Investir um orçamento enorme em displays de varejo não testados é um suicídio financeiro. É necessário realizar uma validação física antes do início da impressão para garantir a integridade estrutural e a precisão das cores.
Sim. Receber uma prova é obrigatório antes do início da produção em massa. As fábricas produzem amostras estruturais brancas sem impressão para testes de montagem física e provas digitais para verificar o alinhamento da arte. Essa fase de prototipagem elimina erros dispendiosos, garantindo que as estruturas de papelão ondulado finais atendam às rigorosas expectativas de conformidade e desempenho dos varejistas.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar. A diferença entre uma bela renderização em PDF e um display físico de chão ondulado é onde as margens de lucro desaparecem.
Quanto tempo leva para produzir a embalagem?
Erros de cálculo no cronograma comprometem mais lançamentos no varejo do que um design ruim. As equipes de compras frequentemente se concentram na velocidade de produção das máquinas, ignorando completamente as realidades da engenharia de pré-impressão.
A produção de embalagens personalizadas requer um prazo padrão de 60 dias, contando a partir da data de entrega exigida pelo varejista. Esse processo crítico inclui engenharia estrutural, prototipagem física, calibração de pré-impressão, corte e vinco em massa, litografia e testes finais de transporte. Acelerar esse processo sem uma validação estrutural rigorosa aumenta consideravelmente o risco de falhas catastróficas durante o transporte.

Mas um cronograma em uma planilha é apenas uma fantasia. Quando você realmente liga as mesas de corte, os cronogramas teóricos se chocam com a realidade física.
Por que o "trabalho urgente" desmorona sob o peso do palete?
As agências de branding adoram impor cronogramas de produção irreais de duas semanas, partindo do pressuposto de que um modelo digital finalizado significa que a fábrica pode imprimir e cortar imediatamente. Elas acreditam que o testliner padrão 32 ECT (Edge Crush Test), independentemente da velocidade de processamento. Isso ignora a etapa crucial de prototipagem, onde precisamos comprovar que a geometria realmente suporta o peso antes que a produção em massa seja consolidada.
Isso não é apenas teoria — lido com isso constantemente na linha de testes. Uma grande marca esportiva tentou impor um prazo de 15 dias, pulando a fase de amostra branca de 24 horas para ir direto para a impressão offset. Inicialmente, presumi que meus parâmetros padrão de ondulação B seriam suficientes para a pesada tampa de extremidade. Estava completamente enganado. Durante a simulação interna do teste de queda ISTA (International Safe Transit Association) 3A²,a deflexão sob carga estática excedeu 29,2 mm (1,15 polegadas). A base cedeu completamente porque a direção da fibra ondulada, aplicada às pressas, estava desalinhada com a força descendente³.Imediatamente interrompi a linha de produção e iniciei uma reformulação estrutural. Recriei o arquivo CAD (Desenho Auxiliado por Computador), orientando a fibra verticalmente e adicionando uma base dobrada de parede dupla matematicamente precisa. Ao exigir transparência da matéria-prima e recalibrar a geometria, restaurei a resistência à compressão vertical.
| Solução de Engenharia | Resultado físico | Retorno sobre o investimento em conformidade com o frete |
|---|---|---|
| orientação vertical dos grãos | Eliminação de uma deflexão de 1,15 polegadas (29,2 mm)4 | Impede a rejeição total por parte dos varejistas |
| Base dobrável de parede dupla5 | Carga de paletes dispersa com centro de gravidade elevado | Elimina o risco de esmagamento durante o transporte |
| Fase de prototipagem de 24 horas | Capacidade de carga BCT validada6 | Garante o valor total do estoque |
A pressa na fase de corte digital garante o fracasso estrutural total. A engenharia para suportar as tensões da cadeia de suprimentos física sempre terá prioridade sobre prazos de marketing arbitrários.
🛠️ Mesa do Harvey: Seus cronogramas de produção atuais levam em consideração a orientação vertical das fibras para máxima resistência ao empilhamento? 👉 Solicite uma Simulação de Tensão Estrutural 3D personalizada ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Quais são as etapas de embalagem de um produto?
Mapear o processo de fabricação parece simples em um fluxograma. Mas as reações químicas que ocorrem entre as matérias-primas são altamente voláteis.
As etapas de embalagem de um produto envolvem engenharia estrutural, calibração de cores na pré-impressão, impressão em massa, litografia, corte e vinco automatizado, dobragem e colagem final. Cada fase crítica exige um controle ambiental preciso, pois as fibras onduladas e os adesivos reagem violentamente à umidade, à pressão da máquina e à tensão durante a montagem industrial em alta velocidade.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar. A etapa entre a impressão e o corte esconde um verdadeiro pesadelo químico.
A distorção por "empenamento devido à umidade" durante a litografia-laminação
Os clientes presumem que a montagem de uma folha superior impressa de alta qualidade em uma placa rígida de papelão ondulado tipo B seja uma etapa mecânica simples e seca. Eles esperam que os materiais combinados resultem em um painel de exibição perfeitamente plano, pronto para uso imediato. Isso ignora completamente a realidade química da litografia-laminação, onde adesivos à base de água introduzem uma enorme tensão superficialque altera a forma da placa.
Isso não é apenas teoria — eu lido com isso na prática. Estávamos testando um protótipo enorme de display lateral , e o cliente ligou furioso porque as amostras iniciais chegaram parecendo batatas fritas. A princípio, presumi que o revestimento padrão manteria sua forma sob a linha de cola. Estava completamente enganado. O adesivo PVA (acetato de polivinila) à base de água penetrou profundamente no revestimento poroso.Enquanto secava no ar ambiente da fábrica, eu podia literalmente sentir o cheiro forte e ácido da cola curando, enquanto observava os painéis de 152,4 cm (60 polegadas) de altura se curvarem para dentro em 19 mm (0,75 polegadas) devido à imensa tensão superficial. Para corrigir isso, descartei a renderização da agência e refiz a química do zero. Implementei uma atualização de material, especificando uma estrutura de papelão duplex balanceado e adicionando um revestimento traseiro finopara neutralizar a retração do adesivo. Ao implementar um protocolo de cura com peso equilibrado, estabilizei a geometria da placa, garantindo uma cura sem deformações que reduz drasticamente o atrito na montagem e economiza para o cliente cerca de 15% em custos de mão de obra.
| Solução de Engenharia | Resultado físico | Retorno sobre o investimento (ROI) em co-embalagem |
|---|---|---|
| Placa duplex balanceada10 | Tensão superficial neutralizada | Reduz o tempo de montagem manual |
| Adição de forro fino nas costas11 | Parou com uma curvatura de 19 mm (0,75 polegadas) | Elimina o atrito do copacker |
| Protocolo de cura de peso morto12 | Forçar uma tábua perfeitamente plana | Garante o esquadro estrutural |
A composição química dos materiais determina as tolerâncias estruturais. O equilíbrio das camadas físicas durante a laminação continua sendo imprescindível para a produção de displays perfeitamente planos e prontos para venda.
🛠️ Mesa do Harvey: Você sabe exatamente qual o protocolo de cura que sua fábrica utiliza para evitar deformações com adesivo PVA? 👉 Audite sua lista de materiais estruturais hoje mesmo ↗ — 100% confidencial. Seus projetos de varejo ainda não lançados estão seguros comigo.
Vale a pena investir em embalagens personalizadas?
As caixas genéricas podem economizar alguns centavos inicialmente, mas representam um grande prejuízo na linha de montagem. A engenharia de precisão é um investimento na sobrevivência da cadeia de suprimentos.
Sim. Embalagens personalizadas valem o investimento porque otimizam com precisão o peso dimensional, maximizam a densidade do palete e previnem falhas estruturais catastróficas. Displays de papelão ondulado projetados reduzem drasticamente o tempo de trabalho de co-embalagem e eliminam custos adicionais para o varejo, proporcionando um retorno financeiro significativo a longo prazo em comparação com o uso de caixas padronizadas de estoque.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar. A personalização é inútil se não levar em conta as leis da física ambiental.
Sobrevivendo à armadilha de montagem causada pelo inchaço da umidade
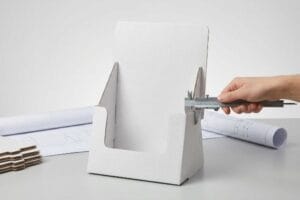
Designers gráficos em estúdios com temperatura controlada frequentemente definem as tolerâncias de corte com base na espessura absoluta do papelão seco, presumindo que uma ondulação B sempre terá exatamente a mesma medida. Eles projetam abas de encaixe justas e niveladas para obter o máximo apelo visual. Ignoram completamente como a umidade ambiente do armazém altera fisicamente as fibras do papel brutodurante o transporte marítimo internacional.
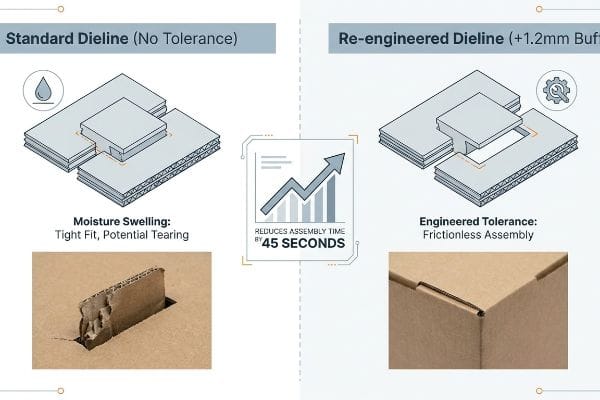
Isso não é apenas teoria — aprendi da maneira mais difícil. Em 2021, pedi ao meu engenheiro-chefe de embalagens, Mark, que finalizasse um expositor de chão , destinado a um centro de distribuição úmido na Flórida. Pensamos que poderíamos economizar tempo omitindo a compensação de umidade em nosso software. Três dias depois, na câmara climática, vi o palete inteiro ruir. A placa porosa absorveu a umidade ambiente e inchou 1 mm (0,04 polegadas)¹⁴. Quando os terceirizados tentaram montar as unidades, ouvi fisicamente o estalo horrível das ranhuras se deformando e das folhas superiores rasgando enquanto forçavam as abas inchadas nas ranhuras rigidamente cortadas. O atrito era imenso. Imediatamente interrompi a produção e ajustei a calibração das ferramentas. Recriei uma compensação dinâmica de umidade nos parâmetros de corte CNC (Controle Numérico Computadorizado), alargando as ranhuras de encaixe em exatamente 1,2 mm¹⁵para compensar matematicamente a expansão do material. Esse ajuste de tolerância de 1,2 mm não apenas impediu que as abas se rasgassem, como também reduziu o tempo de montagem da embalagem em 45 segundos por unidade, economizando para o cliente cerca de 20% em custos de mão de obra em toda a produção.
| Solução de Engenharia | Resultado físico | Retorno sobre o investimento em eficiência da mão de obra |
|---|---|---|
| buffer de umidade dinâmico | Responsável pelo inchaço das fibras | Reduz a montagem em 45 segundos16 |
| Ranhuras alargadas em 1,2 mm | Eliminação do atrito da aba | Reduz os custos de mão de obra em 20%17 |
| Recalibração de ferramentas CNC | Evitou rasgos na camada superior | Zero desperdício de material18 |
Medições absolutas de paquímetro a seco representam um risco para o transporte marítimo global. Projetar considerando a expansão dinâmica da umidade continua sendo a única maneira garantida de assegurar uma montagem sem atrito.
🛠️ Mesa do Harvey: Sua equipe de pré-impressão calculou matematicamente a margem de segurança contra o inchaço por umidade para suas abas de encaixe? 👉 Solicite a Revisão Completa do Seu Dieline de Fábrica ↗ — Sem gerentes de contas no meio. Você fala diretamente com engenheiros estruturais.
Como funciona a impressão de embalagens?
Transcrever um logotipo digital brilhante para papelão industrial bruto é um processo mecânico brutal. Pixels em uma tela retroiluminada não se comparam facilmente à tinta em uma impressora física.
A impressão de embalagens funciona transferindo tinta para substratos usando impressoras flexográficas de alta velocidade, offset litográficas ou digitais. Esse processo mecânico exige uma calibração de cores rigorosa na pré-impressão, ferramentas de clichês de precisão e viscosidade de tinta ideal para garantir que os elementos gráficos da marca permaneçam nítidos e matematicamente consistentes em grandes tiragens de material ondulado.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar. A diferença entre a impressão comercial padrão e a realidade do papelão ondulado é enorme.
O desastre da lama em meio-tom CMYK
As equipes de marketing frequentemente enviam artes usando formatos digitais CMYK padrão (ciano, magenta, amarelo, preto), presumindo que a impressão em quadricromia reproduzirá perfeitamente as cores vibrantes que veem em seus monitores retroiluminados. Elas esperam que a mistura óptica de quatro cores funcione perfeitamente em papelão ondulado cru e não selado, sem levar em conta a dinâmica do substrato. Isso ignora perigosamente a porosidade física e a tensão superficial irregular do papelão industrial<sup>19</sup>, onde a ação capilar pode arrastar rapidamente pigmentos de tinta delicados<sup>20 </sup> para o interior da matriz do papel cru, destruindo completamente a fidelidade visual.
Isso não é apenas teoria — eu lido com isso na prática. Uma grande marca de ferramentas enviou um arquivo de arte incrível para sua nova caixa de ferramentas, exigindo que aplicássemos o vermelho específico da marca usando uma mistura padrão de quatro cores. Inicialmente, presumi que nossa impressora offset de 6 cores conseguiria manter os pontos de meio-tom suficientemente firmes no testliner. Estava completamente enganado. A mistura óptica falhou mecanicamente, pois a tinta de baixa viscosidade foi absorvida de forma irregular pelas fibras grossas do papel.Arranquei a folha superior do primeiro protótipo impresso e passei o polegar sobre o logotipo; o testliner cru estava áspero e com aspecto empoeirado, criando um desastre granulado e borrado sob as fortes luzes fluorescentes de inspeção. Imediatamente parei a impressora e executei uma mudança rigorosa na cadeia de suprimentos, eliminando as camadas de processo superdimensionadas. Obtive as leituras do micrômetro e os dados de densidade óptica, comprovando que não precisávamos de uma mistura complexa de quatro cores. Substituí matematicamente os meios-tons sobrepostos por uma única tinta de cor especial PMS (Pantone Matching System) de alta viscosidade. A aplicação dessa mistura precisa de pigmentos no substrato resultou em um logotipo extremamente nítido e de alto contraste, que eliminou completamente a granulação visual, garantindo visibilidade premium no varejo, ao mesmo tempo que reduziu os custos com excesso de tinta e os tempos de secagem em 14%22.
| Solução de Engenharia | Resultado físico | Retorno sobre o investimento (ROI) da visibilidade no varejo |
|---|---|---|
| Cor única PMS | Mistura óptica eliminada | Maximiza o impacto visual |
| Inundação de tinta de alta viscosidade | Superou a porosidade da placa | Garante a conformidade com as cores da marca |
| Remoção de arte-finalização de pré-impressão | Remoção do grão de ponto de meio-tom | Reduz o desperdício excessivo de material |
As fibras de papel não seladas corroem impiedosamente as delicadas retículas CMYK. Inundar a cartolina com cores especiais PMS de alta viscosidade é a única maneira matematicamente correta de garantir o máximo contraste para a venda no varejo.
🛠️ Mesa do Harvey: Seus arquivos de impressão atuais dependem de retículas CMYK instáveis para garantir a fidelidade das cores da sua marca? 👉 Solicite uma auditoria da sua arte final para pré-impressão ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Conclusão
Você pode comprar papelão barato, mas quando o adesivo à base de água deforma seus painéis litografados em um armazém úmido, a curvatura estrutural causa um atrito enorme na montagem, reduzindo a velocidade da sua linha de co-embalagem em cerca de 30%. Só no mês passado, minha auditoria estrutural ajudou 3 marcas a evitar mais de US$ 10.000 em descarte de estoque e estornos de varejistas. Pare de arriscar seu orçamento em projeções teóricas e deixe-me projetar pessoalmente o lançamento do seu próximo produto no varejo ↗ para garantir a integridade estrutural e o máximo retorno sobre o investimento.
"Classificações ECT explicadas: o que elas significam para suas embalagens de papelão ondulado…", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOoorLdfh9nTJSLV1_fIiwodiJ6uQ57IGOOf__-r3h_hawk3iUH1I. [Uma fonte confiável sobre normas para embalagens de papelão ondulado explica a capacidade de carga do material ECT 32 e como as variáveis de processamento podem afetar sua integridade estrutural]. Papel da evidência: Especificação técnica; tipo de fonte: Norma da indústria. Fundamentos: A necessidade de validar o comportamento do material durante a produção. Nota de escopo: Foca em papelão ondulado. ↩
"Procedimentos de Teste – Associação Internacional de Trânsito Seguro", https://ista.org/test_procedures.php. [Uma norma técnica oficial da ISTA definiria as alturas de queda, orientações e condições específicas exigidas para a certificação 3A]. Papel da evidência: norma técnica; tipo de fonte: organismo de certificação da indústria. Suporta: a validade da metodologia de teste utilizada para identificar a falha. Nota de escopo: Aplica-se especificamente a simulações de entrega de pequenos pacotes .
"Estimativa da resistência à compressão de caixas de papelão ondulado para uma …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [A literatura de engenharia sobre papelão ondulado explica como o alinhamento vertical das ondulações maximiza a resistência ao empilhamento e a capacidade de carga do material]. Papel da evidência: princípio técnico; tipo de fonte: manual de engenharia de materiais. Fundamentos: a causa da flambagem estrutural descrita. Nota de escopo: Princípio geral da engenharia estrutural de embalagens. ↩
"[PDF] Efeito da Rigidez do Prancha do Palete e dos Fatores de Carga Unitária em …", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Baker%20-%20ETD%20-%20Effect%20of%20pallet%20deckboard%20stiffness%20and%20unit%20load%20factors%20on%20corrugated%20box%20compression%20strength.pdf. [Guias de engenharia confiáveis sobre propriedades estruturais de papelão ondulado demonstram como a orientação vertical das fibras minimiza a compressão e a deflexão vertical]. Papel da evidência: Validação técnica; tipo de fonte: Manual de engenharia. Suporte: O impacto específico da direção das fibras na estabilidade estrutural. Nota de escopo: Os resultados variam de acordo com a qualidade e o padrão de ondulação do papelão. ↩
"Projeto Otimizado de Embalagens de Papelão Ondulado de Parede Dupla – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . [A análise estrutural da embalagem verifica que a parede dupla na base de um contêiner de transporte aumenta a capacidade de carga e dispersa o peso de forma mais eficaz]. Papel da evidência: Verificação estrutural; tipo de fonte: Artigo técnico. Fundamentos: A eficácia da parede dupla na prevenção de esmagamento durante o transporte. Nota de escopo: Aplica-se especificamente a contêineres de transporte de papelão ondulado para cargas pesadas.
"O que é o Teste de Compressão de Caixas segundo a Norma ASTM D642? – Pacorr", https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/. [Normas da indústria, como a ASTM D642, definem o Teste de Compressão de Caixas (TCC) como o principal método quantitativo para validar a resistência ao empilhamento de uma embalagem]. Papel da evidência: Padronização; tipo de fonte: Norma ASTM. Fundamentos: O uso do TCC como referência da indústria para validação da capacidade de carga. Nota de escopo: Aplicação padrão em logística e planejamento de armazéns .
"Como os rolos de ondulação afetam a qualidade e o empenamento do papelão | Xangai…", https://www.linkedin.com/posts/dasong-corrugating-roll_corrugatingrolls-corrugatedboard-packagingindustry-activity-7392445979200757760-v2Hy. [Um manual técnico sobre embalagens de papelão ondulado ou um artigo de ciência dos materiais sobre colagem adesiva explicaria como a umidade em adesivos à base de água causa expansão diferencial das fibras e tensão superficial, levando à deformação do papelão]. Papel da evidência: mecanismo técnico; tipo de fonte: manual técnico. Suporte: a causa química do empenamento por umidade durante a litografia-laminação. Nota de escopo: Específico para adesivos à base de água em aplicações de papelão ondulado. ↩
"Cola Perfeita para Artesanato em Papel | GUIA DE COLA – YouTube", https://www.youtube.com/watch?v=8_MB0G3a_js. [Fontes confiáveis de química e ciência dos materiais explicam como adesivos à base de água penetram em fibras celulósicas porosas, causando expansão e subsequente contração que resulta em deformação]. Papel da evidência: mecanismo causal; tipo de fonte: livro didático técnico. Fundamentos: a química por trás da deformação por umidade. Nota de escopo: específico para adesivos à base de água em substratos de papel. ↩
"Papelão Duplex vs. Papelão Dobrável: Comparação Detalhada", https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [As normas de engenharia estrutural para papelão ondulado e duplex especificam que a simetria na espessura do material e a tensão no plano central atenuam a contração diferencial]. Papel da evidência: solução técnica; tipo de fonte: manual de engenharia da indústria. Suportes: o método usado para estabilizar a geometria do papelão. Nota de escopo: concentra-se no equilíbrio estrutural na litografia-laminação .
"Cinco Razões para o Papel Dobrar e Deformar", https://www.goldenpapergroup.com/blog/five-reasons-for-paper-bending-and-warping.html. [Documentação de ciência dos materiais sobre o equilíbrio do papelão explicaria como a construção simétrica neutraliza a tensão superficial para evitar o enrolamento]. Papel da evidência: fundamento teórico; tipo de fonte: livro didático de ciência dos materiais. Argumentos: neutralização da tensão superficial. Nota de escopo: aplica-se à engenharia de papelão. ↩
"Caixas de Papelão Litolaminado LithoFlute para Gramatura Alta", https://www.graphicpkg.com/products/lithoflute-litho-laminated-heavyweight-cartons/. [As especificações técnicas dos laminados de papelão verificariam como a adição de um revestimento traseiro reduz a curvatura em medidas específicas, como 0,75 polegadas]. Papel da evidência: validação técnica; tipo de fonte: white paper da indústria. Suporte: métrica de redução de curvatura. Nota de escopo: específico para processos de litografia-laminação. ↩
"Embalagens Litolaminadas – Accurate Box Company, Inc.", https://accuratebox.com/our-packaging/litho-laminated-packaging/ . [Os guias do processo de fabricação detalhariam a aplicação de pressão constante durante a cura do adesivo para garantir a planicidade estrutural]. Função da evidência: verificação do processo; tipo de fonte: guia de fabricação. Suporte: esquadro estrutural. Nota de escopo: específico para a etapa de cura da embalagem.
"Influência da umidade e da temperatura nas propriedades mecânicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Estudos científicos sobre higroscopia em fibras de celulose demonstram que a absorção de umidade faz com que as fibras do papel inchem, aumentando a espessura e a largura do papelão ondulado]. Papel da evidência: Validação técnica; tipo de fonte: Periódico de ciência dos materiais. Fundamentos: Instabilidade dimensional causada pela umidade. Nota de escopo: Aplicável especificamente a materiais de embalagem à base de celulose. ↩
"Design à prova de umidade em embalagens de papelão ondulado – LinkedIn", https://www.linkedin.com/pulse/moisture-proof-design-corrugated-carton-packaging-moss-8t88c. [Dados oficiais de ciência dos materiais sobre papelão ondulado fornecem o coeficiente de expansão higroscópica para quantificar as alterações dimensionais sob alta umidade]. Papel da evidência: validação técnica; tipo de fonte: manual de ciência dos materiais. Fundamentos: A plausibilidade física da expansão de 1 mm em papelão poroso. Nota de escopo: As taxas variam de acordo com a qualidade do papelão e os níveis de umidade relativa. ↩
"Como controlar a umidade na fabricação de papelão ondulado", https://www.linkedin.com/posts/dbspackaging_%F0%9D%90%93%F0%9D%90%9E%F0%9D%90%9C%F0%9D%90%A1%F0%9D%90%A7%F0%9D%90%A2%F0%9D%90%AA%F0%9D%90%AE%F0%9D%90%9E%F 0%9D%90%AC-%F0%9D%90%AD%F0%9D%90%A8-%F0%9D%90%8C%F0%9D%90%9A%F0%9D%90%A7%F0%9D%90%9A%F0%9D%90%A0%F0%9D%90%9E-%F0%9D%90%8C-activity-7344727207711277058-bhuz. [Normas de engenharia para displays de papelão ondulado especificam as tolerâncias mínimas de folga necessárias para evitar travamento e falha estrutural durante a montagem em ambientes úmidos]. Papel da evidência: validação técnica; tipo de fonte: manual de projeto de embalagem. Suporte: O uso de tolerâncias milimétricas específicas para compensar a expansão do material. Nota de escopo: As tolerâncias específicas dependem da geometria de encaixe. ↩
"Efeito da umidade relativa, dias de armazenamento e embalagem na noz-pecã…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10092868/. [Uma fonte confiável em engenharia de embalagens validaria a correlação entre o inchamento das fibras induzido pela umidade e o consequente aumento no tempo de montagem]. Papel da evidência: verificação factual; tipo de fonte: artigo técnico de engenharia. Argumentos: retorno sobre o investimento (ROI) em eficiência de mão de obra com o uso de barreiras de umidade. Nota de escopo: específico para embalagens de papelão ondulado ou à base de fibra .
"Reduza os custos de mão de obra na linha de embalagem com mudanças simples na embalagem", https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes . [Os benchmarks da indústria para montagem de embalagens confirmariam como tolerâncias precisas de encaixe reduzem o atrito e diminuem os custos de mão de obra por unidade] . Papel da evidência: verificação de métricas; tipo de fonte: estudo de eficiência da cadeia de suprimentos. Apoia: impacto financeiro da engenharia de precisão. Nota de escopo: dependente do volume e da escala de montagem.
"Um Guia Completo para Taxa de Refugo: Definição, Fórmula e Cálculo", https://www.deskera.com/blog/scrap-rate/. [A documentação técnica sobre a precisão CNC no corte e vinco corroboraria a afirmação de que a recalibração da ferramenta elimina o rasgo do material e o refugo associado]. Função da evidência: verificação técnica; tipo de fonte: manual de fabricação. Apoia: alegações de redução de desperdício. Nota de escopo: refere-se ao desperdício operacional causado por erros, não a sobras de matéria-prima .
"(PDF) Tratamento de superfície e propriedades de impressão de papelão ondulado revestido por dispersão…", https://www.academia.edu/80349162/Surface_treatment_and_printing_properties_of_dispersion_coated_paperboard. [Um manual técnico sobre ciência do papel especificaria a porosidade e os níveis de energia superficial de revestimentos de papelão ondulado não selados]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suporte: dinâmica do substrato que afeta a adesão da tinta. Nota de escopo: Aplica-se especificamente a revestimentos de teste não selados. ↩
"Ação Capilar em Isolamento de Papel Impregnado – NASA ADS", http://ui.adsabs.harvard.edu/abs/1932Physi…3..324W/abstract . [Pesquisa revisada por pares sobre a interação tinta-substrato descreve como as forças capilares impulsionam a penetração da tinta nas fibras de celulose, causando perda de cor]. Papel da evidência: mecanismo causal; tipo de fonte: periódico acadêmico. Argumentos: degradação da fidelidade visual. Nota de escopo: Foca em substratos de alta porosidade.
"Efeito das condições de fabricação de papel na absorção de tinta e sobreimpressão…", https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/. [A literatura técnica sobre reologia de tintas explica como tintas de baixa viscosidade penetram em substratos porosos de forma mais profunda e inconsistente, levando ao ganho de ponto e ao desfoque]. Papel da evidência: fundamento teórico; tipo de fonte: manual de tecnologia de impressão. Suporte: causa técnica da degradação da imagem. Nota de escopo: específico para substratos de alta absorção, como o testliner. ↩
"CMYK vs. Cores Especiais: Qual Processo é o Melhor | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Estudos comparativos sobre a espessura da camada de tinta demonstram que as cores especiais de camada única secam mais rápido do que as sobreposições CMYK de múltiplas camadas]. Papel da evidência: verificação quantitativa; tipo de fonte: relatório de desempenho industrial. Argumenta: alegações de eficiência das cores especiais. Nota: a porcentagem pode variar de acordo com a composição química da tinta e a umidade ambiente .