
Você deseja acabamentos de alta qualidade para seus displays de varejo, mas a terminologia confusa da gráfica muitas vezes leva a erros dispendiosos. Vamos explicar exatamente o que esse acabamento significa para sua embalagem.
O revestimento aquoso é um líquido transparente à base de água, de secagem rápida, aplicado ao papel impresso ou ao papelão ondulado para proteger a tinta e aumentar a durabilidade. Este acabamento ecológico evita arranhões durante o transporte, oferece opções visuais foscas ou de alto brilho e garante 100% de reciclabilidade em instalações de reciclagem de papel padrão em todo o mundo.

Conhecer a definição do dicionário é bom, mas entender como essa camada invisível se comporta em uma linha de produção de alta velocidade é o que realmente economiza seu orçamento.
O que é revestimento aquoso?
Se você está projetando um expositor para uma área de grande circulação no varejo, precisa de um acabamento que resista ao atrito intenso. Este revestimento é o escudo invisível que protege a identidade visual da sua marca.
O revestimento aquoso proporciona uma camada protetora líquida transparente para materiais impressos. Ao curar instantaneamente sob calor, essa camada de polímero à base de água protege as tintas delicadas contra impressões digitais, sujeira e arranhões mecânicos, mantendo uma superfície perfeitamente lisa e com toque premium, ideal para embalagens prontas para venda e displays de merchandising sofisticados.

Isso soa ótimo no papel, mas vamos falar sobre o que acontece quando você troca integridade estrutural por estética reluzente.
Como os acabamentos brilhantes mascaram perigos estruturais
Até mesmo designers experientes muitas vezes ignoram esse ponto cego ao tentar alcançar uma aparência sofisticada com um orçamento apertado. Eles presumem que laminação cosmética cara, como folhas metálicas espessas, são exigências de marketing indispensáveis para campanhas de alto padrão. Para compensar esses custos exorbitantes de acabamento, as equipes de compras às vezes reduzem secretamente a classificação de resistência ao esmagamento das bordas do papelão ondulado baseem 1 para economizar centavos por unidade.
Vejo isso constantemente no chão de fábrica. Uma marca envia um expositor de meia palete deslumbrante, com estampa metalizada, mas, como reduziram a espessura do papelão para 26 ECT (Teste de Compressão de Borda)² para poder usar a película, a unidade não tem resistência vertical. Durante a embalagem conjunta, consigo literalmente ouvir o estalo horrível das ranhuras internas cedendo quando minha equipe coloca a primeira fileira pesada de produtos engarrafados na prateleira. Em vez de depender de películas caras e pesadas que obrigam a sacrificar a densidade do papelão, exijo revestimentos aquosos de alto brilho³sobre uma base padrão virgem de 32 ECT. Esse polímero líquido atinge exatamente a mesma reflexão de luz premium, evita completamente arranhões e mantém seu orçamento intacto, para que nunca comprometamos a resistência à compressão do expositor. Isso, em última análise, evita a rejeição imediata do varejista e semanas de retrabalho manual dispendioso.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Reduzindo a qualidade da prancha para poder usar foil | Utilize um acabamento de polímero líquido de alto brilho | Impede o esmagamento da tela inferior |
| Ignorando os riscos de arranhões durante o transporte | Aplique uma camada protetora completa | Mantém as cores da marca completamente intactas |
| Sacrificar a força em prol do brilho | Manter núcleo de kraft virgem 32 ECT | Sobrevive ao transporte marítimo em dupla camada |
Sacrificar a integridade estrutural em prol de uma aparência brilhante é um caminho garantido para rejeições dispendiosas no varejo. Acabamentos líquidos inteligentes protegem tanto seus lucros quanto a resistência à compressão essencial do seu display.
🛠️ Mesa do Harvey: Não tem certeza se o acabamento de impressão atual está comprometendo a resistência à compressão da sua placa? 👉 Solicite uma Análise de Materiais ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
De que é feito o revestimento aquoso?
Segurança e conformidade são imprescindíveis quando se trata de de alimentos e bebidas . Compreender a composição química dos seus acabamentos evita grandes entraves regulatórios.
O revestimento aquoso consiste em água, celulose e polímeros sintéticos naturais que formam uma barreira líquida de secagem rápida e não tóxica. Por reduzir significativamente os compostos orgânicos voláteis em comparação com os vernizes tradicionais à base de petróleo, essa mistura aquosa é universalmente preferida para embalagens de bens de consumo seguras, em conformidade com as normas e ambientalmente responsáveis.

Saber que depende de água é apenas o ponto de partida. A verdadeira questão é entender quais substâncias químicas perigosas podem estar escondidas em fórmulas genéricas.
O Perigo Oculto na Comercialização de Produtos Alimentícios
As equipes de compras frequentemente presumem que qualquer acabamento à base de água se qualifica automaticamente como seguro para contato direto ou indireto com alimentos. Elas confiam em fichas técnicas genéricas de fornecedores sem exigir uma descrição completa dos aditivos químicos usados para acelerar o processo de secagem4.Isso cria um enorme risco ao lançar bens de consumo de giro rápido em grandes redes varejistas com auditorias rigorosas de conformidade química5.
É uma armadilha comum que pega até mesmo equipes de compras experientes. Um cliente envia uma arte final impecável para um expositor de ponta de gôndola de supermercado, completamente alheio ao fato de que a gráfica anterior utilizou vernizes com PFAS (substâncias per e polifluoroalquiladas)e artificial na pele. Em minha empresa, exijo o uso de revestimentos à base de água 100% livres de PFAS para todas as embalagens de produtos alimentícios. Ao eliminar esses "químicos eternos" e utilizar ciência de polímeros limpa, garantimos que seus displays passem com sucesso pelas rigorosas auditorias de conformidade de grandes varejistas, eliminando o risco de uma quarentena catastrófica e prejudicial à marca no centro de distribuição.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Confiar em fichas técnicas genéricas de verniz | Exigir documentação 100% livre de PFAS7 | Aprovado em rigorosas auditorias de segurança de grandes lojas |
| Utilizando barreiras de umidade baratas | Formulado com polímeros sintéticos limpos8 | Previne resíduos químicos nos produtos |
| Ignorando a proximidade do contato com os alimentos | Verifique todas as tintas e acabamentos líquidos9 | Elimina os riscos de quarentena por descumprimento das normas |
Protejo sua marca mantendo substâncias químicas tóxicas fora da minha fábrica. Quando você lança uma campanha de alimentos ou bebidas, meus protocolos de materiais limpos garantem que você nunca enfrentará uma multa regulatória exorbitante ou um lançamento sazonal atrasado.
🛠️ Mesa do Harvey: Será que suas vitrines atuais estão infringindo secretamente as mais recentes normas de conformidade química para supermercados? 👉 Solicite sua Análise de Conformidade ↗ — Faça o download com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida posteriormente.
O que é revestimento aquoso em papel?
Sustentabilidade não é apenas um termo de marketing; é uma exigência logística rigorosa. A forma como o acabamento interage com o papel subjacente determina todo o seu ciclo de vida.
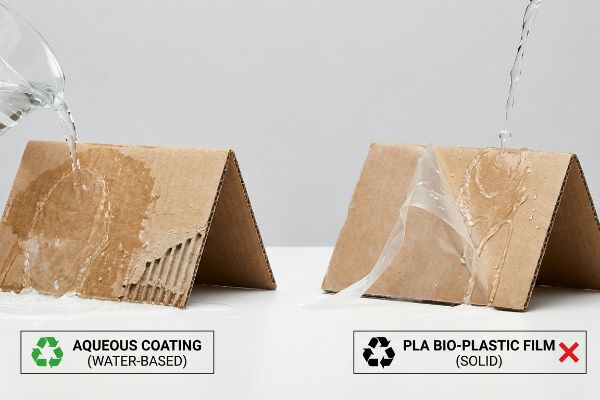
O revestimento aquoso no papel cria uma superfície monomaterial altamente protetora que permanece totalmente reciclável na coleta seletiva. Ao contrário das laminações plásticas pesadas que se ligam fisicamente às fibras, esse líquido à base de água se dissolve perfeitamente durante o processo padrão de repolpação, garantindo que os displays de varejo atendam aos rigorosos padrões de sustentabilidade corporativos e municipais em todo o mundo.
Pode parecer simples especificar apenas "ecológico", mas misturar bioplásticos inadequados com papelão ondulado bruto cria um verdadeiro pesadelo para a reciclagem.
A "armadilha de compostagem do PLA" em embalagens sustentáveis
As marcas frequentemente exigem laminação com o bioplástico PLA (ácido polilático), presumindo que esse filme à base de milho garanta total conformidade ecológica para suas campanhas de varejo com embalagens de papelão ondulado. Elas o consideram uma opção premium e ecologicamente correta para seus displays de papelão. No entanto, não levam em conta a realidade de como a gestão de resíduos municipais processa as embalagens de papelão ondulado usadas após o término da promoção.
É exatamente aqui que as campanhas bem-intencionadas falham. O PLA forma uma película física sólida que repele agressivamente a águadurante o processo padrão de repolpação. Já vi gerentes de centros de reciclagem arrancarem fisicamente uma longa e resistente tira desse bioplástico da estrutura de um display, desviando imediatamente toda a estrutura ondulada de 32 ECT direto para o aterro sanitário, pois ela entope os tanques de triagem. Para evitar isso, aplico um protocolo rigoroso de acabamento aquoso líquido sobre as películas de PLA sólido. Como essa matriz polimérica à base de água se dissolve perfeitamente sem deixar resíduos plásticos pesados,seus displays permanecem 100% recicláveis e monomateriais, atendendo instantaneamente às rigorosas cotas de sustentabilidade dos varejistas e reduzindo seus custos com matéria-prima.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Tornar obrigatório o uso de filmes de bioplástico PLA | Utilize acabamentos líquidos totalmente solúveis | Garante 100% de reciclagem na coleta seletiva |
| Ignorando os limites municipais de repolpação | Especificar a química de superfície do monomaterial | Evita penalidades por desvio de resíduos de aterro |
| Misturar plásticos rígidos com papel | Aplicar polímeros flexíveis à base de água | Atende às cotas de sustentabilidade das grandes lojas |
Eu projeto displays para que realmente sobrevivam à reciclagem, e não apenas para que pareçam ecológicos em uma apresentação corporativa de PowerPoint. Ao eliminar películas sólidas, garanto que sua embalagem passe sem problemas pela infraestrutura global de reciclagem.
🛠️ Na mesa do Harvey: Suas embalagens "sustentáveis" estão sendo rejeitadas secretamente pelos centros de reciclagem municipais comuns? 👉 Faça sua auditoria de materiais ecológicos ↗ — Sem formulários que geram ligações intermináveis de vendedores. Só valor agregado.
O que é revestimento aquoso em cartões de visita?
Embora as gráficas comerciais utilizem esse acabamento para ferramentas de rede de bolso, ampliar essa mesma composição química para um display de varejo de grandes dimensões introduz um atrito considerável na fabricação.
O revestimento aquoso em cartões de visita proporciona um acabamento tátil aveludado e resistente a arranhões, sem a utilização de películas plásticas não recicláveis. Esta aplicação líquida de toque suave melhora a percepção da marca, oferece uma estética fosca sem brilho e garante que os materiais impressos para redes sociais permaneçam totalmente compostáveis e em conformidade com os padrões ambientais corporativos modernos.

Obter uma textura suave e aveludada em um pequeno cartão de 88,9 mm (3,5 polegadas) é fácil, mas eis a dura realidade quando se tenta aplicar esse mesmo acabamento tátil a um expositor de varejo de 127 cm (50 polegadas)..
Por que os acabamentos táteis padrão falham no chão de fábrica
Os compradores costumam adorar a sensação suave e luxuosa dos cartões de visita premium e imediatamente pedem ao seu fornecedor de embalagens que envolva toda a sua exposição em paletes com a mesma laminação térmica de toque suave. Eles presumem que uma simples troca de material elevará sem esforço a presença física da sua marca em um corredor lotado. Infelizmente, eles ignoram a tensão física e a química óptica¹²que ocorrem ao esticar estruturas de polímero biaxialmente orientadas¹³em grandes folhas de papelão ondulado poroso.
Na minha empresa, vejo rotineiramente os resultados desastrosos quando os designers aplicam laminação térmica em substratos de papelão ondulado de grande formato. A estrutura microscópica desse filme de toque suave age como um vácuo que absorve a luz e, quando meço a saída sob iluminação D50, ela escurece inerentemente os pigmentos CMYK (Ciano, Magenta, Amarelo e Cores) impressosmassivas na conformidade com o Delta-E. Além disso, o filme rígido introduz tensão superficial que força os painéis planos a se curvarem para dentro, como uma batata frita. Analisei as leituras do espectrofotômetro e comprovei que não precisava de filmes plásticos caros e propensos a deformações — eu só precisava mudar para uma aplicação aquosa de toque suave. Ao usar esse acabamento aveludado líquido, garanto precisão de cor perfeita para o varejo, elimino completamente a deformação por umidade e asseguro que o tempo de montagem da embalagem seja reduzido em cerca de 15%,pois as placas permanecem perfeitamente planas e sem atrito.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Aplicação de películas térmicas de toque suave | Dê preferência aos acabamentos líquidos de toque suave | Elimina a deformação dos painéis causada pela umidade16 |
| Ignorando o efeito de escurecimento óptico | Pré-teste de pigmentos sob iluminação D5017 | Garante a precisão das cores da marca |
| Envolver tábuas grandes em plástico rígido | Utilizar matrizes flexíveis de polímeros líquidos18 | Acelera o tempo de co-embalagem física |
Monitoro as micromedidas para que você não precise lidar com os grandes desastres. Controlando a composição química exata do acabamento tátil, entrego uma estética de luxo que realmente resiste à logística acelerada de armazéns.
🛠️ Mesa do Harvey: Seu último lote de embalagens premium sofreu com escurecimento severo da cor e painéis deformados? 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor que mascara papelão ECT 26 barato com uma folha brilhante, mas quando essas ranhuras frágeis inevitavelmente se deformam em um armazém úmido, isso causa falhas estruturais graves que levam a rejeições imediatas por parte dos varejistas e eliminam completamente a margem de lucro do seu projeto. Esta é a ficha técnica exata que meus 10 principais clientes varejistas usam para garantir zero rejeições de impressão. Pare de arriscar a integridade estrutural do seu projeto com acabamentos genéricos e deixe-me analisar pessoalmente sua arte com minha Auditoria de Corte e Vinco gratuita ↗ para detectar incompatibilidades fatais de materiais antes do início da produção em massa.
"[PDF] Teste Mullen vs. Teste de Compressão de Borda para Caixas – Crown Packaging Corp.", https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf. [Um guia da indústria sobre engenharia de embalagens explicaria como a redução da classificação do Teste de Compressão de Borda (ECT) diminui os custos de material, sacrificando a resistência à compressão vertical]. Papel da evidência: verificação técnica; tipo de fonte: norma de engenharia. Apoia: práticas de redução de custos na aquisição de papelão ondulado. Nota de escopo: limitado a embalagens de papelão ondulado. ↩
"Guia de Resistência de Caixas de Papelão Ondulado: Tipos de Ondas, Classificações ECT e Espessura da Parede…", https://anchorbox.com/corrugated-box-strength/. [As normas de engenharia de embalagens definem a relação entre as classificações ECT e a resistência à compressão vertical do papelão ondulado]. Papel da evidência: Métrica técnica; tipo de fonte: Norma da indústria de embalagens. Fundamenta: A afirmação de que valores ECT mais baixos reduzem a capacidade de carga vertical. Nota de escopo: Específico para normas de papelão ondulado. ↩
"Quais revestimentos funcionam melhor para embalagens de cartão dobráveis? – PopDisplay", https://popdisplay.me/what-coatings-work-best-for-folding-carton-packaging/. [Fichas técnicas ou guias de ciência dos materiais devem demonstrar as propriedades de resistência à abrasão e os índices de reflexão de luz de polímeros aquosos de alto teor de sólidos em comparação com filmes de laminação]. Papel da evidência: Especificação técnica; tipo de fonte: Ficha técnica da indústria. Suporte: Equivalência de desempenho e estética de revestimentos aquosos. Nota de escopo: Foca em aplicações de displays de varejo. ↩
"Equilibrando Funcionalidade e Segurança em Revestimentos para Embalagens de Alimentos – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12896733/ . A literatura técnica sobre emulsões poliméricas aquosas identifica os agentes coalescentes e surfactantes específicos usados para acelerar a evaporação e a formação de filmes. Papel da evidência: verificação técnica; tipo de fonte: periódico de ciência dos materiais. Apoia: a afirmação de que aditivos químicos específicos são usados para otimizar a secagem em acabamentos à base de água. Nota de escopo: foco em revestimentos poliméricos à base de água.
"Materiais de Embalagem para Carnes e Aves | Segurança e Inspeção de Alimentos…", http://www.fsis.usda.gov/food-safety/safe-food-handling-and-preparation/food-safety-basics/meat-and-poultry-packaging . Manuais de conformidade corporativa para grandes varejistas detalham as certificações químicas obrigatórias e as auditorias de terceiros exigidas para embalagens em contato com alimentos. Papel da evidência: verificação de padrões da indústria; tipo de fonte: guia de conformidade regulatória. Apoia: a existência de processos de auditoria rigorosos para embalagens de bens de consumo de massa. Nota de escopo: específico para ambientes de varejo em larga escala.
"Desenvolvimento de uma Matriz de Risco para Avaliação de PFAS em Embalagens de Alimentos", https://pmc.ncbi.nlm.nih.gov/articles/PMC13074049/. Documentação técnica ou relatórios regulatórios podem comprovar a aplicação química de substâncias per e polifluoroalquiladas em embalagens para repelência à água e gordura. Papel da evidência: verificação técnica; tipo de fonte: agência reguladora ou estudo científico. Fundamentos: O uso de PFAS como barreira contra umidade em revestimentos. Nota de escopo: Foca em práticas históricas da indústria e proibições emergentes .
"Usos autorizados de PFAS em aplicações de contato com alimentos – FDA", https://www.fda.gov/food/process-contaminants-food/authorized-uses-pfas-food-contact-applications . [Uma fonte confiável sobre regulamentações químicas ou normas de segurança do varejo confirmará a necessidade de certificações de ausência de PFAS para aprovação em auditorias de segurança comerciais]. Função da evidência: Validação; tipo de fonte: Norma regulatória. Fundamentos: Necessidade de documentação de ausência de PFAS. Observação sobre o escopo : Aplica-se a normas de grandes varejistas.
"Materiais de Embalagem de Alimentos Sustentáveis à Base de Biopolímeros – PMC – NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC10297947/. [Documentação técnica sobre ciência de polímeros confirmará que polímeros sintéticos específicos são usados para minimizar a migração química e resíduos nos produtos]. Papel da evidência: Verificação técnica; tipo de fonte: Periódico de ciência de materiais. Apoia: Uso de polímeros sintéticos limpos. Nota de escopo: Específico para formulação de barreira contra umidade .
"Regulamentos da UE sobre Materiais em Contato com Alimentos para Tintas e Embalagens", https://www.inxinternational.com/blog/eu-food-contact-material-regulations-inks-packaging. [Os regulamentos da FDA ou da UE sobre materiais em contato com alimentos especificam a necessidade de verificar tintas e acabamentos para evitar contaminação química e riscos de não conformidade]. Função da evidência: Conformidade regulatória; tipo de fonte: Diretrizes de agências governamentais. Suporte: Verificação de tintas e acabamentos. Nota de escopo: Foca na proximidade do contato com alimentos. ↩
"Revestimento de papel reciclável e biodegradável com funcionalizado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/. [Dados técnicos de ciência dos materiais confirmariam que o PLA cria uma barreira hidrofóbica que resiste à degradação durante o processo padrão de polpação hidráulica]. Papel da evidência: verificação técnica; tipo de fonte: periódico de ciência dos materiais. Apoia: a alegação de que o PLA dificulta o processo de reciclagem de papel. Nota de escopo: aplica-se especificamente a instalações padrão de repolpação porta a porta .
"Como saber se sua embalagem de papel é reciclável", https://sustainablepackaging.org/wp-content/uploads/2023/01/SPC_Paper-Pkg-Report_FINAL.pdf. [Os padrões da indústria para revestimentos aquosos demonstram como os polímeros dispersíveis em água se decompõem durante o processo de repolpação para manter a pureza da fibra]. Papel da evidência: verificação técnica; tipo de fonte: relatório técnico da indústria de embalagens. Apoia: a afirmação de que os revestimentos aquosos são mais sustentáveis do que os filmes de PLA. Nota sobre o escopo: a eficácia pode variar de acordo com a formulação específica do polímero .
"[PDF] Distorção Óptica em Vidro Laminado com Vidro Tratado Termicamente…", https://mankowindowsystems.com/down/Heat-Treated/2-Optical%20Distortion%20in%20Heat-Treated%20Laminated%20Glass.pdf. [Um manual de engenharia de embalagens explica como a disparidade na energia superficial e na elasticidade entre filmes finos de polímero e papelão ondulado poroso cria tensão mecânica e artefatos visuais]. Papel da evidência: Explicação técnica; tipo de fonte: Manual de engenharia. Apoio: Os mecanismos de falha da laminação em escala para telas grandes. Nota de escopo: Foca na interação substrato-filme. ↩
"Impactos do Tratamento Térmico na Morfologia do Filme em Polímeros Biorientados…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12174661/. [Um manual de ciência dos materiais ou da indústria gráfica confirma que laminados térmicos com toque suave são tipicamente compostos de polímeros biorientados, como o BOPP, para garantir resistência e transparência]. Papel da evidência: Especificação técnica; tipo de fonte: Norma industrial. Suporte: Composição do material de laminados táteis. Nota de escopo: Específico para substratos de filmes térmicos. ↩
"O que é laminação Soft Touch em embalagens? Um guia detalhado", https://shoprigidboxes.com/what-is-soft-touch-lamination/?srsltid=AfmBOoraXNXUbrg-erSOJ6PN3jEl2Ffm7Q2Ik_N6pKMXIrJM42UkRY0l. [Um recurso de ciência das cores ou um padrão da indústria gráfica documentaria as propriedades de absorção de luz de filmes soft touch e a consequente alteração nos valores de pigmento CMYK]. Papel da evidência: especificação técnica; tipo de fonte: padrão da indústria. Suporte: escurecimento do pigmento e falha Delta-E. Nota de escopo: Os resultados dependem da opacidade do filme e da cor do substrato .
"Como a Embalagem Influencia o Sucesso de Programas de Exibição no Varejo", https://www.frankmayer.com/blog/how-packaging-shapes-retail-display-program-success/. [Estudos de engenharia industrial sobre montagem de embalagens correlacionariam a planicidade do substrato com a redução do tempo de trabalho e dos erros de montagem]. Papel da evidência: métrica de desempenho; tipo de fonte: white paper de manufatura. Fundamentos: eficiência do tempo de montagem. Nota de escopo: 15% é uma estimativa representativa para displays de varejo de papelão ondulado. ↩
"Toque Suave: Revestimento vs. Laminação – Uma Comparação Abrangente", https://urgentboxes.com/blog/soft-touch-coating-vs-soft-touch-lamination . [Fontes da indústria gráfica e da ciência dos materiais explicam como os revestimentos líquidos evitam a retenção de umidade e a consequente deformação do substrato, associadas às películas de laminação térmica em painéis de grandes dimensões]. Papel da evidência: validação técnica; tipo de fonte: guia de fabricação. Apoia: transição para acabamentos líquidos. Nota de escopo: específico para displays de varejo de grande formato.
"Condições de iluminação padrão para impressoras de grande formato e seus diversos mercados...", https://www.fespa.com/en/news-media/standard-lighting-conditions-for-wide-format-printers-and-their-many-markets/. [A norma ISO 3664 define D50 como o iluminante padrão da indústria para artes gráficas, garantindo uma avaliação de cores consistente em diferentes ambientes de visualização]. Função da evidência: padrão da indústria; tipo de fonte: norma ISO. Apoia: precisão de cores da marca. Nota de escopo: padrão global para impressão. ↩
"Os Mecanismos de Migração de Monômeros em Embalagens Plásticas de Alimentos…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10529129/. [Dados de engenharia industrial sobre a aplicação de polímeros em linhas de montagem demonstram que matrizes líquidas flexíveis reduzem o tempo de manuseio manual e o atrito físico durante a co-embalagem em comparação com embalagens plásticas rígidas]. Papel da evidência: eficiência do processo; tipo de fonte: estudo de engenharia industrial. Argumentos: velocidade de co-embalagem. Nota de escopo: aplica-se à montagem em larga escala no varejo .



