
Lançar uma campanha de varejo exige mais do que apenas uma arte decente. Você precisa de uma engenharia estrutural que resista ao transporte brutal e aos ambientes implacáveis das grandes lojas, sem comprometer suas margens de lucro.
Sim. Auxiliar no projeto de um expositor envolve traduzir conceitos 2D em arquiteturas físicas 3D estruturalmente sólidas. Esse processo de engenharia calcula rigorosamente a espessura do material, a distribuição dinâmica do peso e as tolerâncias de montagem apertadas, garantindo que o expositor final para o varejo sobreviva com segurança à complexa e rigorosa cadeia de suprimentos global.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar. As simulações teóricas desmoronam rapidamente quando confrontadas com a física bruta de uma fábrica.
Como fazer seu próprio expositor?
Muitas marcas iniciantes tentam desenvolver sua engenharia estrutural usando softwares gráficos de nível consumidor, presumindo que as linhas digitais se traduzam perfeitamente em papelão físico.
A fabricação de um expositor personalizado exige modelagem matemática precisa utilizando software CAD paramétrico (Desenho Auxiliado por Computador). Esse processo estrutural calcula a espessura exata do material, as tolerâncias de curvatura e a distribuição dinâmica do peso, transformando uma simples placa de papelão em um expositor funcional para lojas, capaz de suportar cargas pesadas de mercadorias sem tombar ou deformar.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar. Confiar apenas em ferramentas básicas da web muitas vezes desencadeia uma série de falhas mecânicas na linha de montagem.
Por que a geometria baseada na web falha no chão de fábrica
Mesmo designers veteranos frequentemente ignoram esse ponto cego quando tentam desenhar abas interligadas complexas diretamente em ferramentas básicas de ilustração online. Eles presumem que, se as linhas visuais se conectarem na tela, a caixa física resultante suportará sem esforço uma carga dinâmica de 1133,9 kg (2500 lbs). Isso ignora completamente a realidade geométrica de que as ferramentas online geram estritamente arte vetorial não unida, sem o cálculo automático de tolerância de curvatura necessário para ondulações grossas de papelãoondulado¹.
Isso não é apenas teoria — lido com isso na prática, quando um projeto de template de última hora é feito às pressas por uma agência de branding sem nenhuma experiência em estruturas. Inicialmente, presumi que o testliner padrão 32ECT (Teste de Compressão de Borda)² suportaria a matriz impressa em sua web. Estava completamente enganado. A célula de carga do BCT (Teste de Compressão de Caixa) apresentou um ponto morto em 97,2 kg (214,5 lbs), quebrando instantaneamente as abas sem suporte na prensa hidráulica. Tive que mudar completamente o foco para uma correção geométrica precisa. Recriei completamente os cálculos estruturais usando algoritmos paramétricos, aplicando uma compensação rigorosa de calibre a cada encaixe. Emitai uma âncora PDF pré-projetada e bloqueada, forçando a agência a aplicar apenas gráficos de superfície sobre nossa geometria verificada. Ao exigir essa âncora estrutural bloqueada, garanto que o tempo de montagem da embalagem conjunta diminua em cerca de 35 segundos por unidade³,reduzindo drasticamente os custos de mão de obra e eliminando completamente o risco de rejeição pelo varejista.
| Armadilha de ferramenta web | Resultado estrutural | ROI da montagem |
|---|---|---|
| Saída de vetor não unido | Rasgos durante a dobragem | Aumenta o tempo de trabalho |
| Tolerância de curvatura zero4 | As abas se rompem sob carga | densidade de paletes de ruínas |
| Âncora de PDF paramétrica | Dobras de 90 graus sem atrito | Aumenta a velocidade de co-embalagem em 30%5 |
Recuso-me a deixar que softwares amadores ditem a sobrevivência de produtos de varejo de grande porte. A engenharia deve sempre ditar a geometria, enquanto os gráficos apenas revestem a estrutura.
🛠️ Mesa do Harvey: Você sabe se suas matrizes de corte atuais incluem tolerâncias de dobra automáticas para espessura de perfil C? 👉 Solicite uma auditoria da lista de materiais ↗ — Eu analiso pessoalmente cada arquivo estrutural em até 24 horas.
Quanto custa construir um estande de exposição?
Os departamentos de compras naturalmente tentam reduzir os custos unitários negociando agressivamente os tipos de materiais, partindo do pressuposto de que todo o papelão se comporta da mesma maneira após a impressão.
O custo de construção de um estande de exposição depende inteiramente da densidade do material, da complexidade estrutural e das dimensões gerais necessárias. Enquanto unidades leves para balcão têm um custo muito menor, expositores de chão robustos exigem placas de papelão ondulado especiais e ferramentas reforçadas, o que, matematicamente, aumenta o investimento inicial de fabricação.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar. Cortes drásticos no orçamento de matéria-prima frequentemente provocam falhas catastróficas no transporte, antes mesmo que as unidades cheguem ao corredor.
Por que a redução de custos de materiais prejudica o chão de fábrica
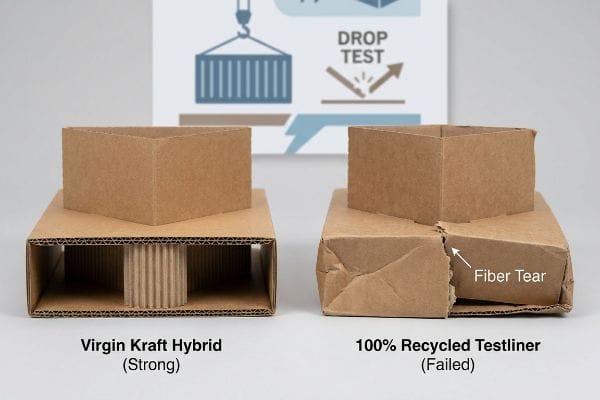
É uma armadilha comum que apanha até mesmo equipas de compras experientes quando tentam financiar laminações de folha cosmética caras, diminuindo silenciosamente a qualidade do substrato principal. Presume-se que um testliner altamente reciclado e ecológico irá proporcionar exatamente a mesma integridade estrutural que o cartão novo. Isto ignora completamente a realidade mecânica microscópica do processo de repolpação do papel, onde as fibras de celulose encurtam fisicamente e perdem a sua resistência cinética após múltiplos ciclos de reciclagem6.
Isso não é apenas teoria — lidei com isso na prática, depois que um fornecedor trocou secretamente o papel kraft virgem por um testliner 100% reciclado sem avisar o cliente. O cliente me ligou furioso porque o protótipo inicial falhou completamente no teste de queda ISTA (International Safe Transit Association) 3A.A princípio, presumi que o teste padrão TAPPI (Technical Association of the Pulp and Paper Industry) T811no papelão reciclado seria suficiente. Estava completamente enganado. Observei a base ceder exatamente a 64,6 kg (142,5 lbs) na mesa vibratória, com as fibras curtas se rompendo sob a pressão lateral. Imediatamente, parti para uma grande melhoria no material. Trocando o papelão desgastado por uma mistura híbrida com 30% de papel kraft virgem, senti fisicamente a resistência das fibras longas e novas do papel enquanto alimentávamos a máquina de corte e vinco. Descartando a renderização frágil da agência, refiz os cálculos dinâmicos do zero. Ao restaurar a resistência à compressão dinâmica das ranhuras de sustentação, garanti que a caixa master sobrevivesse ao transporte marítimo com empilhamento duplo, eliminando uma taxa de danos estimada em 40% e economizando milhares em potenciais estornos de varejistas para o cliente.
| Armadilha da Redução de Custos | Resultado estrutural | Retorno sobre o investimento em frete |
|---|---|---|
| Testliner 100% reciclado9 | Fibras curtas se quebram | Danos de trânsito da Skyrockets |
| Rebaixamento cosmético de ECT10 | Flambagem da parede sob carga | Aciona estornos de varejistas |
| Injeção híbrida de kraft virgem11 | Absorve o impacto da queda | Elimina completamente as perdas de carga |
Eu jamais comprometo a integridade estrutural do estande para pagar por uma estética superficial melhor. Um estande não vale nada se chegar amassado dentro do contêiner de transporte.
🛠️ Mesa do Harvey: Você sabe a proporção exata de fibra reciclada escondida nos seus displays de chão atuais? 👉 Solicite sua Auditoria de Materiais ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
Como projetar um estande de exposição?
Projetar arquitetura para o varejo exige prever ambientes hostis com meses de antecedência, mas muitas agências de criação tratam as vitrines físicas como meras renderizações digitais estáticas.
Projetar um estande de exposição envolve calcular rigorosamente a área ocupada, a capacidade de carga dinâmica e as tolerâncias ambientais. Os engenheiros devem elaborar projetos precisos que levem em conta o atrito estrutural, a espessura do material e as normas de conformidade do varejista, garantindo que a estrutura física exiba os produtos com segurança e resista ao uso prolongado em ambientes comerciais de grande circulação.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar. Arquivos digitais perfeitos podem facilmente se transformar em papel velho e caro se ignorarem as leis da física atmosférica.
Por que a cegueira climática destrói estandes de exposição
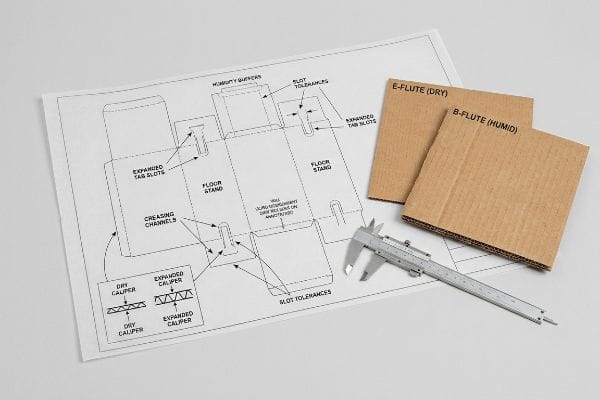
Mesmo designers veteranos frequentemente ignoram esse ponto cego ao definirem as tolerâncias de ranhura da matriz com base exclusivamente na espessura absoluta da placa a seco, dentro de um escritório com temperatura controlada. Eles presumem que uma ranhura em forma de E, desenhada precisamente a 0,05 polegadas (1,5 mm) ¹² , aceitará sem esforço sua aba de acoplamento na linha de montagem. Isso ignora completamente a física ambiental de regiões de alta umidade, onde as fibras porosas do papel absorvem agressivamente a umidade ambiente e se expandem fisicamente¹³ .
Isso não é apenas teoria — aprendi isso da maneira mais difícil em 2022, quando pedi ao meu engenheiro-chefe de embalagens, Mark, que acelerasse a produção de um expositor desmontável superdimensionado que ignorava completamente os contêineres de carga para transporte internacional. Pensamos que poderíamos economizar tempo pulando a etapa de controle de umidade durante o layout CAD. Três dias depois, em pé na câmara climática, ouvi o estalo nauseante da placa de flauta B se deformando enquanto as abas inchadas se recusavam a deslizar em seus encaixes rígidos. A placa havia inchado 1,01 mm (0,04 polegadas)¹⁴, travando a geometria completamente. Tive que correr para o chão de fábrica e impor uma calibração urgente das ferramentas e máquinas. Paramos fisicamente a máquina de corte rotativo, alargamos os canais de vinco da matriz fêmea e projetamos matematicamente um rigoroso controle de umidade diretamente nas matrizes de corte para forçar uma tolerância mais ampla. Depois de passar horas observando fisicamente o processo de embalagem para encontrar o ponto de falha, essa expansão precisa de 1 mm na ranhura não apenas impediu que a base colapsasse; Isso eliminou completamente o rasgo durante a montagem, economizando para o cliente cerca de 20% em atrasos decorrentes da mão de obra manual.
| Ponto Cego Ambiental | Resultado físico | Retorno sobre o investimento (ROI) em co-embalagem |
|---|---|---|
| Tolerâncias de paquímetro a seco | O papel incha com a umidade15 | Linha de montagem é interrompida |
| amortecedor de umidade zero | Flautas esmagadas durante o confinamento16 | Custos de mão de obra manual de picos |
| expansão de slot CAD17 | Inserção de aba sem atrito | Reduz drasticamente o tempo de montagem |
Recuso-me a projetar embalagens para um laboratório perfeito e seco. Os displays de varejo precisam sobreviver a contêineres de transporte úmidos e às condições físicas hostis de um armazém para terem um bom desempenho.
🛠️ Harvey's Desk: Seus gabaritos estruturais atuais estão compensando matematicamente o inchaço causado pela umidade no transporte marítimo? 👉 Obtenha uma Simulação de Tensão 3D ↗ — Sem intermediários. Você fala diretamente com engenheiros estruturais.
Quais são os diferentes tipos de expositores?
As marcas frequentemente solicitam uma combinação complexa de unidades de balcão, saias de paletes e caixas de chão encaixáveis, sem considerar o forte atrito mecânico envolvido na embalagem desses itens.
Os diferentes tipos de expositores incluem expositores de chão robustos, unidades compactas de balcão, expositores de paletes fracionados e bandejas modulares para prateleiras. Cada formato exclusivo requer geometrias estruturais personalizadas para suportar cargas dinâmicas específicas, respeitando rigorosamente as restrições de espaço disponíveis em cada loja e maximizando a visibilidade dos produtos em corredores de grande circulação.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar. Combinar diferentes componentes de exibição às cegas geralmente resulta em enormes gargalos logísticos.
Por que as geometrias de exibição aninhadas falham na logística?
É uma armadilha comum que pega até mesmo equipes de compras experientes quando projetam caixas de transporte master para corresponder exatamente às dimensões externas de suas bandejas de varejo pré-cheias (em escala 1:1). Elas presumem que um encaixe perfeito e justo proporciona máxima proteção durante o transporte para os componentes internos. Isso ignora completamente o atrito superficial severo do papelão ondulado bruto esfregando contra si mesmodurante as operações de desembalagem.
Isso não é apenas teoria — eu lido com isso na prática, quando uma caixa expositora genérica e compacta se desmonta durante a montagem padrão de embalagem por terceiros (3PL). Arranquei a folha superior de um protótipo danificado e imediatamente senti o atrito áspero e abrasivo onde a bandeja interna estava fisicamente encaixada na caixa master. A princípio, presumi que o revestimento padrão 32ECT¹⁹deslizaria suavemente. Estava completamente enganado. O coeficiente de atrito exigia 22 kg de força de tração²⁰,fazendo com que os funcionários da loja rasgassem agressivamente as abas de retenção frontais apenas para abrir a caixa. Imediatamente, implementei uma mudança radical na tolerância da cadeia de suprimentos. Analisei as leituras do micrômetro e comprovei que não precisava de folhas deslizantes de plástico caras ou abas de nylon — eu só precisava de uma tolerância geométrica de deslocamento precisa. Ao utilizar câmaras de teste em condições ambientais extremas, em vez de suposições em planilhas, projetei matematicamente uma folga perimetral de 6,35 mm (0,25 polegadas) no arquivo CAD. Romper esse sistema de trava por fricção garante uma experiência de desembalagem suave e sem rasgos, evitando grandes dores de cabeça na loja e prevenindo completamente danos estéticos prematuros.
| Desvendando a Armadilha de Atrito | Resultado estrutural | Retorno sobre o investimento em logística |
|---|---|---|
| dimensões aninhadas 1:1 | Trava de superfície Testliner21 | Aumenta as taxas de danos no varejo22 |
| Tolerância de deslocamento zero | Lábios de retenção rasgados | Os gatilhos armazenam rejeições |
| buffer de folga de 0,25 polegadas23 | Extração de bandeja sem atrito | Garante uma instalação impecável nas prateleiras |
Eu projeto displays para serem desembalados com a mesma facilidade com que são enviados. Se um funcionário da loja tiver que lutar com a sua caixa master, o valor da sua marca já estará comprometido.
🛠️ Mesa do Harvey: Sua caixa master possui uma tolerância de deslocamento calculada para evitar o travamento por fricção do papelão? 👉 Solicite sua Revisão Estrutural ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Conclusão
Você pode escolher um fornecedor mais barato, mas quando a placa porosa incha sob alta umidade dentro de um contêiner marítimo, causa um atrito enorme entre as abas, o que atrasa a embalagem em cerca de 20% e elimina sua margem de lucro. Essa mesma revisão de engenharia detectou recentemente um erro fatal de tolerância de 2 mm em um grande lançamento nacional antes da produção. Pare de arriscar seus relacionamentos com o varejo com base em arquivos digitais teóricos e deixe-me projetar pessoalmente seu próximo lançamento estrutural ↗ para garantir uma montagem sem atrito e um transporte sem danos.
"Projeto de Papelão Ondulado", https://groups.google.com/g/comp.cad.solidworks/c/bV6mhVT7YiQ. Documentação técnica sobre engenharia de embalagens de papelão ondulado explica a necessidade de cálculos de tolerância à curvatura para levar em conta a espessura do material em papelão ondulado. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Fundamentos: necessidade de CAD paramétrico para integridade estrutural. Nota de escopo: aplica-se a materiais de papelão ondulado de paredes espessas. ↩
"Especificações de Papelão Ondulado", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Explicação da norma industrial 32 ECT para resistência do papelão ondulado e seus limites típicos de carga. Papel da evidência: especificação técnica; tipo de fonte: norma industrial/folha de dados do fabricante. Suportes: a base estrutural do material utilizado. Nota de escopo: a norma se aplica a papelão ondulado de parede simples. ↩
"Como o Design Estrutural de Embalagens Reduz o Desperdício e os Custos", https://www.bcipkg.com/how-structural-packaging-design-reduces-waste-and-costs/. Análise de como a engenharia de precisão e a geometria fixa reduzem o tempo de trabalho durante a montagem manual de embalagens conjuntas em comparação com designs não projetados. Papel da evidência: métrica de desempenho; tipo de fonte: estudo de caso de manufatura ou pesquisa operacional. Apoia: o ganho de eficiência operacional do design paramétrico. Nota de escopo: a economia de tempo real varia de acordo com a complexidade da embalagem .
"Determinação Analítica da Rigidez à Flexão de um Papelão de Cinco…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Explicação técnica da tolerância de curvatura na engenharia de materiais e como sua omissão leva à falha estrutural em embalagens dobradas. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Fundamentos: a relação entre erros geométricos e falha física. Nota de escopo: específico para papelão ondulado e papel de gramatura alta.
"Embalagens sob contrato oferecem soluções eficientes – PopDisplay", https://popdisplay.me/contract-packaging-offer-efficient-solutions/. Dados quantitativos comparando os tempos de montagem de modelos vetoriais manuais com âncoras paramétricas guiadas em embalagens industriais. Papel da evidência: verificação quantitativa; tipo de fonte: relatório do setor de logística. Argumenta: a alegação de eficiência das âncoras paramétricas em PDF. Observação: a porcentagem pode variar de acordo com a complexidade da exibição .
"O que acontece com as fibras celulósicas durante a fabricação de papel e…", https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. Explicação técnica de como a repolpação repetida leva ao encurtamento das fibras e à perda de resistência à tração em substratos de papel. Papel da evidência: verificação técnica; tipo de fonte: periódico de ciência dos materiais ou manual de engenharia de papel. Apoia: a afirmação de que os revestimentos reciclados têm menor integridade estrutural do que o papelão virgem. Nota de escopo: concentra-se nas propriedades mecânicas da celulose reciclada .
"ISTA 3A", https://ista.org/docs/3Aoverview.pdf. Verificação dos requisitos da norma ISTA 3A para simulação do ambiente de distribuição, visando garantir a durabilidade da embalagem. Papel da evidência: norma técnica; tipo de fonte: organismo de certificação da indústria. Fundamenta: a alegação de que a qualidade do material impacta diretamente as taxas de aprovação/reprovação nos testes de transporte. Nota de escopo: aplica-se à entrega de pequenos pacotes .
"Medições de Campo Completo no Teste de Compressão de Borda de um … – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Explicação da norma TAPPI T811 para medir as propriedades físicas de papel e cartão. Papel da evidência: especificação técnica; tipo de fonte: organização de padrões da indústria. Fundamentos: O uso de testes padronizados para avaliar a resistência do cartão. Nota de escopo: Concentra-se nas propriedades do material em vez da dinâmica completa da embalagem. ↩
"Alterações na qualidade de materiais de fibra reciclada. Parte 1. Fatores…", https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. Análise técnica do comprimento da fibra em testliner reciclado em comparação com fibras virgens e seu impacto na resistência à tração e ruptura. Papel da evidência: verificação técnica; tipo de fonte: periódico de ciência dos materiais. Apoia: a afirmação de que as fibras recicladas são mais curtas e mais propensas a falhas. Nota de escopo: aplica-se especificamente ao papelão ondulado. ↩
"Estimativa da resistência à compressão de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Dados de engenharia sobre a correlação entre os valores do Teste de Compressão de Borda (ECT) e a resistência à compressão vertical de embalagens. Papel da evidência: verificação técnica; tipo de fonte: norma da indústria de embalagens. Fundamentos: a relação entre a redução dos valores do ECT e a flambagem estrutural. Observação: o efeito depende da altura de empilhamento e da paletização .
"Investigando as propriedades mecânicas do papelão...", https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Estudo comparativo sobre a capacidade de absorção de energia de fibras kraft virgens versus alternativas recicladas durante impactos ou quedas. Papel da evidência: verificação técnica; tipo de fonte: relatório de engenharia de embalagens. Apoia: a afirmação de que os híbridos de kraft melhoram a absorção de choques. Nota de escopo: o desempenho varia de acordo com a proporção da mistura híbrida .
"Especificações para Papelão Ondulado", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . Documentação técnica ou normas de engenharia de embalagens que verificam as medidas típicas de tolerância de ranhuras para papelão ondulado tipo E. Papel da evidência: especificação técnica; tipo de fonte: norma/manual da indústria. Baseia: o uso de medidas específicas no projeto de matrizes de corte. Observação: as tolerâncias podem variar de acordo com o fabricante e a qualidade do papelão.
"Efeitos da Umidade Relativa na Resistência à Compressão de…", https://open.clemson.edu/all_theses/3225/. Pesquisa em ciência dos materiais que detalha as propriedades higroscópicas das fibras de celulose no papelão ondulado. Papel da evidência: princípio científico; tipo de fonte: estudo revisado por pares ou livro didático de materiais. Apoia: a afirmação de que a umidade causa expansão dimensional em materiais à base de papel. Nota de escopo: a expansão é tipicamente anisotrópica, ocorrendo mais na direção transversal às fibras .
"Influência da umidade e da temperatura nas propriedades mecânicas…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Dados técnicos sobre os coeficientes de expansão higroscópica do papelão ondulado tipo B para verificar medições típicas de inchamento em ambientes úmidos. Papel da evidência: validação técnica; tipo de fonte: manual de ciência dos materiais. Fundamenta: a afirmação de que a umidade causa expansão física mensurável em materiais de embalagem. Nota de escopo: específico para papelão ondulado. ↩
"Fatores que afetam a higroexpansão do papel – Springer Nature", https://link.springer.com/article/10.1007/s10853-017-1358-1. Pesquisas científicas sobre a natureza higroscópica da celulose comprovam que as fibras do papel se expandem ao absorverem a umidade atmosférica. Papel da evidência: relação causal; tipo de fonte: livro didático de ciência dos materiais. Apoia: a afirmação de que a umidade causa o inchaço do papel. Nota de escopo: a magnitude do efeito depende da gramatura (GSM) e do revestimento do papel .
"Efeitos do teor de umidade na resistência à compressão de caixas", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . As especificações técnicas para papelão ondulado demonstram que a absorção de umidade reduz a resistência ao esmagamento das bordas (ECT) das ondulações, levando ao colapso sob tensão mecânica. Papel da evidência: especificação técnica; tipo de fonte: guia de engenharia de embalagens. Argumentos: a ocorrência de falha estrutural durante o travamento. Nota de escopo: afeta principalmente revestimentos não impermeáveis.
"Embalagens de papelão ondulado com design inovador para…", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. As normas de design de embalagens recomendam adicionar tolerâncias específicas às dimensões das ranhuras em softwares CAD para compensar a variação da espessura do material e garantir uma montagem suave. Papel da evidência: norma da indústria; tipo de fonte: manual de design CAD. Apoia: o uso de expansão de ranhura para inserção sem atrito. Nota de escopo: a eficácia depende da precisão do corte e vinco. ↩
"Teste de Coeficiente de Atrito", https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Dados técnicos sobre o coeficiente de atrito para revestimentos de papelão ondulado explicam como o contato material-material aumenta a resistência durante a extração. Papel da evidência: Validação técnica; tipo de fonte: Manual de engenharia de embalagens. Apoia: A alegação de que geometrias de encaixe perfeito causam falhas na desembalagem devido ao atrito superficial. Nota de escopo: Aplica-se especificamente a revestimentos de papelão ondulado sem revestimento .
"Caixas de Papelão Ondulado 32 ECT", https://www.papermart.com/p/corrugated-boxes/161020?srsltid=AfmBOoouJVsnV2MkRAbOFKz0aGuJvkDUSVYzGbeaAYTrr_DI4h3MRXxX. Verificação técnica das classificações 32 ECT (Teste de Compressão de Borda) e sua aplicação típica em embalagens para exibição no varejo. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Suporte: a seleção de materiais e as propriedades do protótipo. Nota de escopo: específico para normas de papelão ondulado. ↩
"Diretrizes Ergonômicas para Manuseio Manual de Materiais", https://www.cdc.gov/niosh/media/pdfs/Ergonomic-Guidelines-for-Manual-Material-Handling_2007-131.pdf. Análise comparativa de medições de força de tração em relação a parâmetros ergonômicos para determinar se 48,5 libras (aproximadamente 22 kg) constituem uma força de fricção excessiva para funcionários do varejo. Papel da evidência: métrica de desempenho; tipo de fonte: estudo de engenharia de embalagens. Apoia: a alegação de que os níveis de fricção causaram danos físicos. Nota de escopo: os limites de força de tração variam de acordo com o tamanho da caixa .
"Perguntas frequentes sobre testes de materiais de embalagem", https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOoqbRVAvfdg6w18qv6uE7FoDl8M4bnJ8GD_5YAWIkB4fbbmYCZsi. Explicação técnica de como superfícies de revestimento de teste de alta fricção criam um vácuo ou travamento mecânico quando encaixadas sem folga. Papel da evidência: verificação técnica; tipo de fonte: manual de ciência dos materiais. Fundamenta: a causa mecânica da falha de encaixe. Nota de escopo: aplica-se especificamente a materiais de revestimento reciclados .
"Planejamento de Embalagem e Logística para Displays de Varejo", https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Dados empíricos que relacionam o atrito na montagem e a tensão estrutural durante a desembalagem a maiores taxas de danos no varejo e rejeições em lojas. Papel da evidência: evidência empírica; tipo de fonte: relatório de logística da cadeia de suprimentos. Argumenta: o impacto do ROI logístico da geometria de encaixe inadequada. Nota de escopo: foco em remessas de displays de Ponto de Venda (PDV) .
"Tolerâncias RSC para Montadores e Empacotadores de Caixas – AICC Now", https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Especificações padrão da indústria para folgas mínimas de ar necessárias em embalagens estruturais aninhadas para garantir a extração sem atrito. Papel da evidência: validação de referência; tipo de fonte: manual de engenharia de embalagens. Suporta: a métrica específica para alcançar a extração sem atrito da bandeja. Nota de escopo: baseado na espessura padrão do papelão ondulado. ↩



