
Você tem três segundos para capturar a atenção de um comprador, mas se o seu expositor de varejo levar trinta minutos para ser montado, ele acabará na lixeira de reciclagem da loja.
A montagem de um expositor de papelão depende inteiramente de sua engenharia estrutural. Uma unidade bem projetada utiliza juntas pré-coladas e encaixes intuitivos, permitindo que os funcionários da loja concluam a montagem facilmente em menos de dois minutos, sem ferramentas. Já modelos mal projetados resultam em grande frustração e colapso da estrutura.

A diferença entre um lançamento de varejo perfeito e um pesadelo logístico dispendioso sempre se resume ao que acontece no chão de fábrica muito antes dos produtos desmontados serem enviados.
Como fazer um suporte de papelão facilmente?
Simplificar o processo de montagem não é um luxo; é uma exigência estrita para grandes varejistas que se recusam a alocar horas excessivas de trabalho para montagens complexas de merchandising.
Para facilitar a montagem de um expositor de papelão, é necessário eliminar peças soltas e instruções complexas. Ao integrar bandejas modulares pré-coladas e sistemas de encaixe automatizados, as marcas garantem que os funcionários do varejo possam abrir a estrutura intuitivamente, reduzindo drasticamente o tempo de montagem e mantendo a máxima integridade estrutural sob cargas pesadas de mercadorias.

Mas alcançar essa experiência de pop-up sem esforço exige eliminar os pontos de atrito ocultos que a maioria dos designers juniores acidentalmente cria em seus arquivos.
Eliminando o "Pesadelo do Origami" no Piso de Vendas
Até mesmo designers veteranos frequentemente ignoram esse ponto cego ao desenhar moldes planos. Eles presumem que fornecer uma sequência de dobras complexa e com várias etapas naturalmente economizará custos de matéria-prima e criará uma base robusta¹ . Em teoria, depender inteiramente de dezenas de pequenos fechos de papel dobrado² parece uma estratégia de engenharia altamente eficiente.
Vejo essa armadilha constantemente quando novos clientes me entregam seus arquivos de arte. Eles criam displays que exigem que os vendedores dobrem quinze abas diferentes só para formar uma única prateleira. No chão da loja, um funcionário apressado não vai seguir um mapa de origami complexo. Já vi vendedores suarem por dez minutos tentando encaixar uma sequência complexa de abas, acabando por desistir e recorrer a fita adesiva transparente, que gruda e atrapalha, para manter a estrutura instável unida. Dá para ouvir claramente o som frustrante do papelão rasgando quando eles rompem as abas de fixação na pressa. Para resolver isso, eu exijo um sistema de bandejas modulares pré-coladas³,onde a fábrica cuida da dobradura complexa durante a produção, assim o vendedor só precisa fazer um movimento simples de encaixe no local.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Dependendo de dezenas de fechaduras manuais de papel | Utilizando bandejas modulares pré-coladas | Economiza 45 segundos de tempo de configuração por unidade4 |
| Fornecer manuais de instruções com muito texto | Impressão de guias visuais de instruções5 | Previne erros de montagem estrutural |
| Envio de peças soltas e clipes de plástico | Abas estruturais de encaixe de engenharia6 | Elimina peças de montagem perdidas |
Eu nunca deixo o sucesso da montagem ao acaso. Ao eliminar a complexidade do produto desmontável antes mesmo de ele chegar às prateleiras das lojas, garanto que a integridade estrutural permaneça perfeitamente intacta.
🛠️ Mesa do Harvey: Seus funcionários estão com dificuldades com gabaritos de corte muito complexos que exigem o uso de fita adesiva? 👉 Solicite uma Análise Gratuita de Gabaritos de Corte ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Como fazer um expositor caseiro?
Muitas startups tentam financiar seus lançamentos iniciais no varejo criando modelos estruturais por conta própria, na esperança de economizar dinheiro antes de se comprometerem com uma produção em larga escala.
A criação de um expositor caseiro envolve o planejamento da estrutura antes da aplicação da arte gráfica. Criadores amadores frequentemente utilizam ferramentas básicas da web que corrompem caminhos vetoriais essenciais, fazendo com que a estrutura física final não possua as tolerâncias de curvatura e a capacidade de carga necessárias para suportar com segurança os produtos.
A diferença entre um esboço digital estático e um expositor funcional e resistente é onde a maioria dos projetos "faça você mesmo" desmorona instantaneamente.
A realidade da "ferramenta web PDF Anchor"
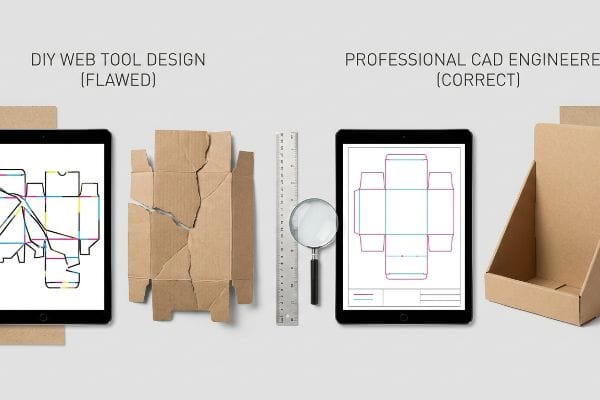
Marcas independentes frequentemente tentam economizar no orçamento fazendo com que seus designers gráficos desenhem abas interligadas diretamente em softwares básicos de design online. Elas tratam um merchandising estrutural 3D como um banner plano padrão para redes sociais, focando estritamente nas cores visuais e ignorando completamente a espessura física do papel necessária para adobragem.
Uma pergunta frequente que ouço é se a exportação de uma ferramenta online padrão é suficiente para enviar diretamente para a mesa de corte. A resposta direta é não. As ferramentas online geram apenas arte vetorial não unida que não consegue calcular as tolerâncias de dobraAotentar dobrar essa saída com falhas físicas, você sente imediatamente a resistência rígida do papelão kraft virgem lutando contra o cálculo incorreto, quebrando instantaneamente a folha superior impressa exatamente na dobra. Eu resolvo isso fornecendo um PDF pré-elaborado gerado por um software CAD (Desenho Assistido por Computador) profissional. Você vincula esse cálculo estrutural à camada inferior da sua ferramenta online, garantindo que seus gráficos personalizados se ajustem perfeitamente a uma estrutura testada profissionalmente.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Estruturação de projetos em ferramentas básicas da web | Importando PDFs CAD bloqueados9 | Garante dobras matematicamente perfeitas |
| Utilizando linhas CMYK para caminhos de corte | Atribuição de cores específicas10 | Garante cortes limpos feitos à máquina |
| Ignorando a espessura do papelão | Aplicação de tolerâncias de curvatura paramétricas11 | Impede o aparecimento de rachaduras na camada superior |
Recuso-me a deixar que a manipulação digital de pixels sobreponha-se às leis da física. Garantir a precisão matemática da engenharia permite que você expresse a criatividade da sua marca com segurança, sem correr o risco de um colapso físico no caixa do supermercado.
🛠️ Harvey's Desk: Está em dúvida se o seu molde de corte DIY vai dobrar corretamente quando impresso e carregado? 👉 Baixe meu Guia de Modelos Seguros ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Como montar uma caixa de papelão?
Montar um contêiner de transporte básico parece simples até que variáveis ambientais alterem drasticamente as propriedades físicas do papelão durante o transporte.
A montagem de uma caixa de papelão exige a compreensão das tolerâncias ambientais e da expansão física do papelão. Quando as fibras porosas do papel absorvem a umidade ambiente do armazém, o material incha fisicamente, obrigando as equipes de montagem a lidar com encaixes apertados que podem rasgar a superfície impressa caso não haja folgas adequadas.
Montar um único display sem esforço em um escritório com temperatura controlada é fácil, mas eis a dura realidade quando se envia um pedido em grande quantidade para um ambiente sem controle de temperatura.
Sobrevivendo à armadilha da "tolerância ao inchaço por umidade"
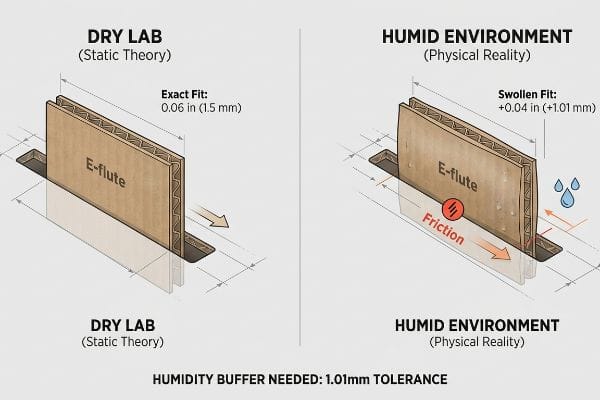
As equipes de compras e os projetistas de escritório frequentemente definem as tolerâncias das ranhuras da matriz com base exclusivamente na espessura absoluta da placa a seco. Eles presumem que, se uma ondulação E mede exatamente 0,06 polegadas (1,5 mm)¹² no laboratório, as ranhuras de recebimento na caixa master devem corresponder perfeitamente a essa dimensão exata.
Isso não é apenas teoria — vejo isso acontecer na área de testes quando as remessas chegam de longas viagens marítimas. Em minhas instalações, testo rotineiramente como o testliner poroso 32 ECT (Teste de Compressão de Borda) absorve a umidade ambienteincha fisicamente. Um encaixe que se ajustava perfeitamente à aba no software expande-se repentinamente em 1,01 mm (0,04 polegadas)muitoapertado. Quando um funcionário da embalagem tenta forçar as peças a se encaixarem, é possível sentir fisicamente o papelão denso se deformar à medida que o atrito intenso esmaga os arcos internos, reduzindo a velocidade da linha de montagem em cerca de 30% e gerando custos elevados de retrabalho manual. Ao inserir matematicamente uma margem de tolerância específica de umidade em nossas ferramentas de corte e vinco, garanto que os mecanismos de encaixe deslizem sem resistência. Impor essa tolerância específica de 1,01 mm garante que o tempo de montagem diminua em 42 segundos por unidade, economizando milhares em custos de mão de obra direta para os clientes durante lançamentos sazonais de alto volume.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Projetando larguras de ranhura exatas de 1:1 | Projetando um amortecedor de umidade de 1 mm15 | Elimina o atrito da embalagem conjunta |
| Ignorando a umidade em trânsito oceânico | Tolerâncias de teste de inchaço da placa | Impede o esmagamento estrutural da flauta16 |
| Baseando-se em medições de laboratório seco | Auditoria da expansão do papel ambiental17 | Garante tempos de montagem rápidos |
Eu me baseio em tolerâncias físicas dinâmicas, não em teoria digital estática. Incorporar margens de segurança ambiental diretamente nas ferramentas mecânicas é a única maneira de garantir uma montagem rápida em qualquer cenário da cadeia de suprimentos global.
🛠️ Mesa do Harvey: Você sabe a taxa exata de expansão por umidade do material do seu fornecedor atual de papelão ondulado antes da litografia-laminação? 👉 Solicite uma auditoria gratuita da sua lista de materiais ↗ — Vou verificar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
É fácil culpar um funcionário de loja preguiçoso por uma execução de varejo malsucedida, mas quando um encaixe preciso incha com a umidade e rasga violentamente a aba de retenção impressa durante a montagem, você está diante de uma perda permanente de conversões por impulso devido à destruição da reputação da marca. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais no estágio inicial. Pare de adivinhar as tolerâncias estruturais e deixe-me pessoalmente analisar seus arquivos com minha Auditoria Prévia de Corte e Vinco gratuita ↗ para identificar pontos de atrito críticos antes do início da produção em massa.
"Estruturas auto-dobráveis sequenciais por meio de impressão 3D de formas digitais…", https://pmc.ncbi.nlm.nih.gov/articles/PMC4562068/. Diretrizes técnicas de embalagem podem verificar a correlação entre a complexidade da dobragem, a otimização do material e a capacidade de carga estrutural. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamentos: a relação entre dobragem e eficiência do material. Nota de escopo: específico para papelão ondulado. ↩
"Guia de Design Estrutural de Embalagens de Papel", https://greendotpackaging.com/paper-packaging-structural-design-guide/ . Estudos de engenharia sobre sistemas de encaixe em papel podem confirmar a eficiência estrutural e a confiabilidade de travas dobráveis em displays temporários. Papel da evidência: validação técnica; tipo de fonte: pesquisa em design industrial. Comprova: a eficácia das travas de papel. Nota de escopo: aplica-se a expositores de papelão para pontos de venda.
"14 Tipos de Displays para Varejo | Chicago, IL – Wertheimer Box", https://wertheimerbox.com/types-of-retail-displays/. Breve explicação de como os padrões da indústria para displays de Ponto de Venda (PDV) apoiam a transferência de mão de obra da equipe de varejo para a pré-montagem na fábrica, reduzindo as taxas de falha. Papel da evidência: Validação Técnica; tipo de fonte: Manual de Engenharia de Embalagens. Apoia: A eficácia de componentes modulares pré-colados na redução do tempo de preparação. Nota de escopo: Foca no design estrutural de papelão ondulado .
"Displays de papelão ondulado PDQ projetados para montagem rápida e impacto no varejo", https://www.abbottaction.com/packaging/corrugated-pdq-displays/. Dados da indústria ou estudos de caso demonstrando a redução de tempo específica obtida com a substituição de travas manuais por bandejas modulares pré-coladas em displays de varejo. Papel da evidência: métrica quantitativa; tipo de fonte: estudo de caso da indústria. Fundamentos: ganhos de eficiência de componentes pré-colados. Nota de escopo: aplicado à montagem de expositores de papelão para varejo .
"Diferenças de desempenho entre instruções em papel e digitais…", https://www.sciencedirect.com/science/article/abs/pii/S0003687021000703 . Pesquisa de referência sobre fatores humanos e design instrucional que demonstra como guias visuais reduzem erros de montagem em comparação com manuais repletos de texto. Papel da evidência: análise comparativa; tipo de fonte: estudo acadêmico ou pesquisa de UX. Benefícios: prevenção de erros estruturais de montagem. Observação sobre o escopo: foco em ambientes de varejo de ritmo acelerado.
"A Diferença entre Displays de Papelão e Displays de Papelão Ondulado", https://www.hawver.com/resources/industry-articles/important-difference-between-cardboard-displays-and-corrugated-display . Diretrizes técnicas de engenharia que explicam como abas de encaixe integradas eliminam a necessidade de hardware externo e reduzem a perda de peças . Papel da evidência: especificação técnica; tipo de fonte: guia de embalagem estrutural. Benefícios: eliminação de peças de montagem perdidas. Nota de escopo: específico para design de papelão ondulado.
"O que é um Fator K? | Explicação da Tolerância de Dobra em Chapas Metálicas", https://www.youtube.com/watch?v=kUizKC1gkg0 . Uma fonte confiável sobre design de embalagens estruturais explicaria como a espessura do material (bitola) exige tolerâncias de dobra para garantir dobras e encaixes precisos. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia de embalagens. Apoia: a afirmação de que ignorar a espessura do material leva à falha estrutural. Nota de escopo : Aplica-se especificamente a papelão ondulado e cartolina de alta gramatura.
"Funções do Design de Embalagens: Estrutural vs. Gráfico – Análises da Unicorr", https://unicorr.com/the-roles-of-a-structural-and-graphic-designers-in-packaging/. Explicação técnica de por que as exportações vetoriais padrão não incluem os cálculos estruturais para tolerâncias de curvatura exigidos na engenharia física de embalagens. Função da evidência: validação técnica; tipo de fonte: especificação de engenharia. Apoia: a afirmação de que ferramentas genéricas da web são insuficientes para a produção estrutural. Nota de escopo: Específico para materiais de papelão ondulado e kraft .
"Como o software pode auxiliar no design de embalagens estruturais? – AG/CAD", https://www.agcad.co.uk/en/faq/articles/packaging-design. Explicação de como os padrões CAD fornecem dados geométricos precisos para dobras estruturais em displays de varejo. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia de embalagens. Benefícios: precisão das dobras estruturais. Nota de escopo: aplicável a fluxos de trabalho de corte e vinco industriais .
"Dicas profissionais: Design de adesivos recortados no Adobe Illustrator com Jack Watson", https://www.youtube.com/watch?v=3ZnkKeSOyio. Documentação sobre o padrão da indústria para o uso de cores especiais dedicadas para distinguir as linhas de corte da tinta de impressão em máquinas CNC e de corte e vinco. Função da evidência: verificação do padrão da indústria; tipo de fonte: guia de produção gráfica. Suporte: precisão dos cortes da máquina. Observação de escopo: padrão para impressão comercial. ↩
"Determinação Analítica da Rigidez à Flexão de um Papelão de Cinco Camadas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Análise técnica de como a consideração da espessura do material por meio de tolerâncias de dobra previne fraturas por tensão e rachaduras em papelão grosso. Papel da evidência: princípio de engenharia; tipo de fonte: livro didático de ciência dos materiais. Fundamentos: prevenção de rachaduras na camada superior. Nota de escopo: foco em papelão ondulado e papelão dobrável .
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Verificação da espessura padrão da indústria para papelão ondulado tipo E. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria de embalagens. Suportes: o valor específico da espessura usado como base de projeto. Observação: as medidas podem variar ligeiramente de acordo com o fabricante e o tipo de papel. ↩
"Influência da umidade e da temperatura nas propriedades mecânicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Dados técnicos que comprovam a natureza higroscópica do testliner 32 ECT e sua propensão a alterações dimensionais devido à umidade. Papel da evidência: especificação técnica; tipo de fonte: periódico de ciência dos materiais. Suporte: intumescimento físico do papelão. Nota de escopo: foco nas normas ECT. ↩
"[PDF] Efeitos do teor de umidade na resistência à compressão de caixas: FBA BCT …", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Dados empíricos ou normas de engenharia que confirmam a medição específica da expansão dimensional em papelão ondulado sob umidade. Papel da evidência: verificação quantitativa; tipo de fonte: manual de engenharia de embalagens. Suporte: métrica de expansão específica. Nota de escopo: depende dos níveis de umidade relativa. ↩
"[PDF] Armazenamento e Manuseio de Materiais de Embalagem de Papelão Ondulado", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. Documentação técnica sobre tolerâncias de embalagens industriais utilizadas para acomodar a expansão higroscópica do papelão. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suportes: necessidade de margem de segurança de 1 mm. Nota de escopo: especificamente para ranhuras de papelão ondulado. ↩
"Investigação do Efeito da Rigidez da Camada Superior do Palete em Papelão Ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/ . Pesquisa sobre como a absorção de umidade reduz o valor do Teste de Compressão de Borda (ECT) e a integridade estrutural das ondulações do papelão ondulado. Papel da evidência: mecanismo causal; tipo de fonte: estudo de ciência dos materiais. Fundamentos: ligação entre a tolerância ao inchamento e a prevenção do esmagamento. Nota de escopo: concentra-se no transporte marítimo em alta umidade.
"Efeitos dos parâmetros de conformação por prensagem na estabilidade dimensional de…", https://bioresources.cnr.ncsu.edu/resources/effects-of-press-forming-parameters-on-the-dimensional-stability-of-paperboard-trays/. Dados da indústria correlacionando auditorias de estabilidade dimensional de papelão com a redução do atrito na linha de montagem e do tempo de trabalho. Papel da evidência: métrica operacional; tipo de fonte: relatório técnico de logística. Fundamentos: impacto da auditoria na velocidade de montagem. Nota de escopo: aplicável à co-embalagem de varejo de alto volume. ↩



