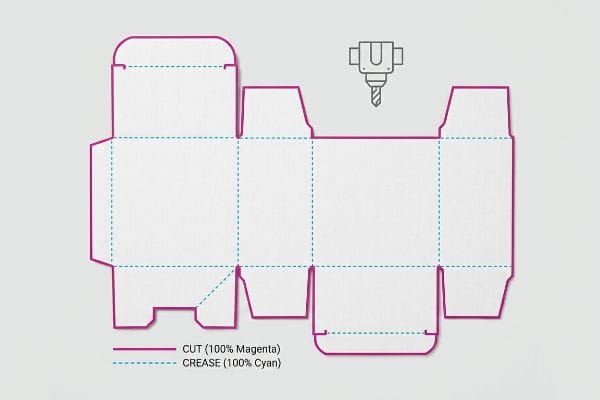
Я постоянно сталкиваюсь с этой ошибкой, когда начинающие дизайнеры предоставляют плоские шаблоны, используя стандартные чернила CMYK (голубой, пурпурный, желтый, черный) для каждого сгиба и разреза. Когда эти файлы попадают в программное обеспечение RIP, станок объединяет пути резки с изображением²,в результате чего оператор получает идеально напечатанную коробку с видимыми черными контурами, но без фактической резки. Я до сих пор помню ощущение пыли от вырубки в воздухе, когда наблюдал, как целая партия образцов сошла со стола ЧПУ (компьютерного числового управления) совершенно ровной, потому что программное обеспечение не могло различить тип лезвия от изображения.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Используйте черный цвет для всех линий | Присвойте 100% пурпурный цвет для стрижек3 | Предотвращает дорогостоящие задержки с перепечаткой |
| Сглаживание складок и разрезов | Для создания складок используйте 100% голубой цвет в качестве плашечного цвета4 | Гарантирует точные сгибы под углом 90 градусов |
| Игнорирование правил машинного программного обеспечения | Предполетная разметка с использованием структурных цветов5 | Экономит 20 минут на сборке |
Я каждый день перехватываю и преобразую эти стандартные черные штрихи в механические плашечные цвета. Тридцать секунд, потраченные на правильное сопоставление цифровых векторов, полностью исключают необходимость ручной доработки и обеспечивают абсолютную надежность вашего графика.
🛠️ Рабочий стол Харви: Не уверены, не перекроят ли слои вашего изображения случайно режущие лезвия? 👉 Пришлите мне файл с плоской высечкой ↗ — Прямой доступ к моему рабочему столу. Никакого автоматического спама с рекламой, обещаю.
Какие 4 типа смерти существуют?
В производстве структурные поломки — это не просто неудобство; они полностью уничтожают рентабельность инвестиций в кампанию. Мы классифицируем эти фатальные ошибки по различным типам отказов.
Четыре основных причины разрушения гофрированной упаковки связаны со структурными дефектами: деформация в местах прорезей, растрескивание литографии, смятие навесов поддонов и деформация от влаги. Эти фатальные дефекты возникают, когда проектировщики игнорируют физические параметры согнутого картона, что приводит к полному разрушению под динамической нагрузкой на торговом зале под тяжелыми товарами.

Из всех этих причин игнорирование толщины материала на этапе вырубки — самый быстрый способ сорвать проект.
Компенсация за калибр и крах Ассамблеи
Графические дизайнеры часто изображают соединительные выступы точно такой же ширины, как и соединительный паз, предполагая, что геометрия плоской бумаги применима к физическому миру. Они не учитывают фактическую физическую толщину гофрированного картона6 после его складывания под углом девяносто градусов.
Когда толстый картон сгибается, он физически расходует материал и требует более широкого приемного паза7 для размещения внешнего радиуса. Недавно я наблюдал, как расстроенный продавец в магазине пятнадцать минут изо всех сил пытался сдвинуть сложный верхний язычок, потому что паз матрицы был чуть-чуть слишком узким. Жесткое сопротивление первичного крафт-картона в конечном итоге привело к деформации всей панели, вынудив продавца использовать некрасивую прозрачную ленту, которая полностью испортила имидж премиального бренда.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Соотношение ширины пазов и выступов 1 к 1 | Добавьте припуск на изгиб к пазам штампа8 | Обеспечивает фиксацию без трения |
| Не принимая во внимание толщину рифления | Параметрическая компенсация для флейты B9 | Прекращает сгибание витрины |
| Опираясь на плоскую двумерную геометрию | Тестирование допусков в ArtiosCAD 3D10 | Избавляет от некрасивого использования скотча |
Я категорически отказываюсь использовать плоские шаблоны без математической корректировки пазов для приема материала в зависимости от толщины картона. Добавление этого крошечного припуска на изгиб в цифровой файл гарантирует, что сборка будет выполнена без каких-либо проблем и разрывов, что защитит репутацию вашего бренда.
🛠️ Стол Харви: Ваши конструктивные пазы математически отрегулированы таким образом, чтобы выдержать сгиб на 90 градусов без разрыва? 👉 Запросить проверку допусков конструкции ↗ — Скачайте безопасно. Мой почтовый ящик открыт, если у вас возникнут вопросы позже.
Каковы различные формы штампов?
Физическая форма лезвия, встроенного в деревянную инструментальную доску, коренным образом меняет то, как готовая упаковка взаимодействует с человеческими руками.
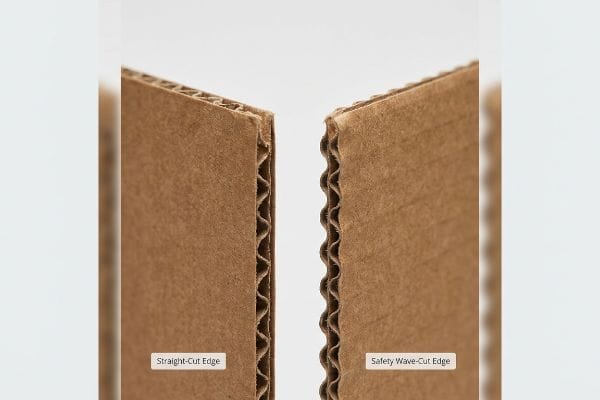
Существуют различные типы лезвий для штамповки, включая лезвия с прямыми режущими кромками, лезвия с волнообразными кромками и специальные защитные кромки. В то время как стандартные прямые лезвия эффективно разрезают толстый гофрированный материал, альтернативные волнообразные профили создают микроскопически зазубренную кромку, которая активно предотвращает серьезные порезы бумагой, когда работники розничной торговли собирают большие объемы плоских упаковок.
Знание того, какой профиль лезвия выбрать, гарантирует защиту конечных пользователей от болезненных скрытых опасностей.
Преимущества безопасности в условиях высокоскоростной розничной торговли
При заказе крупных партий продукции отделы закупок, как правило, по умолчанию выбирают самый дешевый стандартный штамп из стальной линейки. Они редко учитывают физиологическое воздействие, которое эти острые, только что вырезанные края картонаокажут на персонал, которому поручено собирать сотни единиц за смену.
Представьте себе ровный край бумаги как свежезаточенный поварской нож; он может выглядеть чистым, но при быстром движении он невероятно не прощает ошибок. Я усвоил этот урок рано, когда вся команда продавцов пожаловалась на то, что порезала пальцы, быстро складывая стандартные демонстрационные лотки. Острая боль от глубокого пореза бумагой замедляет конвейер примерно на двадцать процентов¹²,что побудило меня немедленно заменить оснастку на безопасный волнообразныйпрофиль¹³.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Стандартные прямые лезвия для штампов | Определение профилей безопасности волнового среза14 | Предотвращает серьезные порезы бумагой |
| Игнорирование эргономики сборки | Интеграция штампов со скругленными углами15 | Ускоряет распаковку |
| Погоня за самым дешевым оборудованием | Инвестиции в изготовление защитных штампов на заказ | Снижает количество жалоб со стороны розничных продавцов |
Я твердо убежден, что наказывать работников розничной торговли, которые физически создают ваш бренд, — это ужасный бизнес. Модернизация профиля штампа до безопасного лезвия добавляет незначительные затраты, но обеспечивает огромную лояльность и повышает эффективность работы в цехе.
🛠️ Задание от Харви: Проверяли ли вы, не травмируют ли ваши нынешние витрины продавцов, пытающихся их разместить? 👉 Получите оценку безопасности ↗ — Никаких бланков, которые приводят к бесконечным звонкам от продавцов. Только чистая выгода.
Какой тип штампа наиболее распространен?
Во всей отрасли переработки гофрокартона традиционный плоский стальной штамп остается основным методом штамповки больших объемов гофрокартонных листов.
Наиболее распространенный тип штампов — это плоские стальные штампы с линейным механизмом. Эта изготовленная на заказ деревянная доска содержит точно изогнутые металлические лезвия и линейки для биговки. Она с огромным давлением ударяет по гофрированным листам, обеспечивая быструю, повторяемую и экономически эффективную формовку для масштабных глобальных рекламных кампаний в розничной торговле.

Но знания теории недостаточно, когда запускаются станки и на деликатные напечатанные поверхности оказывается сильное давление.
Почему стандартные стальные штампы вызывают микротрение в больших масштабах
Клиенты часто полагают, что вдавливание стандартной стальной линейки в высококачественный гофрированный картон градусов. Они доверяют механике вырубного пресса, совершенно не подозревая о сильном физическом сопротивлении, которое оказывают первичные крафт-волокна металлической линейке для биговкидевяносто.
Это не просто теория — я вижу это на испытательном полигоне, когда металл под высоким давлением ударяет по подложке. На моем предприятиия регулярно наблюдаю, как стандартные стальные линейки деформируют внутренние канавки и сильно растрескивают верхний печатный лист, обнажая сырые коричневые волокна вдоль шарниров. Когда я измеряю сопротивление на 32 листах ECT (тест на сжатие кромки), я часто обнаруживаю прогиб в 0,11 дюйма (2,79 мм), который вызывает полное растрескивание литографии17 во время удара. Я снял показания микрометра и доказал, что мне не нужно менять бумагу премиум-класса; мне просто нужно было внедрить специальный канал для полимерной матрицы сгиба на режущей пластине18.Контролируя растяжение волокон с помощью этого канала-наковальни 2,4 мм, я полностью исключил растрескивание, обеспечив сокращение времени сборки упаковки на сорок секунд на единицу продукции и защитив визуальную ценность бренда.
| Распространённая ошибка новичков | Профессиональное решение | Преимущества для торговых площадей |
|---|---|---|
| Стандартная небуферизованная биговка | Использование женской матрицы для создания складок19 | Устраняет некрасивые трещины и складки |
| Избыточное давление в матрице | Настройка калибра штамповочного инструмента20 | Обеспечивает жесткость конструкции |
| Изменение качества бумаги | Установка полимерных наковальневых каналов21 | Значительно сокращает время сборки |
Я никогда не использую высококачественную печать дисплеев без тщательно подготовленной матрицы для создания складок на печатной платформе. Контроль физического натяжения волокон напрямую влияет на безупречное оформление витрин и избавляет от кошмара ручной утилизации поврежденных экземпляров.
🛠️ Совет от Харви: Не позволяйте двухмиллиметровому структурному дефекту испортить запуск продаж в 500 магазинах. 👉 Пришлите мне файл с чертежами ↗ — Я проверю расчеты, прежде чем вы потратите бюджет на массовое производство.
Заключение
Вы можете выбрать поставщика, который игнорирует толщину материала при изготовлении оснастки, но когда эти узкие пазы вызывают сильное коробление основания, что приводит к немедленному отказу со стороны розничных продавцов, это полностью уничтожит вашу прибыль. Более 500 бренд-менеджеров используют мой контрольный список для допечатной подготовки, чтобы избежать именно этих фатальных ошибок на ранних этапах. Перестаньте гадать о допусках на картон и позвольте мне лично проверить ваши файлы с помощью моей бесплатной проверки вырубки перед отправкой ↗, чтобы выявить скрытые точки физического трения еще до того, как металлические лезвия начнут опускаться.
«Искусственный интеллект в вырубных машинах: ожидаемые преобразования – SBL», https://sblmachinery.com/ai-in-die-cutting-machines-expected-transformations/. [Технические руководства для станков с ЧПУ будут подробно описывать преобразование векторных траекторий в машиночитаемый код для резки и биговки]. Роль доказательства: Техническая проверка; тип источника: Инженерное руководство. Подтверждает: Утверждение о том, что оборудование требует специфической интерпретации данных, выходящей за рамки визуального представления. Примечание об области применения: Ограничено автоматизированными упаковочными машинами. ↩
«Освоение векторной графики для трафаретной печати – YouTube», https://www.youtube.com/watch?v=IwH6MeS7YRs. [В технической документации к программному обеспечению RIP подробно описывается необходимость использования плашечных цветов или выделенных слоев, чтобы предотвратить отображение контуров резки в виде CMYK-краски]. Роль подтверждения: Техническая проверка; тип источника: Руководство по программному обеспечению. Подтверждает: Механические неисправности плоттеров с ЧПУ, когда контуры не изолированы от изображения. Примечание об области применения: Применимо к системам ЧПУ с управлением RIP]. ↩
«Настройка цвета для печати: 4-цветная печать, расширенный цветовой охват и плашечные цвета…», https://inovarpackaging.com/color-setup-for-print-4-color-process-extended-gamut-spot-colors-explained/. [Авторитетное руководство по допечатной подготовке или печати подтверждает использование 100% пурпурных плашечных цветов для обозначения линий резки в шаблонах для высечки]. Роль подтверждения: техническая спецификация; тип источника: отраслевой справочник. Подтверждает: правильное назначение цвета для резки. Примечание об области применения: специфично для определенных стандартов программного обеспечения/рабочего процесса. ↩
«Понимание плашечных цветов и триадных цветов — полное руководство», https://www.ukpackpackaging.com/company-news/understanding-spot-colors-a-complete-guide/. [Технические рекомендации по дизайну упаковки устанавливают 100% голубой цвет в качестве общепринятого стандарта для обозначения линий сгиба или заломов]. Роль подтверждения: техническая спецификация; тип источника: руководство по дизайну. Подтверждает: правильное присвоение цвета линиям сгиба. Примечание об области применения: специфично для определенных стандартов программного обеспечения/рабочего процесса. ↩
«Допечатная подготовка 101: плашечные цвета и способы их использования», https://www.americancarton.com/prepress-101-spot-colors-and-how-they-can-be-used. [Документация к программному обеспечению для предпечатной проверки объясняет, как использование специальных структурных плашечных цветов предотвращает ошибки при передаче на высекальное оборудование]. Роль доказательства: валидация процесса; тип источника: документация к программному обеспечению. Подтверждает: эффективность структурной предпечатной проверки. Примечание об объеме: зависит от конкретного используемого программного обеспечения для предпечатной проверки. ↩
«Как толщина картона влияет на характеристики и стоимость складных картонных коробок», https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Техническое руководство по упаковке или отраслевой стандарт для гофрированных материалов определяют толщину материала и ее влияние на геометрию сгиба]. Роль подтверждения: техническая спецификация; тип источника: отраслевое руководство. Подтверждает: требование к припуску на сгиб в конструктивном проектировании. Примечание об области применения: относится конкретно к гофрированному картону. ↩
«[PDF] СКЛАДЫВАНИЕ И СГИБАНИЕ – BioResources», https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Стандарты проектирования упаковки объясняют, как толщина материала влияет на радиус изгиба, что требует увеличения размеров паза для предотвращения заедания во время сборки]. Роль доказательства: техническая проверка; тип источника: инженерное руководство. Подтверждает: необходимость компенсации толщины при проектировании паза. Примечание об области применения: специфично для толщины гофрированного картона. ↩
"Конструкции из картона: расчет припуска на изгиб 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. [В инженерных руководствах по проектированию упаковки объясняется, как припуск на изгиб учитывает деформацию материала для обеспечения точной подгонки]. Роль доказательства: техническая спецификация; тип источника: инженерное руководство. Подтверждает: необходимость припуска на изгиб для механизмов фиксации. Примечание об области применения: относится конкретно к складным гофрированным материалам. ↩
«Аналитическое определение жесткости на изгиб пятислойного материала…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Технические стандарты для гофрированных материалов подробно описывают, как учет удельной толщины гофрированного картона типа B предотвращает деформацию конструкции]. Роль доказательства: свойство материала; тип источника: производственный стандарт. Подтверждает: предотвращение деформации дисплея с помощью параметрического проектирования. Примечание об области применения: ограничено гофрированным картоном типа B. ↩
«Программное обеспечение для проектирования упаковки (структура) – форумы Core77», https://boards.core77.com/t/package-design-software-structure/17140. [В документации к программному обеспечению ArtiosCAD подробно описано, как 3D-моделирование выявляет проблемы с пересечениями и допусками для оптимизации сборки конструкции]. Роль подтверждения: возможности программного обеспечения; тип источника: техническая документация. Поддерживает: удаление вторичных клеевых составов посредством виртуального тестирования. Примечание об области применения: специфично для программного обеспечения Esko ArtiosCAD. ↩
«[PDF] Обработка и хранение материалов – OSHA», https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf. [Авторитетный источник по охране труда и технике безопасности или по упаковочной технике должен документировать случаи порезов, связанных со стандартными прямыми срезами картона в сборочных цехах]. Роль доказательства: фактическая проверка; тип источника: отчет по охране труда. Подтверждает: утверждение о том, что стандартные штампы создают опасные края для рабочих. Примечание к области применения: фокусируется на крупносерийной ручной сборке. ↩
«Потери производительности труда из-за несмертельных травм в США – PubMed», https://pubmed.ncbi.nlm.nih.gov/40812486/. [Исследование по промышленной эргономике или отчет о безопасности труда, количественно оценивающий влияние незначительных повторяющихся порезов на эффективность и производительность труда работников. Роль доказательства: количественная проверка; тип источника: академическое исследование. Подтверждает: конкретный показатель потерь производительности труда. Примечание: проценты могут варьироваться в зависимости от скорости и объема сборки.] ↩
«[PDF] Выбор правильного правила для разных подложек», https://steelrule.com/wp-content/uploads/2022/02/Selecting-the-Correct-Rule-for-Different-Substrates.pdf. [Техническая документация от производителя штампов, подробно описывающая, как волнообразный профиль выреза создает нелинейную кромку для снижения риска глубоких порезов бумаги. Роль доказательства: техническая спецификация; тип источника: отраслевое руководство. Подтверждает: физический механизм защитной кромки. Примечание об области применения: относится конкретно к картону и гофрированным материалам.] ↩
«Продукция: Линейка для резки – Волнообразная – National Steel Rule является лидером в…», https://steelrule.com/product-cutting-rule-wave/. В руководстве по технике безопасности для штамповочных инструментов объясняется, как волнообразные кромки распределяют давление, предотвращая глубокие порезы кожи по сравнению с прямыми лезвиями. Роль доказательства: техническая проверка; тип источника: руководство по технике безопасности при производстве. Подтверждает: снижение количества серьезных порезов бумагой. Примечание по области применения: Применимо к картону и плотной бумаге. ↩
«Коробки с закругленными углами: «коробка для розничной доставки» – Trend Hunter», https://www.trendhunter.com/trends/retail-shipping-box. Исследования в области эргономики показывают, что закругленные края уменьшают трение и зацепление при ручной сборке, тем самым увеличивая производительность. Роль доказательства: проверка эффективности; тип источника: эргономическое исследование. Поддержка: повышение скорости распаковки. Примечание к области исследования: фокусируется на обработке больших объемов товаров в розничной торговле. ↩
«Влияние аналоговых и цифровых линий сгиба на механические свойства… – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Технический источник по материаловедению или упаковочной инженерии объяснил бы, как структурная целостность и эластичность первичных крафт-волокон создают физическое сопротивление при сжатии металлической линейкой для сгиба]. Роль доказательства: техническое объяснение; тип источника: инженерное руководство. Подтверждает: утверждение о том, что сопротивление материала препятствует безупречному складыванию. Примечание к области применения: относится к высокопрочным первичным крафт-волокнам. ↩
«Объяснение рейтингов ECT: что они означают для вашей гофрированной упаковки…», https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopJlHucFxRm06i6QsGRVLNQzN5iDFlXxKNDnXXPr_9iEWzrWyk-. [Технические спецификации для 32-градусных печатных плат ECT устанавливают физические пороговые значения, при которых деформация подложки приводит к разрушению поверхности или литографическому растрескиванию.] Роль доказательства: техническая проверка; тип источника: статья по материаловедению. Подтверждает: порог разрушения материала. Примечание об области применения: относится конкретно к 32-градусным печатным платам ECT. ↩
«Как предотвратить растрескивание бумаги по линиям сгиба во время вырубки», https://www.kamura-steelrule.com/en/application-detail/die-cut-scoring-issues/. [В отраслевых руководствах по вырубной оснастке описывается, как каналы полимерной матрицы регулируют растяжение волокон для предотвращения растрескивания поверхности по сравнению со стандартными стальными линейками.] Роль доказательства: технический механизм; тип источника: руководство по производству. Подтверждает: эффективность каналов матрицы в снижении растрескивания. Примечание об области применения: применимо к штамповке под высоким давлением. ↩
«Матрица для сгибания гофрированного картона – Cito-System», https://www.cito.de/en/SA/cito/products-corrugated-board/creasing-matrix-corrugated-board/. Отраслевые стандарты для гофрированной упаковки демонстрируют, как матричные матрицы для сгибания предотвращают растрескивание поверхности, обеспечивая точную точку противодавления. Роль подтверждения: техническая проверка; тип источника: руководство по производству. Подтверждает: влияние матриц для сгибания на качество сгибания. Примечание об области применения: относится конкретно к гофрированному картону. ↩
«Распространенные проблемы смятия картонных коробок – Packmage», https://www.packmage.com/about/article/320-B_The_commonly_carton_box_creasing_issues. Технические руководства по вырубному оборудованию объясняют, как регулировка диаметра ударного механизма предотвращает деформацию материала и поддерживает структурную целостность. Роль доказательства: техническая проверка; тип источника: руководство по эксплуатации оборудования. Подтверждает: влияние регулировки диаметра на жесткость. Примечание к области применения: относится к плоскостным стальным вырубным штампам. ↩
«Руководство по часто задаваемым вопросам о машинах для высечки картона – AOPACK», https://www.aopackmachine.com/cardboard-die-cutting-machine-faq-guide/. Данные материаловедения показывают, что полимерные каналы наковальни снижают трение и повышают точность резки по сравнению с традиционной сталью, что ускоряет ручную сборку. Роль доказательства: техническая проверка; тип источника: промышленное исследование. Подтверждает: преимущество полимерных наковален в скорости сборки. Примечание по области применения: повышение эффективности зависит от сорта бумаги. ↩



