Você está encarando uma página em branco, se perguntando por que seu expositor de cartões continua tombando ou rasgando nos cantos. A matemática por trás das prateleiras de varejo é implacável.
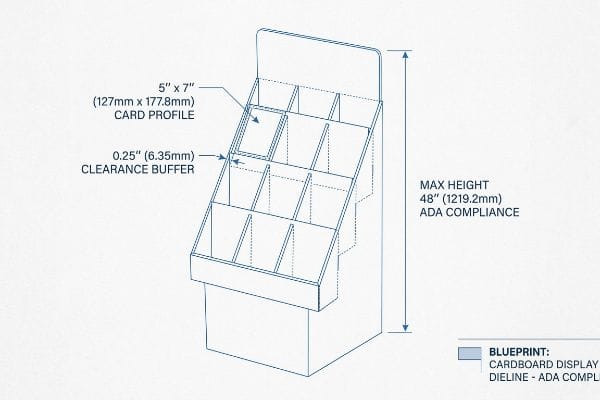
Sim. Para calcular as dimensões do expositor de cartões comemorativos, é necessário considerar o perfil padrão do produto de 5×7 polegadas (127×177,8 mm), adicionar uma margem de segurança de 0,25 polegadas (6,35 mm) e limitar a altura total da unidade a 48 polegadas (1219,2 mm) para atender aos rigorosos requisitos de acessibilidade da ADA (Lei de Acessibilidade para Pessoas com Deficiência).

Antes de cortarmos um único pedaço de material de teste bruto, precisamos alinhar seus desenhos teóricos com as restrições físicas do corredor da loja.
Como fazer um expositor para cartões de felicitação?
Projetar um expositor de cartões com vários níveis parece fácil na tela do computador. Na realidade, a precisão da fabricação determina se a sua estrutura se manterá firme ou se deformará completamente sob tensão.
A fabricação de um expositor para cartões comemorativos exige o desenvolvimento de uma base de papelão ondulado com perfil B escalonado, a aplicação de algoritmos rigorosos de compensação de espessura em cada dobra e a integração de abas de papel interligadas. Esse processo garante que os compartimentos individuais para os cartões permaneçam perfeitamente quadrados e estruturalmente seguros, sem a necessidade de clipes plásticos ou adesivos líquidos permanentes.

Construir a fundação exige ir além do design visual e respeitar rigorosamente a espessura física do material.
A realidade da compensação de paquímetro para racks de cartões
A maioria dos designers iniciantes esboça prateleiras de papelão em softwares gráficos 2D planos. Eles tratam uma prateleira dobrada como uma linha de espessura zero¹,desenhando abas com a mesma largura exata da ranhura de encaixe. Essa abordagem teórica ignora completamente a profundidade física da matéria-prima.
Vejo essa armadilha constantemente quando as marcas me enviam arquivos planos para porta-cartões giratórios em camadas. Elas se esquecem de que o papelão ondulado de espessura média consome material ao ser dobrado em 90 graus².Certa vez, um cliente obrigou minha equipe de montagem a dobrar 500 unidades sem compensação; o som alto e rasgado da folha superior impressa se rompendo ao longo das linhas de vinco ecoou pelo chão. Tivemos que parar a linha de produção, arrancar os bolsos danificados e recorrer a uma fita adesiva transparente e feia apenas para salvar a produção, eliminando completamente a margem de lucro deles. Ao alargar matematicamente as ranhuras no CAD (Desenho Auxiliado por Computador)³ para absorver o raio externo da dobra, os bolsos se encaixam perfeitamente, reduzindo o tempo de montagem em aproximadamente 30 segundos por unidade.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Desenhar proporções de slots 1:1 | Adicionando margem de dobra4 | Sem rasgar o papel |
| Ignorando a espessura da tábua | compensação de paquímetro CAD5 | Economiza 30 segundos no tempo de montagem6 |
| Usando fita adesiva transparente que faz sujeira | Abas de encaixe projetadas | Estética de marca impecável |
Rejeito arquivos planos que não levam em consideração a espessura do material. Ajustar as tolerâncias dos encaixes antes da produção é a única maneira de garantir que seus cartões de felicitação se encaixem perfeitamente em bolsos quadrados e na vertical nas prateleiras das lojas.
🛠️ Mesa do Harvey: As abas de encaixe do seu display estão rasgando durante a montagem de teste? 👉 Deixe-me consertar seu gabarito ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são as dimensões de um cartão de felicitações de tamanho padrão?
Não é possível projetar a estrutura das prateleiras sem antes dominar a carga útil. Cartões de felicitação vêm em formatos específicos, e envolvê-los com papelão muito apertado garante o fracasso nas vendas.
As dimensões de um cartão de felicitações de tamanho padrão geralmente medem 5 por 7 polegadas (127 por 177,8 mm). Ao projetar expositores para o varejo, os projetistas estruturais precisam expandir artificialmente essas medidas básicas para acomodar envelopes de proteção e implementar uma margem de segurança obrigatória para evitar atrito durante a retirada do cartão pelo consumidor.

Conhecer a medida estática do papel é inútil se você não levar em conta como o comprador interage fisicamente com o bolso.
Tolerância de deslocamento geométrico para bolsos de cartões
As equipes de compras costumam solicitar bandejas de exibição perfeitamente dimensionadas para uma de 5 por 7 polegadas (127 por 177,8 mm)7 do produto. Elas presumem que criar um encaixe perfeito e justo proporciona proteção máxima e impede que os cartões se deformem. Essa estratégia de escala 1:1 ignora completamente o atrito abrasivo gerado pelo papelão bruto8.
Se você construir um bolso exatamente com a largura do cartão, as fibras ásperas do testliner não selado se prendem contra o envelope de papel. Testei um protótipo rígido, sem folga, no ano passado, e a resistência do papelão kraft virgem prendeu os cartões instantaneamente. Um funcionário da loja tentou puxar agressivamente um cartão de Natal preso, rasgando toda a borda frontal de retenção do expositor e arruinando a imagem da campanha. Eu imponho uma tolerância geométrica de deslocamento rigorosa, adicionando matematicamente uma folga mínima de 6,35 mm (0,25 polegadas) no perímetroda cavidade. Esse simples espaço vazio quebra a trava por fricção, permitindo que os clientes apressados deslizem os cartões para fora sem esforço, sem danificar sua bandeja de merchandising cara.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Dimensionamento exato do bolso 1:1 | buffer de folga de 0,25 polegadas10 | Remoção de cartão sem atrito |
| Encapsulando envelopes grossos | Dimensões da cavidade em expansão11 | Impede que a borda da prateleira rasgue |
| Supondo uma extração suave | Levando em consideração o atrito do papel | Protege as bordas do produto |
Sempre lembro aos gerentes de marca que estamos projetando para mãos humanas, não apenas para armazenamento estático. Essa pequena folga dimensional é o que impede um comprador frustrado de destruir sua mercadoria.
🛠️ Mesa do Harvey: Está em dúvida se as dimensões dos seus bolsos atuais comportam seus envelopes premium? 👉 Verifique as folgas ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Quais são as dimensões ideais para um expositor?
A escala da área ocupada determina a localização da loja. Você pode projetar a arquitetura de papelão ondulado mais bonita, mas se ela violar as restrições de espaço, o gerente de recebimento a descartará.
As dimensões ideais para um expositor dependem estritamente da sua localização pretendida. Os expositores de chão devem caber dentro da área padrão de um palete GMA de 48×40 polegadas (1219,2×1016 mm), enquanto os expositores de balcão para pontos de venda devem permanecer dentro da janela de alcance frontal de 15 a 48 polegadas (381 a 1219,2 mm), em conformidade com a ADA (Lei de Acessibilidade para Americanos com Deficiências).

O sucesso de uma vitrine depende inteiramente da compreensão dos limites legais e logísticos da zona comercial específica que ela ocupa.
Como lidar com as restrições espaciais da ADA e da GMA
Uma estratégia comum para marcas emergentes é solicitar um design de exibição universal e escalável. Elas querem um expositor de chão enorme que possa ser simplesmente reduzido matematicamente em 50% para ficar perto do caixa. Essa abordagem simplista demais não leva em consideração as regras de conformidade rigorosas e específicas que regem os grandes espaços comerciais.
Imagine o espaço de vendas como um bairro com zoneamento rígido; construir a casa errada no CEP errado resulta em demolição imediata. Frequentemente, intervenho quando clientes tentam colocar um expositor de chão em escala reduzida no caixa sem ajustar a ergonomia. Se a prateleira superior do seu expositor ultrapassar o limite de alcance frontal de 1219,2 mm (48 polegadas) estabelecido pela Lei de Acessibilidade para Pessoas com Deficiência (ADA)¹², um cliente com deficiência não conseguirá acessar o produto, e o varejista estará sujeito a responsabilidade legal. O atrito resultante é enorme; o gerente da loja simplesmente remove o expositor não conforme, enterrando todo o estoque no depósito e causando uma perda total de vendas. Ao separar permanentemente os arquivos de ponto de venda (PDV) do chão dos arquivos de ponto de venda (PDV) do balcão, garanto que seu expositor esteja em conformidade com as normas do ambiente.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Tamanhos universais que se ajustam ao corpo por meio de encolhimento | Engenharia estrutural por zonas | Elimina a rejeição do varejista |
| Ignorando os limites de alcance | Rigorosa conformidade com a altura exigida pela ADA13 | Acessibilidade legal ao consumidor |
| Saliente sobre a base de madeira | Área de projeção zero da GMA14 | Sobrevive ao manuseio por empilhadeira |
Recuso-me a aprovar um arquivo estrutural até saber exatamente onde a unidade ficará na loja. Adaptar as dimensões às normas específicas protege sua campanha de estornos operacionais catastróficos.
🛠️ Harvey's Desk: Não tem certeza se a altura total do seu estabelecimento viola as rígidas normas de acessibilidade da ADA? 👉 Analise sua presença física no varejo ↗ — Sem formulários que geram ligações intermináveis de vendedores. Apenas valor puro.
Como construir um expositor?
A transição de wireframes digitais para linhas de montagem físicas expõe as variáveis ocultas da manufatura. O papelão é um material vivo, e ignorar seu ambiente físico garante gargalos na produção.
A construção de um expositor exige a transformação de recortes planos em uma arquitetura tridimensional, utilizando tolerâncias estratégicas para o inchaço por umidade, alinhamentos automatizados de encaixes e abas de intertravamento seguras. Esse protocolo preciso de montagem física garante que os componentes pesados de testliner deslizem perfeitamente uns sobre os outros, sem amassar as ranhuras internas ou exigir adesivos adicionais.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar e as leis da física ambiental entram em jogo em relação às matérias-primas.
Por que os moldes padrão falham na linha de produção?
Em escritórios corporativos com temperatura controlada, os engenheiros estruturais definem folgas de encaixe perfeitamente exatas com base na espessura absoluta do material a seco. Eles presumem que uma placa de 3,17 mm (0,12 polegadas) com ondulação B permanecerá perfeitamente estática em toda a cadeia de suprimentos global. Essa mentalidade de laboratório ignora completamente como o papel altamente poroso reage quando exposto a ambientes de armazém não controlados .
Na minha empresa, vejo rotineiramente a devastação causada por cortes de matriz perfeitamente elaborados, mas que ignoram o contexto. Quando embalagens planas de papelão ondulado são enviadas através do oceano ou armazenadas em regiões úmidas como a Flórida, o testliner 32ECT age como uma esponja, absorvendo a umidade ambiente e inchando fisicamente até 2,79 mm (0,11 polegadas) além da especificação17.Durante uma recente operação de co-embalagem, os componentes inchados de um cliente travaram completamente; o forte atrito do papelão kraft virgem úmido fez com que meus montadores amassassem as ondulações apenas tentando encaixar as prateleiras na estrutura de base. Resolvi isso projetando matematicamente uma margem de tolerância à umidade de 1 mm diretamente nas ranhuras de recebimento do ArtiosCAD antes mesmo de cortarmos uma chapa. Ao impor essa tolerância expandida, garanto que o tempo de montagem da co-embalagem diminua em 42 segundos por unidade, economizando milhares em custos inesperados de mão de obra para os clientes.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Ranhuras de paquímetro secas exatas | 1 mm de margem de umidade18 | Montagem de linha sem atrito |
| Esmagando flautas inchadas | Folgas expandidas das abas19 | Protege a resistência estrutural |
| Diminuir a velocidade da linha de co-embalagem | previsão de tolerância CAD20 | Reduz os custos indiretos com mão de obra |
Eu calibro cada corte e vinco com base no destino da remessa, e não apenas na sua aparência em laboratório. Respeitar as propriedades físicas do seu material é a única maneira de aumentar a produção em larga escala com segurança.
🛠️ Mesa do Harvey: Você sabe o teor de umidade exato do papel ondulado tipo B do seu fornecedor atual antes da litografia-laminação? 👉 Envie-me seu arquivo de corte ↗ — Vou verificar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode procurar as matérias-primas mais baratas, mas quando essa placa 32ECT sem compensação absorve a umidade do armazém e incha, o atrito estrutural massivo reduzirá a velocidade da sua linha de montagem em cerca de 30% e resultará em um prazo perdido e custoso para o varejista. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais no estágio inicial. Pare de adivinhar as tolerâncias ambientais e deixe-me pessoalmente analisar seus arquivos estruturais com minha Auditoria Prévia de Corte e Vinco gratuita ↗ para detectar esses pontos de atrito ocultos antes do início da produção em massa.
"O Guia Definitivo para o Design de Caixas de Papelão Ondulado – Powell Systems", https://www.powellsystems.com/feeds/blog/corrugated-box-design. Manual de engenharia que explica o erro de ignorar a espessura do material (calibre) no layout CAD 2D para estruturas dobradas. Papel da evidência: princípio técnico; tipo de fonte: manual de design industrial. Fundamentos: falha na modelagem de espessura zero na construção de papelão. Nota de escopo: refere-se às práticas padrão de design de embalagens. ↩
"Determinação Analítica da Rigidez à Flexão de uma Embalagem de Cinco Camadas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explicação técnica de como a tolerância à flexão e o fator K para papelão ondulado tipo B consideram o deslocamento do material durante a dobra. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamenta: a afirmação de que há consumo de material durante a dobra. Nota de escopo: aplica-se às especificações padrão de papelão ondulado .
"Embalagens de papelão ondulado com design inovador para maior durabilidade…", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Práticas padrão da indústria para aplicar compensação de espessura em modelos CAD para garantir o encaixe adequado após a dobra. Papel da evidência: verificação do processo; tipo de fonte: guia de projeto técnico. Fundamentos: uso de alargamento em CAD para absorver o raio de dobra. Nota de escopo: prática geral de projeto de embalagens. ↩
"Como calcular a tolerância de dobra e a dedução de dobra com SendCutSend", https://www.youtube.com/watch?v=0mGG4ZtC2a4. Breve explicação de como o cálculo da tolerância de dobra evita a deformação e o rasgo do material durante a dobragem. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Fundamentos: necessidade de tolerância de dobra para encaixes precisos. Observação de escopo: aplica-se a cartolina dobrável. ↩
"Projeto Ótimo de Embalagens de Papelão Ondulado de Parede Dupla – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . Breve explicação de como o ajuste de projetos CAD para levar em conta a espessura medida do material garante um encaixe preciso. Papel da evidência: validação técnica; tipo de fonte: documentação de software CAD. Apoio: o papel das medições com paquímetro na manufatura de precisão. Nota de escopo: foco em materiais de papelão rígido.
"Como a Embalagem Influencia o Sucesso de Programas de Exibição no Varejo", https://www.frankmayer.com/blog/how-packaging-shapes-retail-display-program-success/ . Breve explicação de dados empíricos comparando as velocidades de montagem de designs com compensação por paquímetro versus designs sem compensação. Papel da evidência: verificação quantitativa; tipo de fonte: estudo de caso de manufatura. Fundamentos: ganhos de eficiência com design de precisão. Nota de escopo : tempo médio por unidade.
"Guia de Tamanhos de Papel e Cartão", https://www.papercard.co.uk/paper-card-size-guide. Verificação das dimensões padrão da indústria para cartões de felicitação, a fim de garantir a precisão básica. Função da evidência: verificação factual; tipo de fonte: padrão da indústria. Baseia-se em: tamanho básico do cartão. Observação sobre o escopo: aplica-se a cartões de felicitação de tamanho padrão .
"Teste de Coeficiente de Atrito | Centro de Embalagens e Unidades de Carga…", https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Dados técnicos referentes às propriedades de atrito do papelão não revestido em embalagens para varejo. Papel da evidência: validação técnica; tipo de fonte: guia de engenharia de materiais. Fundamentos: necessidade de tolerâncias de compensação. Nota de escopo: foca em substratos de papelão bruto. ↩
"Porta-cartões | Etiquetas para lojas de varejo, lembrancinhas de casamento e mini porta-retratos", https://www.displays2go.com/Card-Holders-HP.html. Verificação das tolerâncias de engenharia padrão da indústria para embalagens de varejo, visando evitar atrito durante a extração do produto. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia de embalagens. Suportes: a margem de segurança recomendada de 0,25 polegadas para bolsos de cartão. Observação sobre o escopo: específico para displays de papelão rígido. ↩
"Encontrando o expositor perfeito para cartões de felicitação – Luminati", https://www.luminati.co.uk/blog/misc/finding-the-perfect-greeting-card-display/. As normas da indústria para expositores de ponto de venda (PDV) especificam a tolerância necessária para garantir que os produtos possam ser removidos sem grudar. Papel da evidência: especificação técnica; tipo de fonte: manual de fabricação da indústria. Suportes: folga ideal no bolso para remoção sem atrito. Nota de escopo: aplica-se a expositores de papelão padrão para varejo. ↩
"Um Guia Abrangente para Envelopes de Cartões de Felicitação – Altenew", https://altenew.com/pages/a-comprehensive-guide-to-greeting-card-envelopes?srsltid=AfmBOoq3fwgUjQ3u0H7iNzOPdzb042279dke5RhhZtqKAGPZA3PHogHt. Diretrizes técnicas de projeto para prateleiras de varejo descrevem como o ajuste da profundidade da cavidade acomoda diferentes espessuras de envelopes para evitar falhas estruturais. Papel da evidência: requisito de projeto; tipo de fonte: guia de engenharia de acessórios para varejo. Benefícios: prevenção de rasgos nas bordas das prateleiras. Observação sobre o escopo: varia de acordo com a espessura máxima do envelope. ↩
"Capítulo 3: Partes Operáveis – Access-Board.gov", https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . Uma fonte regulatória confiável, como as Normas da ADA para Design Acessível , verifica a altura máxima para alcance frontal. Papel da evidência: Especificação técnica; tipo de fonte: Norma regulatória. Baseia-se em: Altura máxima permitida para acessibilidade do produto. Nota de escopo: Aplica-se especificamente ao alcance para pessoas que usam cadeiras de rodas.
"Normas de Acessibilidade da ADA – Access-Board.gov", https://www.access-board.gov/ada/. Verificação das diretrizes da Lei dos Americanos com Deficiências (ADA) referentes ao alcance e às restrições de altura para expositores no varejo, a fim de garantir a acessibilidade legal. Papel da evidência: validação legal; tipo de fonte: regulamentação governamental. Fundamentos: a necessidade de conformidade com a altura para a acessibilidade do consumidor. Nota de escopo: concentra-se nas normas da ADA dos EUA .
"[PDF] REQUISITOS GERAIS PARA PALETES DE MADEIRA – Snap-on", https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforPalletSizesandConstruction.pdf. Verificação das dimensões de paletes da Grocery Manufacturers Association (GMA) e do requisito técnico de balanço zero para evitar danos durante o transporte com empilhadeira. Papel da evidência: especificação técnica; tipo de fonte: norma do setor. Comprova: a alegação de que a ausência de balanço evita falhas no manuseio. Observação sobre o escopo: limitado aos tamanhos de paletes padrão da GMA. ↩
"[PDF] Especificações de Papelão Ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Verificação da espessura padrão da indústria para papelão ondulado tipo B para garantir a precisão da medição. Função da evidência: especificação técnica; tipo de fonte: norma de fabricação. Suportes: Espessura de referência do material. Observação: A espessura pode variar ligeiramente conforme a qualidade. ↩
"Influência da umidade e da temperatura nas propriedades mecânicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Explicação científica de como a absorção de umidade em fibras de celulose porosas causa instabilidade dimensional no papelão. Papel da evidência: princípio científico; tipo de fonte: estudo de ciência dos materiais. Fundamentos: A necessidade de tolerâncias ao inchamento por umidade. Nota de escopo: Foca na higroscopia em materiais de embalagem. ↩
"[PDF] Efeitos do teor de umidade na resistência à compressão de caixas: FBA BCT …", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Verificação dos coeficientes de expansão higroscópica para o revestimento de teste de papelão ondulado 32ECT em condições de alta umidade. Papel da evidência: especificação técnica; tipo de fonte: manual de ciência dos materiais. Suporte: métricas específicas de intumescimento físico. Nota de escopo: as taxas de expansão podem variar de acordo com a composição da fibra e os níveis de umidade ambiente. ↩
"Resistência à Compressão de Embalagens de Papelão Ondulado com…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Especificações técnicas da indústria referentes à tolerância para expansão higroscópica no papelão para garantir o encaixe. Papel da evidência: especificação técnica; tipo de fonte: manual de fabricação. Suportes: o uso de uma camada de amortecimento de 1 mm para evitar atrito na montagem. Nota de escopo: aplicável a materiais de exibição de papelão ondulado para o varejo. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Diretrizes técnicas sobre o ajuste das dimensões das abas para evitar o esmagamento das ondulações durante a montagem devido ao inchamento do material. Papel da evidência: ciência dos materiais; tipo de fonte: guia de engenharia de embalagens. Argumenta: que folgas maiores protegem a resistência estrutural. Nota de escopo: específico para substratos de papelão ondulado.
"A Virada para a Eficiência em 2026: Da Volume à Valor – Korpack", https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOoobgQiR8VP44XFDJx6U3Myv3t9wSzbkPxFobHW9hzB-jD9O9hJX . Análise de como o planejamento proativo de tolerâncias digitais reduz erros de montagem física e os custos indiretos de mão de obra associados na terceirização de embalagens. Papel da evidência: eficiência operacional; tipo de fonte: estudo de engenharia industrial. Fundamentos: a relação entre a previsão por CAD e a redução dos custos de mão de obra . Nota de escopo: foco na transição do projeto para a linha de montagem.



