Затупившийся штамп для резки портит весь производственный цикл. Если края ваших витрин выглядят как погрызенный картон, вы теряете продажи еще до того, как откроете коробку.
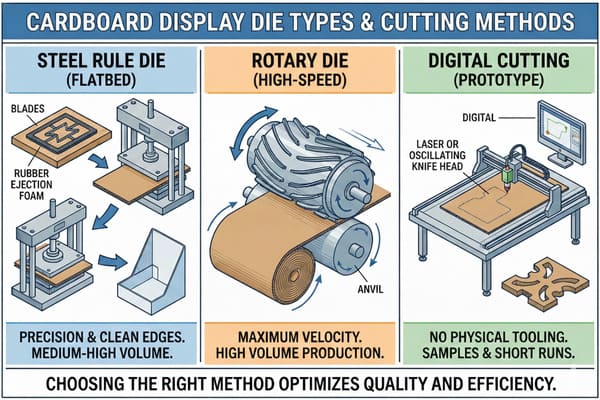
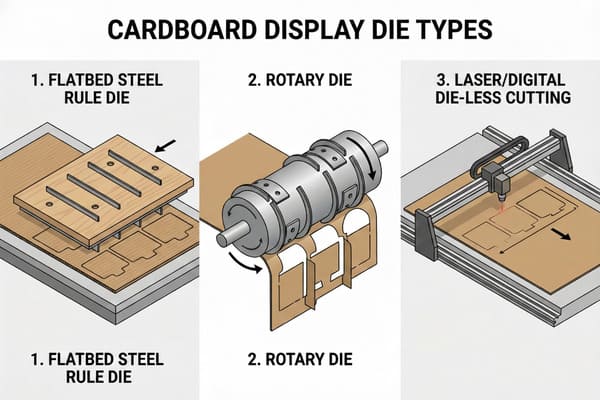
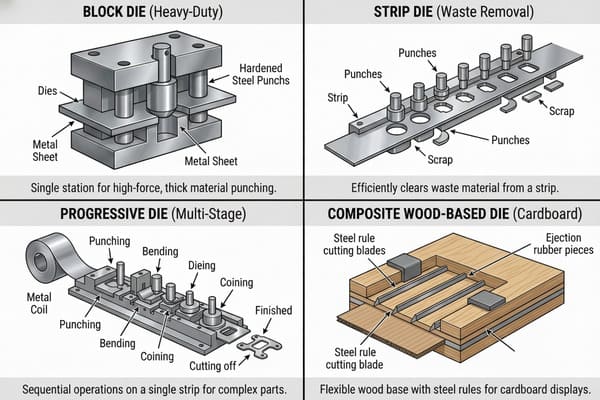
К основным типам штампов для производства картона относятся плоскорезные штампы, высокоскоростные ротационные штампы и цифровые лазерные штампы. Выбор конкретного формата штампа напрямую определяет физическую точность, скорость производства и качество кромок готового гофрированного картона для розничной торговли в соответствии с мировыми стандартами промышленного оборудования.
Красивое оформление ничего не значит, если дешевый штамп раздавит ваш гофрированный картон. Вот суровая заводская реальность того, как мы режем бумагу, чтобы ваши витрины выдержали испытание временем в Walmart.
Сколько существует типов штампов?
По сути, при резке картона у вас есть три основных варианта. Если выбрать неправильный, время сборки удвоится, потому что сгибы не совпадут.
В производстве картона используются три основных типа штампов: плоскопечатные, ротационные и цифровые плоттерные. Стандартный плоскопечатный штамп работает с шириной от 50 до 60 дюймов (127–152 см), обеспечивая оптимальную точность для сложных структурных складок, выполняемых в пределах возможностей стандартного промышленного заводского оборудования.
Механика плоскостной и роторной резки
Я усвоил это на собственном горьком опыте. В прошлом году клиент из Нью-Йорка настоял на использовании высокоскоростного ротационного штампа для сложной конструкции витрины для косметики. Они думали, что смогут сэкономить 0,50 доллара за единицу при тираже в 10 000 штук. Это обернулось полным провалом. Ротационные лезвия, которые изгибаются вокруг стального цилиндра, растянули картон E-flute настолько, что сместили соединительные выступы на 1/16 дюйма (1,5 мм). Сотрудники магазина не смогли их собрать. Мне пришлось выбросить всю партию.
Вот почему я невероятно строг в отношении оснастки. Для сложных рекламных конструкций в местах продаж мы используем только плоскопечатные штампы¹ . Плоскопечатный штамп использует стальные линейки, вбитые в плоскую березовую доску. Он прижимает с огромным давлением — часто превышающим 200 тонн — обеспечивая идеально ровную линию сгиба. Плоскопечатный штамп работает медленнее, его максимальная производительность составляет около 3000 листов в час, но он гарантирует, что линии сгиба не будут смещаться.
Ротационные штампы предназначены для простых, объемных транспортных коробок, а не для витрин магазинов. При отправке товаров в Walmart в Техасе или Target в Огайо персоналу магазина необходима сборка без лишних хлопот. Если вырубка выполнена аккуратно, выступы соединяются, как детали конструктора Lego. Мы используем стандартные размеры поддонов GMA 48×40 дюймов (121×101 см), а точность плоскостного штампа гарантирует, что основная коробка не будет выступать за края даже на долю дюйма. Мы также строго контролируем направление волокон гофрированного картона 32ECT 2 во время процесса плоскостной резки, выравнивая гофры вертикально, чтобы максимизировать прочность при испытании на сжатие коробки (BCT).
| Особенность | Плоский штамп | Ротационная матрица | Цифровой плоттер |
|---|---|---|---|
| Лучше всего использовать для | Сложные торговые витрины, четкие складки 3 | Простые коробки для быстрой доставки | Прототипирование, единичные образцы белого цвета |
| Скорость | Средняя производительность (до 3000 листов/час) | Высокая производительность (до 12 000 листов/час) | Чрезвычайно медленно |
| Допуск | Очень высокая (без растяжения) | Нижний (картон растягивается на цилиндре) | Идеально ( с лазерным наведением 4 ) |
| Стоимость оснастки | Умеренный | Очень дорого | Бесплатно (физическая игральная кость не требуется) |
Я всегда говорю своим клиентам, что, потратив немного больше на новую оснастку для плоскопечатных станков, можно сэкономить тысячи долларов на возврате платежей розничным продавцам. Я могу показать вам видео, как наш станок Kongsberg вырезает первый белый образец, чтобы вы могли проверить точное натяжение выступа перед тем, как мы начнем печатать заготовки для серийного производства.
Какие 4 типа смерти существуют?
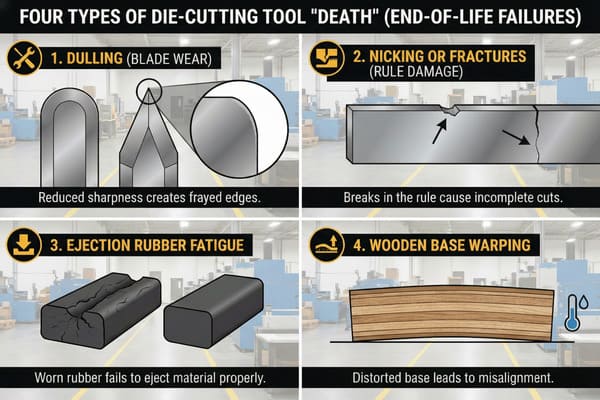
Когда штамп для резки выходит из строя прямо в цеху, производство останавливается. Вот четыре причины физического разрушения пресс-формы для ножей во время массового производства.
К 4 типам поломок режущего штампа относятся деформация древесины, затупление лезвия, отказ резинового выталкивателя и изгиб линейки. Эти специфические механические поломки обычно происходят после 100 000–500 000 оттисков (254 000–1 270 000 циклов) в зависимости от средней усталости стали в промышленности и воздействия влаги окружающей среды.
Как распознать усталость инструмента до того, как она испортит ваш дисплей
Покупатели часто просят повторно использовать старые штампы, чтобы сэкономить на повторном заказе. Они считают, что сталь вечна. Я ненавижу эти споры, но я отказываюсь использовать устаревшие инструменты. Прошлым летом мы попытались повторно использовать деревянную штамповочную доску, которая пролежала на нашем складе весь влажный сезон дождей. Дерево деформировалось. Когда пресс Heidelberg ударил по ней, лезвия не проникали в канавку из стали 44ECT B равномерно. У половины партии края были ворсистыми, как будто их погрызли крысы. Это сводило меня с ума.
Давайте разберем, как именно происходит поломка штампа на полу.
Первая причина — деформация древесины. Основа из березовой фанеры впитывает влагу. Расширение на 0,5 дюйма (1,27 см) приводит к полному смещению линии вырубки.
Вторая причина — затупление лезвия ( пункт 5) . Стальные лезвия линеек теряют свою микроскопическую остроту после разрезания километров переработанной крафт-бумаги. Затупившиеся лезвия приводят к разрыву бумажных волокон по линиям сгиба.
Третий недостаток – это сбой в выталкивании резины ( пункт 6) . Приклеенные к лезвиям блоки из пенорезины выталкивают картонные отходы. Когда эта пена разрушается и теряет свою упругость, отходы застревают. Этот сбой в выталкивании создает массовую заторную зону на сборочной линии.
Четвертый фактор — изгибание линейки. Если оператор станка устанавливает слишком высокое давление, чтобы компенсировать затупившееся лезвие, стальная линейка изгибается вбок. Вместо чистого среза получается смятый, волнистый край, который портит матовое покрытие, предотвращающее появление царапин.
При поставках в крупные розничные сети США недопустимы заусенцы на кромках. Именно поэтому я использую протокол изготовления новой оснастки. Если вы не заказываете огромные объемы каждый месяц, я изготавливаю совершенно новую матрицу для каждой партии.
| Тип отказа | Физическая причина | Результат на картонном дисплее |
|---|---|---|
| Деформация древесины | Влажность на складе7 | Смещение регистрационных номеров, крепления не подходят |
| Затупление лезвия | Усталость стали8 | Разрывающиеся линии сгиба, шероховатые края |
| Повреждение резины | Разложение пены | Отходы картона, застрявшие внутри порезов |
| Нарушение правил | избыточное давление оператора | Смятые флейты, волнистая эстетика |
Вам ведь не хочется, чтобы бракованный клинок испортил всю партию продукции стоимостью в десять тысяч долларов. Я беру на себя расходы по изготовлению новых форм для ножей для большинства повторных заказов, потому что защита имиджа вашего бренда в розничной торговле гораздо важнее, чем экономия нескольких долларов на фанере.
Каковы различные формы штампов?
Помимо листового и ротационного картона, физическая форма самого стального лезвия меняется в зависимости от того, для чего нам нужен картон.
К различным типам вырубных ножей относятся линейки для резки, линейки для биговки, линейки для перфорации и линейки для надреза. Стандартная толщина линейки для резки обычно составляет от 2 до 3 точек (от 0,71 до 1,05 мм), она специально разработана для разрезания или сгибания гофрированного картона без разрыва напечатанного изображения.
Анатомия стальных лезвий линейки
Кубик — это не просто один сплошной острый нож. Это сочетание различных физических форм, действующих вместе. Если использовать лезвие неправильной формы на толстом куске двухслойного картона EB-flute, то витрина сломается пополам, когда продавец попытается её собрать.
У меня возникла проблема с тяжелой паллетной витриной, которую везли в Costco в Калифорнии. Первоначальный дизайнер клиента использовал стандартные правила раскроя для несущего сгиба. Когда во время испытаний на прочность мы положили на нее 226 кг корма для животных, вся конструкция рухнула. Почему? Острое лезвие слишком глубоко прорезало первичную крафт-бумагу, снизив ее прочность на разрыв.
Поэтому мы заменили его на линейку для биговки №9 . Линейка для биговки — это закругленный, тупой кусок стали. Она вообще не режет. Она сжимает гофрированные гофры, создавая идеальный шарнир для складывания, не повреждая бумажные волокна.
Затем следует правило перфорации. Это крайне важно для отрывных упаковочных коробок. Нам необходимо точно рассчитать коэффициент надреза 0,12 дюйма (3 мм), за которым следует проволочная стяжка толщиной 0,04 дюйма (1 мм). Если стяжка слишком прочная, сотрудник Walmart использует канцелярский нож и надрезает ваш товар внутри. Если она слишком слабая, коробка откроется в грузовике FedEx. Смешивание этих различных видов стали на одном плоском листе — это именно то, как мы управляем физикой упаковки.
| Форма лезвия | Физический профиль | Заводское применение |
|---|---|---|
| Правило резки | Острый, зазубренный или прямой | Полностью отрезав картонный контур11 |
| Правило биговки | Тупой, закругленный край | Создание шарниров, складывающихся на 90 градусов |
| Перфорационная линейка | Чередование зубов и промежутков между ними | Отрывная упаковка, готовая к розничной продаже (RRP)12 |
| Правила подсчета очков | Пологий острый край | Обрезка только верхнего слоя картона |
Точное соотношение сгибов и надрезов — залог того, что ваши дисплеи не растрескаются под давлением. Запросите у меня видео наших испытаний на падение. Вы увидите, как правильно выверенные линии сгиба обеспечивают целостность основной коробки на всем пути от моего завода до вашего склада.
Какой тип штампа наиболее распространен?
Если вы заказываете изготовление торговых витрин на заказ, то на заводе доминирует один из методов оснастки.
Наиболее распространенным типом штампа является плоский стальной штамп. Этот конкретный инструмент работает при стандартном давлении от 100 до 300 тонн (от 90 до 272 метрических тонн), что делает его мировым производственным стандартом для изготовления нестандартной гофрированной упаковки с точными взаимозацепляющимися физическими структурами.

Почему платформы Steel Rule занимают лидирующие позиции в сфере изготовления торговых витрин на заказ?
Зайдите на любой крупный упаковочный завод в Шэньчжэне или Чикаго, и вы увидите стеллажи за стеллажами со стальными печатными формами . Это абсолютная рабочая лошадка отрасли.
Клиенты ненавидят это слышать, но цифровые раскройные столы практически бесполезны для массового производства. Они отлично подходят для раскроя одного белого образца за 24 часа, чтобы вы могли проверить посадку изделия. Но если вам нужно доставить 5000 напольных подставок в Сиэтл до «Черной пятницы», то цифровой нож, перемещающийся на роботизированной руке, будет слишком медленным.
Плоский стальной штамп — самый распространенный инструмент, поскольку это единственный, который сочетает в себе скорость и чрезвычайную конструктивную сложность. Когда мы проектируем бумажный замок в стиле оригами, чтобы заменить некрасивые пластиковые скрепки, допуски на складывание невероятно жесткие. Нам необходимо, чтобы все разрезы, сгибы и перфорации выполнялись одним мощным 200-тонным пуансоном.
мы используем березовую фанеру, вырезанную лазером ( 14) . Лазер прожигает паз, а затем мы вбиваем стальную линейку в дерево. Это гарантирует, что размеры никогда не изменятся. Если бункер для мусора спроектирован точно по 34,5 дюйма (87,6 см) в ширину, чтобы в него без заклинивания входила стандартная американская торцевая крышка, то плоскостной штамп гарантирует, что размеры блока № 1 и блока № 5000 будут идентичны до миллиметра. Никакие программные ошибки не могут изменить физические параметры стали после того, как она вбита.
| Метрическая система | Плоская стальная линейка | Цифровой плоттер (Конгсберг/Зунд) |
|---|---|---|
| Скорость производства15 | ~3000 единиц/час | ~10 единиц/час |
| Сложность и емкость | Чрезвычайно высокий уровень (все отключения происходят мгновенно) | Высокий (но с последовательным отключением) |
| Время настройки16 | На изготовление платы потребуется 2-3 дня | 5 минут (загрузка файла) |
| Себестоимость единицы продукции в масштабе производства | Очень низкий | Очень высокий |
Станок для раскроя стали позволяет нам производить продукцию в больших объемах, не теряя при этом высокого качества и индивидуального подхода. Мы всегда сначала моделируем ваш первоначальный проект на нашем цифровом стенде, чтобы вы могли физически протестировать конструкцию. После утверждения мы изготавливаем стальную матрицу, чтобы зафиксировать точную геометрию для массового производства.
Заключение
Более эффективное исполнение розничных заказов начинается с правильного оборудования. Хотите увидеть, как ваш дизайн складывается на практике? Получите мгновенный расчет стоимости или запросите у моей команды физический образец
Узнайте, почему плоскопечатные штампы предпочтительны для сложных POS-дисплеев и как они обеспечивают точную и беспроблемную сборку розничной упаковки. ↩
Узнайте о важности гофрированного картона 32ECT и о том, как направление волокон и прочность материала влияют на долговечность и эксплуатационные характеристики упаковочных коробок. ↩
Узнайте, как создавать профессиональные, четкие сгибы в ваших упаковочных проектах для более аккуратного и качественного внешнего вида. ↩
Узнайте, как системы с лазерным наведением повышают точность цифровых плоттеров, позволяя создавать безупречные прототипы и образцы. ↩
Понимание процесса затупления лезвий помогает поддерживать высокое качество резки и избегать дорогостоящих производственных ошибок, гарантируя, что ваша упаковка всегда будет выглядеть профессионально. ↩
Изучение причин сбоев в системе выброса резины поможет предотвратить заторы и простои на сборочной линии, повысив эффективность и качество продукции. ↩
Узнайте, как контроль влажности на складе может предотвратить деформацию древесины, обеспечить лучшее качество изготовления картонных витрин и сократить количество дорогостоящих производственных ошибок. ↩
Понимание усталости стали помогает поддерживать остроту лезвий, что приводит к более чистым разрезам и увеличению срока службы оборудования для производства картонных выставочных стендов. ↩
Узнайте, как разметочная линейка сохраняет прочность материала и создает идеальные шарниры для складывания, что крайне важно для долговечной и функциональной упаковки. ↩
Понимание коэффициента надрезания имеет ключевое значение для проектирования коробок с отрывными отверстиями, которые легко открываются, не повреждая продукт, обеспечивая тем самым безопасность и удобство. ↩
Узнайте, как полное удаление картонного контура влияет на точность и эффективность упаковки, что имеет решающее значение для качественной презентации и защиты продукции. ↩
Узнайте о преимуществах отрывной упаковки RRP для розничных продавцов, включая упрощение размещения товаров на полках и улучшение потребительского опыта, что делает ее ценным инновационным решением в области упаковки. ↩
Узнайте, как плоскостные стальные штампы позволяют быстро, точно и стабильно производить продукцию массового производства на заказ для торговых помещений, что делает их незаменимыми в отрасли. ↩
Узнайте, почему лазерная резка березовой фанеры имеет решающее значение для точного крепления стальных лезвий, обеспечивая идеальное воспроизведение каждого разреза и сгиба при крупносерийном производстве. ↩
Понимание скорости производства поможет вам выбрать оптимальный метод резки, соответствующий срокам и требованиям эффективности вашего проекта. ↩
Изучение времени, затрачиваемого на настройку оборудования, поможет оптимизировать рабочий процесс и сократить задержки при запуске новых производственных циклов. ↩