
Для привлечения внимания покупателей недостаточно простого картона. В ответственных проектах по запуску розничных магазинов требуются специально разработанные настольные витрины , сочетающие визуальное отвлечение внимания с экстремальными физическими характеристиками.
В число дополнительных опций для настольных рекламных стендов (POP) входят интерактивные структурные элементы, высококачественная ламинированная поверхность с мягким покрытием и модульные разделители для товарных позиций (SKU). Эти инженерные решения позволяют максимально увеличить видимость продукции, обеспечить строгое соответствие фирменным стандартам и гарантировать оптимальную физическую устойчивость на стандартных торговых площадках по всему миру.

Теория отлично подходит для презентаций. Но когда вы переходите от цифровой визуализации к высокоскоростной производственной линии, эти индивидуальные эстетические решения должны выдержать суровые конструктивные реалии.
Сколько стоят POS-дисплеи?
Составление бюджета на оформление торговых площадей — это первая трудность, с которой сталкиваются владельцы брендов.
Стоимость рекламных стендов полностью зависит от сложности конструкции, качества материалов и объёма производства. Простые гофрированные подносы часто требуют небольших первоначальных инвестиций, в то время как премиальные жесткие литографически ламинированные стенды требуют больших затрат, но эффективно предотвращают повреждения при транспортировке и дорогостоящие возвраты средств розничным продавцам.

Но знания теории недостаточно, когда таблицы закупок попадают в производственный цех.
Почему одержимость стоимостью сырья приводит к катастрофическим сбоям в грузоперевозках?
Закупочные команды часто используют четыре основных принципа упаковки¹, чтобы сэкономить на начальном этапе. Даже опытные дизайнеры часто упускают из виду этот «слепой пятен», полагая, что более дешевый базовый материал ведет себя точно так же, как и его премиальный аналог при стандартном освещении в розничной торговле.
Это не просто теория — я постоянно сталкиваюсь с этим на испытательном полигоне. Недавно клиент потребовал значительного снижения стоимости изготовленной на заказ столешницы, настаивая на замене первичного крафт-картона 32 ECT (Edge Crush Test)142,5 фунта (64,6 кг), и я наблюдал, как нижний ярус мгновенно прогнулся. Искусственно уменьшив количество материала, вся конструкция потеряла свою способность к динамическому перемещению под нагрузкой. Я снял показания микрометра, отказался от дешевого картона и перепроектировал основание, используя легкую архитектуру E-flute3 с параметрическими линиями высечки. Это восстановило геометрическую поддержку углов без увеличения стоимости сырья, гарантируя, что физическая концепция сохранится на протяжении всей цепочки поставок.
| Ловушка оптимизации затрат | Физические последствия | Финансовая рентабельность инвестиций в B2B |
|---|---|---|
| Плата тестового лайнера пониженной версии | Основание с загнутыми краями выдерживает нагрузку до 142,5 фунтов (64,6 кг)4 | Предотвращает полные потери товарных запасов |
| Усовершенствованная архитектура E-флейты5 | Восстановлено сжатие углов на 360 градусов | Исключает дорогостоящие возвраты платежей со стороны розничных продавцов |
| Параметрическое выравнивание штамповочной линии6 | Отсутствие разрывов материала во время сборки | Снижает плату за ручной труд |
Я отказываюсь позволять отделам закупок подрывать структурную целостность только ради достижения произвольной цены за единицу товара. Создание надлежащего основания спасает от невидимой катастрофы в виде уничтоженных запасов и разгневанных управляющих магазинами.
🛠️ Вопрос от Харви: Знаете ли вы точный пороговый уровень прочности на сжатие (BCT) для вашего текущего мерчендайзера, прежде чем начнут деформироваться гофрированные элементы? 👉 Запросите аудит спецификации материалов (BOM) ↗ — Я лично проверяю каждый структурный файл в течение 24 часов.
Какие существуют типы рекламных стендов?
Правильный выбор формата размещения товаров определяет ваше пространственное взаимодействие в магазине.
Различные типы POS-дисплеев включают напольные стеллажи, паллетные стеллажи, бункеры с гравитационной подачей и настольные лотки PDQ (Pre-packed Display Quantities — предварительно упакованные товары). Эти разнообразные конструкции привлекают внимание покупателей в различных зонах взаимодействия с розничной торговлей, стимулируя импульсивные покупки и одновременно удовлетворяя специфические пространственные ограничения, продиктованные управляющими крупных магазинов.

Но классификация этих дисплеев в каталоге ничего не значит, если законы физики не работают в реальном мире.
Катастрофическая реальность столешниц с непропорционально большой высотой
Креативные агентства любят проектировать высокие, сложные настольные конструкции, максимально увеличивающие вертикальное пространство для размещения брендовой продукции. Они часто рассматривают POS-подносы точно так же, как миниатюрные напольные витрины, полагая, что высокая заголовочная карточка сама собой уравновесится. Это создает серьезный миф о центре тяжести7, игнорируя физическую реальность трения и агрессивные привычки продавцов в розничной торговле по пополнению запасов.
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне, когда поступают амбициозные прототипы. Недавно я оценивал потрясающий настольный дисплей, созданный с помощью 3D-визуализации, который был невероятно высоким, чтобы привлечь внимание. Во время имитации теста на наклон в 15 градусов на моем лабораторном столе устройство мгновенно наклонилось вперед, уронив продукт. Агентство проигнорировало строгое правило соотношения глубины и высоты 2:3⁹ . Из-за слишком малой площади основания, тяжелая нагрузка от продукта вызвала значительное смещение оси вращения. Я почувствовал, как жесткое сопротивление гофрированной задней панели сломалось, когда распределение веса нарушилось. Я упростил конструкцию, математически снизил центр тяжести и разработал удлиненную заднюю часть мольберта со скрытым фальшдном. Это надежно закрепило устройство, обеспечив идеальное геометрическое соотношение 2:3 и сделав его практически неуязвимым даже при сильных вибрациях в проходах.
| Риск, связанный с непропорционально большой верхней частью конструкции | Результаты инженерной физики | ROI в точках продаж |
|---|---|---|
| Узкая площадь основания | Мгновенный наклон при повороте на 15 градусов10 | Предотвращает дорогостоящее отбраковывание дисплея |
| Удлинённая гофрированная задняя панель мольберта | Закреплено с соотношением глубины к высоте 2:311 | Гарантирует безопасное размещение товара на кассе |
| Скрытое двойное дно | Центр масс сместился вниз12 | Максимальная видимость импульсивных покупок |
В проектировании торговых помещений я в первую очередь руководствуюсь принципами гравитации, а эстетика – уже во вторую очередь. Установка массивного потолка на крошечном основании – это риск, но правильное геометрическое крепление надежно удерживает ваш бренд на прилавке.
🛠️ За столом Харви: Вы проверили точное соотношение глубины и высоты вашего текущего кассового стенда, чтобы предотвратить случайные опрокидывания? 👉 Закажите индивидуальное моделирование 3D-напряжений конструкции ↗ — 100% конфиденциально. Ваши еще не выпущенные проекты для розничной торговли в безопасности со мной.
Как сделать POS-дисплей?
Для воплощения концепции бренда в физические картонные фигуры требуется безупречное техническое исполнение.
Изготовление POS-дисплея требует специализированного проектирования с использованием САПР (систем автоматизированного проектирования), точной допечатной калибровки цвета и автоматизированной высечки на станках с ЧПУ (числовым программным управлением). Этот высокотехнологичный производственный процесс превращает плоский гофрированный картон в несущие трехмерные конструкции для розничной торговли, способные выдерживать сильные вибрации при морских перевозках и суровые условия складских помещений по всему миру.
Однако разрыв между цифровым чертежом и полностью собранным дисплеем представляет собой минное поле механических поломок.
Почему плоские контуры в Illustrator разрушают конвейерные линии
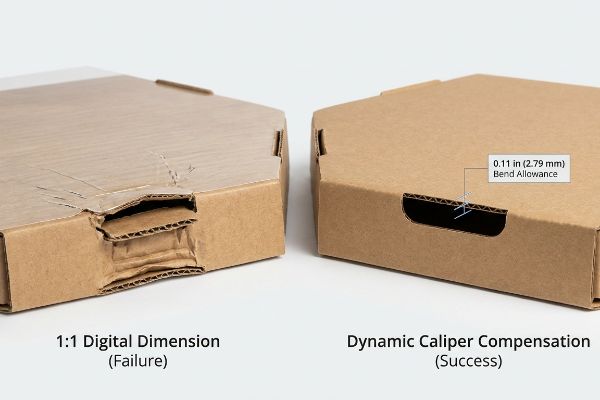
Графические дизайнеры часто создают в программах для цифрового рисования соединительные выступы и пазы для сгибов точно такой же ширины, как и сопрягаемая панель. Они предполагают, что идеально нарисованная на экране линия автоматически изгибается на 90 градусов без сопротивления материала. Они не рассчитывают физическую толщину сложенного гофрированного картона13, полагая, что теоретическая геометрия мгновенно приводит к сборке без трения.
Это не просто теория — я убедился в этом на собственном горьком опыте в лаборатории. В 2021 году я попросил своего ведущего инженера по упаковке, Марка, запустить ранний прототип, полностью основанный на цифровом файле клиента. Я предположил, что смогу сэкономить время, отказавшись от наших обычных автоматизированных алгоритмов расчета припуска на изгиб для простого лотка с гофрированными листами. Я глубоко ошибался. Когда я попытался согнуть панель толщиной 0,11 дюйма (2,79 мм)14, принимающий паз оказался слишком узким. Я услышал отвратительный хруст деформирующихся гофр, когда литографически ламинированный верхний лист с силой разорвался под натяжением. Физическая бумага занимала пространство при изгибе15, создавая огромное смещение выравнивания. Я немедленно остановил раскройный стол, запустил терминал САПР и математически ввел кривую динамической компенсации калибра в механический файл. Расширив прорезь до точного соответствия внешнему радиусу сгиба, я устранил трение, что значительно сократило время сборки при совместной упаковке на 35 секунд на единицу продукции и позволило клиенту избежать огромных затрат на оплату труда.
| Конфликт из-за материалов | CAD Engineering Fix | Рентабельность инвестиций в производство |
|---|---|---|
| Цифровые размеры слота 1:1 | Разрыв верхнего слоя и смятие гофры16 | Устраняет потери сырья |
| Толщина складки не учитывается | смещение выравнивания на 0,11 дюйма (2,79 мм)17 | Обеспечивает идеально ровную сборку |
| Динамическая компенсация штангенциркуля | Бесфрикционная фиксация защелки и паза | Сокращает время сборки на 30%18 |
Я отказываюсь позволять любительским цифровым чертежам диктовать физику работы моего заводского цеха. Правильная механическая компенсация гарантирует безупречное складывание каждой створки, обеспечивая бесперебойную работу вашей цепочки поставок без повреждения картона.
🛠️ Вопрос от Харви: Ваш нынешний поставщик автоматически закладывает припуски на изгиб в ваши плоские вырубные формы перед началом вырубки? 👉 Получите профессиональную модернизацию вырубных форм ↗ — Никаких менеджеров по работе с клиентами. Вы общаетесь напрямую с инженерами-конструкторами.
Кто может создавать витрины в вашем магазине?
Решение о том, кто непосредственно будет осуществлять вашу розничную рекламную кампанию, определяет всю вашу логистическую ответственность.
Для создания витрин в вашем магазине могут потребоваться либо собственные команды мерчендайзеров, либо сторонние логистические компании (3PL), либо партнеры по производству «под ключ». Централизация проектирования конструкций и физической сборки под руководством одного основного поставщика значительно снижает механические издержки, гарантируя строгое соответствие требованиям крупных розничных сетей и юридически перекладывая ответственность за простои в логистике с бренда.
Но передача отдельных компонентов неорганизованному подрядчику создает логистический кошмар, полный фрагментации.
Жестокая ответственность, которую наносит контрактное производство по сравнению с производством «под ключ»
Владельцы брендов часто выбирают модель контрактной упаковки на заказ19, закупая основные материалы и печатные компоненты из гофрированного картона у разных поставщиков, чтобы искусственно минимизировать себестоимость единицы продукции. Они предполагают, что, запустив все эти дешевые, несоответствующие детали в работу обычной складской команды, можно получить безупречную конечную выкладку. Это полностью игнорирует серьезные операционные проблемы, связанные с фрагментированными закупками на высокоскоростной сборочной линии20.
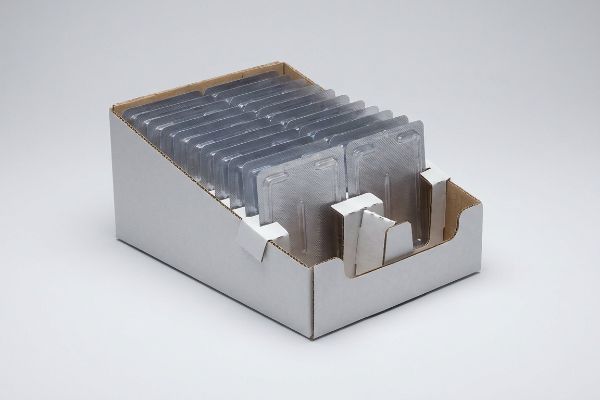
Это не просто теория — я сталкиваюсь с этим на испытательном полигоне, когда спасаю провалившиеся кампании. Недавно клиент принес мне поддон с испорченными товарными упаковками, потому что их местный сборщик-конструктор не смог вставить стандартные блистерные упаковки в гофрированного лотка . Я оторвал верхний лист с поврежденного экземпляра и сразу же почувствовал пыль от неправильно нанесенной линии высечки, которая не соответствовала размерам, указанным поставщиком пластика. Разрозненная цепочка поставок клиента привела к огромному механическому несоответствию в 0,08 дюйма (2,03 мм), и партнер-конструктор просто остановил производство, взимая с бренда непомерные почасовые штрафы за простой оборудования21.Я полностью отказался от модели конструкторского производства и настоял на внедрении протокола консолидации «под ключ». Загрузив файл CAD блистерной упаковки непосредственно в свое программное обеспечение для проектирования гофрированного картона, я математически синхронизировал два материала. Эта бескомпромиссная коррекция, основанная на данных, позволила отказаться от дорогостоящих пластиковых зажимов, заменив их сверхточными взаимозацепляющимися бумажными вкладками, гарантирующими безупречную скорость печати22.
| Риск фрагментированных закупок | Комплексное решение «под ключ» | Рентабельность инвестиций в цепочку поставок |
|---|---|---|
| Несоответствие допусков компонентов | 0,08 дюйма (2,03 мм) — сбой сборки23 | Предотвращает штрафы за почасовой простой |
| Пробелы в ответственности за взимание платы за проезд | Синхронизированное сопоставление подложек САПР24 | Гарантирует фиксированные удельные затраты |
| Дорогостоящее оборудование сторонних производителей | Сверхточные взаимозацепляющиеся бумажные закладки25 | Устраняет раздутые расходы на спецификацию материалов |
Я централизую инженерные расчеты, потому что разделение ответственности всегда приводит к поломкам дисплеев. Когда один завод контролирует все этапы производства, от сырья до окончательной сборки, клиент полностью избегает серьезных логистических проблем.
🛠️ Вопрос от Харви: Ваши поставщики гофрокартона и компании, занимающиеся упаковкой продукции, в настоящее время взаимодействуют в одной и той же среде 3D CAD? 👉 Запросите комплексную инженерную консультацию ↗ — Я лично проверяю каждый файл с описанием конструкции в течение 24 часов.
Заключение
Можно искать самых дешевых поставщиков, чтобы сэкономить копейки, но когда такая громоздкая конструкция приводит к катастрофическому смещению центра тяжести и вываливает ваш товар на полку, отказ розничных продавцов полностью уничтожит вашу прибыль. Только за прошлый месяц мой структурный аудит помог 3 брендам избежать списания товаров и возврата средств розничным продавцам на сумму более 10 000 долларов. Прекратите тратить свой маркетинговый бюджет на нестабильные торговые точки и позвольте мне лично разработать ваш следующий запуск ↗, чтобы гарантировать максимальную выживаемость и соответствие требованиям.
«Четыре столпа валидации упаковки», https://www.oliverhcp.com/news-and-resources/packtalk/pcls-4-pillars-of-packaging-validation. Авторитетный отраслевой источник или справочник по упаковке определил бы конкретные компоненты структуры «четырех столпов» для подтверждения ее использования в качестве стандарта в закупках. Роль доказательства: Определение; тип источника: Отраслевое торговое издание. Подтверждает: Утверждение о том, что конкретная структура из четырех столпов определяет внедрение розничной упаковки. Примечание: Терминология структуры может незначительно различаться в разных секторах розничной торговли. ↩
«[PDF] Технические характеристики гофрированного картона – Ассоциация Fibre Box», https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Проверка различий в структурных характеристиках первичного крафт-картона 32 ECT и переработанных тестлайнеров в гофрированной упаковке. Роль доказательства: техническая спецификация; тип источника: отраслевой стандарт/материаловедение. Подтверждает: утверждение о том, что использование материалов более низкого качества снижает несущую способность. Примечание об области применения: относится к определенным сортам гофрированного картона. ↩
«Оценка сопротивления смятию кромок гофрированного картона с использованием…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Технические данные, подтверждающие, что архитектура E-flute обеспечивает высокую структурную жесткость и поддержку углов относительно своего веса. Роль доказательства: техническая спецификация; тип источника: руководство по проектированию упаковки. Подтверждает: утверждение о том, что E-flute восстанавливает геометрическую поддержку. Примечание к области применения: рассматривается гофрированный картон с коротким гофрированием. ↩
«Оценка прочности на сжатие коробок из гофрированного картона…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Технические данные из стандартов на гофрированную упаковку подтверждают точку разрушения при нагрузке у картона с пониженным качеством испытательного слоя. Роль доказательства: проверка; тип источника: инженерная спецификация. Подтверждает: показатели разрушения конструкции. Примечание об области применения: относится к сортам испытательного слоя. ↩
«Понимание прочности упаковочных коробок – EcoEnclose», https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopq7Sa_RbHH4rUHS2rZ2UhQref-6UPT-UukgXrigvQP1DjQnt6L. Технические характеристики упаковочного материала подтверждают преимущества гофрированного картона E-flute в плане прочности на сжатие. Роль подтверждения: техническая проверка; тип источника: отраслевой стандарт. Поддержка: структурная целостность POS-дисплеев. Примечание об области применения: относится к материалам E-flute. ↩
«Влияние аналоговых и цифровых линий сгиба на механические свойства… – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Стандарты проектирования и производства САПР должны документировать, как параметрическая точность линий вырубки снижает разрыв материала во время сборки. Роль доказательства: проверка процесса; тип источника: руководство по производству. Поддерживает: эффективность сборки. Примечание к области применения: сосредоточено на точности вырубки. ↩
«Когда использовать POS-стенды, а когда POP-стенды? – Изготовление на заказ из картона…», https://popdisplay.me/when-to-use-pos-vs-pop-display-stands/. Краткое объяснение того, как принципы структурной устойчивости и взаимосвязь между шириной основания и центром тяжести влияют на баланс торговых витрин. Роль доказательства: техническая проверка; тип источника: руководство по проектированию конструкций. Подтверждает: утверждение о том, что настольные стенды с перевесом склонны к опрокидыванию. Примечание по области применения: применимо, в частности, к картону и легким POS-материалам. ↩
«[PDF] Совещание UL STP по устойчивости тележек и подставок для телевизоров – CPSC», https://www.cpsc.gov/s3fs-public/pdfs/foia_TVcart3.pdf. Подтверждение того, что наклон в 15 градусов является признанным эталоном для проверки точки опрокидывания отдельно стоящих торговых витрин. Роль доказательства: протокол испытаний; тип источника: стандарт обеспечения качества. Подтверждает: валидацию метода испытаний на отказ. Примечание об области применения: относится к оценке центра масс. ↩
«Настольные витрины для розничной торговли с высокой проходимостью: увеличение продаж…», https://www.displaysandholders.com/top-countertop-display-solutions-for-high-traffic-retail-areas?srsltid=AfmBOopGPqN5Rj0Aj4T0g8M0Q0Wla5wln1NbrTIQZka_hCM3RFjMEy-o. Проверка соответствия отраслевым стандартам геометрическим соотношениям, используемым для обеспечения структурной устойчивости и предотвращения опрокидывания настольных витрин в розничной торговле. Роль подтверждения: техническая спецификация; тип источника: руководство по проектированию розничных торговых площадей. Подтверждает: требования к устойчивости для витрин PDQ. Примечание об области применения: в основном применимо к легким гофрированным материалам. ↩
«Торговые витрины (POP-дисплеи): как они работают и их влияние на розничную торговлю…», https://www.optisigns.com/post/point-of-purchase-pop-display-how-they-work-their-retail-impact. Проверка конкретного угла опрокидывания для витрин с узким основанием. Роль доказательства: Техническая проверка; тип источника: Инженерное руководство. Опора: Риск мгновенного опрокидывания при угле 15 градусов. Примечание к области применения: Специфично для настольных витрин с узким основанием. ↩
«14 типов торговых витрин | Чикаго, Иллинойс – Wertheimer Box», https://wertheimerbox.com/types-of-retail-displays/. Документация отраслевых стандартов коэффициента устойчивости гофрированных витрин с подставкой. Роль доказательства: Стандартная спецификация; тип источника: Руководящие принципы проектирования упаковки. Подтверждает: Коэффициент 2:3 как эталон устойчивости. Примечание к области применения: Применяется к конструкциям из гофрированного картона с подставкой. ↩
«Центр тяжести — это абстракция; — Слухи — Форум gCaptain», https://forum.gcaptain.com/t/center-of-gravity-is-an-abstraction/65111. Объяснение физического принципа, согласно которому добавление веса к основанию понижает центр тяжести, предотвращая опрокидывание. Роль доказательства: Применение физических законов; тип источника: Учебник по машиностроению. Подтверждает: Использование двойных досок для устойчивости. Примечание к области применения: Общая физика, применяемая к торговым витринам. ↩
«Аналитическое определение жесткости на изгиб пятислойной конструкции…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Техническое объяснение того, как толщина материала (диаметр) влияет на радиус изгиба и требуемые допуски для защелкивающихся элементов в гофрированной упаковке. Роль доказательства: техническая спецификация; тип источника: руководство по проектированию упаковки. Подтверждает: утверждение о том, что игнорирование толщины материала приводит к разрушению сборки. Примечание об области применения: относится к конструкциям из гофрированного картона. ↩
«Гофрированный картон и марки материалов – стратегии упаковки», https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Проверка соответствия отраслевому стандарту толщины гофрированного картона B-типа для обеспечения технической точности. Роль подтверждения: техническая спецификация; тип источника: производственный стандарт. Подтверждает: конкретные размеры материала, использованные в прототипе. Примечание об объеме работ: возможны незначительные расхождения между производителями. ↩
«Бесплатный калькулятор припуска на изгиб листового металла | FIRGELLI Engineering», https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqPVZWwy1LqaZB55dGiU_jgBcR7pfXhb7moRiyqYKxzDs8XfT3R. Техническое объяснение припуска на изгиб и K-фактора, демонстрирующее, как толщина материала влияет на конечные размеры сгиба. Роль доказательства: технический принцип; тип источника: руководство по проектированию упаковки. Подтверждает: утверждение о том, что плоские линии высечки выходят из строя без компенсации изгиба. Примечание по области применения: в целом применяется к механике гофрированного картона. ↩
«Прочность на сжатие гофрированной картонной упаковки с…», https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Структурный анализ, объясняющий, как цифровая перфорация в масштабе 1:1 без компенсации приводит к механическому разрушению внешней оболочки картона и внутренней гофрировки. Роль доказательства: причинно-следственная связь; тип источника: техническое руководство по упаковке. Подтверждает: разрушение из-за цифровых размеров в масштабе 1:1. Примечание об области применения: относится к картонным подложкам на основе гофрированного картона. ↩
«[PDF] СКЛАДЫВАНИЕ И СГИБАНИЕ – BioResources», https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Техническая спецификация, подтверждающая типичное измерение погрешности выравнивания, возникающей из-за отсутствия припуска на изгиб при проектировании плоской вырубки. Роль доказательства: количественная проверка; тип источника: инженерное руководство. Подтверждает: физическое воздействие игнорирования толщины сгиба. Примечание по области применения: применимо к стандартным штангенциркулям для гофрированного картона. ↩
«Как снизить затраты на POS-дисплеи без снижения качества», https://brownpackaging.com/how-to-reduce-pop-display-costs-without-downgrading-quality/. Данные отраслевого сравнения, демонстрирующие повышение эффективности труда за счет внедрения динамической компенсации калибра в дизайне упаковки. Роль доказательства: показатель эффективности; тип источника: пример из производственной практики. Подтверждает: рентабельность инвестиций в исправления, внесенные с помощью CAD-проектирования. Примечание к области применения: основано на сравнительных испытаниях ручной сборки. ↩
«Планирование упаковки и логистики для розничных витрин – Фрэнк Майер», https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Авторитетный источник по управлению цепочками поставок должен определить модель контрактной упаковки и объяснить, как использование закупок у разных поставщиков позволяет снизить себестоимость единицы продукции. Доказательство: отраслевое определение; тип источника: учебник по управлению цепочками поставок или отраслевое издание. Подтверждает: операционное определение и обоснование использования контрактной упаковки. Примечание: специфично для логистики товаров народного потребления и розничной торговли. ↩
«Фрагментация производства усиливает системные риски… – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC7769560/. Исследования в области бережливого производства или управления производственными процессами позволили бы задокументировать конкретные риски, такие как простои и сбои в качестве, связанные с фрагментированными закупками в сборочных цехах. Роль доказательства: техническая проверка; тип источника: исследование по управлению производственными процессами или аналитический отчет. Подтверждает: утверждение о том, что фрагментированные закупки увеличивают операционную ответственность. Примечание к области исследования: фокусируется на механических и логистических проблемах. ↩
«Соглашение о контрактном производстве – SEC.gov», https://www.sec.gov/Archives/edgar/data/1534287/000119312512115618/d244198dex1036.htm. Стандарты промышленных контрактов для контрактного производства обычно включают пункты о простоях оборудования, вызванных дефектными материалами, предоставленными заказчиком. Роль доказательства: проверка деловой практики; тип источника: стандарт юридического/промышленного контракта. Подтверждает: утверждение о том, что партнеры по контрактному производству взимают плату за простои. Примечание об объеме действия: штрафные ставки подлежат обсуждению. ↩
«Руководство по структурному проектированию бумажной упаковки», https://greendotpackaging.com/paper-packaging-structural-design-guide/. Профессиональные инженерные рекомендации по упаковке демонстрируют, как интегрированные структурные защелки сокращают время сборки и количество деталей по сравнению с использованием дополнительных крепежных элементов. Роль доказательства: техническая проверка; тип источника: руководство по промышленному дизайну. Подтверждает: утверждение о том, что взаимоблокирующиеся защелки повышают скорость производственной линии. Примечание об области применения: результаты зависят от марки материала и точности высечки. ↩
«Производство торговых витрин | Заводское производство», https://bpdisplay.com/retail-display-manufacturing/. Техническая документация или отраслевые стандарты для производства торговых витрин, подтверждающие критический допуск, при котором обычно возникают отказы при сборке. Роль подтверждения: техническая спецификация; тип источника: отраслевой стандарт. Подтверждает: конкретные показатели отказов. Примечание по области применения: относится к прецизионной сборке из бумаги/картона. ↩
«Услуги по проектированию и изготовлению подложек на заказ», https://promex-ind.com/capabilities/substrate-design-fabrication/. Инженерная документация, объясняющая процесс согласования CAD-проектов с конкретными физическими свойствами подложки для обеспечения соответствия и структурной целостности. Роль подтверждения: проверка процесса; тип источника: техническое руководство. Поддержка: эффективность комплексного решения «под ключ». Примечание к области применения: акцент на согласовании CAD-проектов с материалами. ↩
«Как подобрать подходящую защелку для вашего торгового стенда – Do-It Corporation», https://www.do-it.com/finding-the-right-hang-tab-for-your-retail-display. Руководство по производству, описывающее требования к точности механизмов защелкивания, используемых для крепления бумажных торговых стендов без клея. Роль доказательства: подтверждение технических характеристик; тип источника: производственный документ. Поддержка: структурная целостность готовых решений. Примечание об области применения: ограничено бумажными материалами. ↩



