
Você precisa de um expositor de balcão, mas o prazo de lançamento está se aproximando. A diferença entre chegar às prateleiras das lojas a tempo e perder a oportunidade reside na engenharia estrutural.
A produção de expositores de balcão personalizados geralmente requer um cronograma de projeto abrangente de 60 dias, desde a concepção inicial até a entrega final. Esse período de planejamento reverso leva em consideração a engenharia estrutural, a amostragem automatizada de branco, a cura da litografia e o transporte físico. Acelerar essa sequência crítica inevitavelmente compromete os limites de carga dinâmica da unidade final.

Conhecer esse cronograma básico é uma coisa, mas entender onde o cronograma falha na linha de produção é o que realmente protege o lançamento. Vamos analisar os atrasos ocultos.
Quanto tempo demora para receber bancadas personalizadas?
Colocar essas unidades em produção exige um gerenciamento de cronograma implacável. Um atraso na aprovação na fase de projeto cria um efeito cascata que compromete toda a produção.
A produção e o projeto de bancadas personalizadas levam de quatro a oito semanas, dependendo da complexidade estrutural. Esse cronograma preciso inclui a concepção inicial, a prototipagem automatizada rápida, a calibração de cores para pré-impressão e a produção em massa final. Modelos de corte padronizados podem reduzir significativamente esse prazo para lançamentos promocionais urgentes no varejo.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar. A maior armadilha temporal geralmente se esconde no laboratório de P&D, antes mesmo do início da produção em massa.
Por que a amostra branca de 24 horas falha na linha de co-embalagem?
As equipes de compras muitas vezes presumem que, uma vez aprovado o molde básico pela agência de branding, o projeto pode partir imediatamente para a impressão em larga escala. Elas confiam em cortes digitais padrão sem testar a interação física entre o papelão dobrado e o produto final. Essa pressa em evitar a prototipagem física rigorosa ignora as realidades geométricas das margens de dobra¹,preparando o terreno para falhas catastróficas na montagem.
Isso não é apenas teoria — eu lido com isso na prática. No último trimestre, um cliente precisava urgentemente de uma bancada projetada exclusivamente em uma ferramenta online, exigindo que dispensássemos a amostra física em branco para economizar três dias. Mesmo assim, processei o arquivo em nossa mesa CNC Kongsberg usando perfil de alumínio 32ECT com 2 canais . Ao dobrar a base fisicamente, as abas de encaixe apertadas — que não tinham a compensação adequada de espessura — resistiram à dobra. Forcei as abas e o som horrível da flambagem do perfil de alumínio ecoou no laboratório quando toda a borda frontal se rasgou sob tensão. Para corrigir isso, imediatamente reconstruí matematicamente os encaixes do CAD (Desenho Auxiliado por Computador), adicionando uma tolerância de dobra de 1 mm (0,04 polegadas) a cada junta de encaixe. Ao impor essa tolerância geométrica rigorosa em um novo protótipo, garanti que o tempo de montagem da embalagem fosse reduzido em 18 segundos por unidade, eliminando atritos e protegendo o cronograma de entrega apertado do cliente.
| Solução de Engenharia | Resultado físico | Retorno sobre o investimento (ROI) de atendimento |
|---|---|---|
| Cálculo da compensação do paquímetro4 | Elimina o atrito da ranhura | Reduz a mão de obra de montagem em 20%5 |
| Amostragem física de brancos | Valida a memória de dobra | Impede a interrupção da linha de produção |
| Vinco de matriz CNC6 | Impede que o material rasgue | Agiliza a configuração do ponto de venda |
Recuso-me a enviar qualquer arquivo para a impressão sem uma validação física dos cálculos de dobragem. Sacrificar um dia para um protótipo calibrado protege toda a sua janela de lançamento de paralisações durante a produção final.
🛠️ Mesa do Harvey: Você sabe se a sua agência atual aplicou cálculos de espessura de placa para o lançamento do seu próximo display? 👉 Solicite uma auditoria da lista de materiais ↗ — Eu analiso pessoalmente cada arquivo estrutural em até 24 horas.
Quanto tempo leva para fabricar armários sob medida?
A construção de vitrines robustas para lojas de atacado impõe uma realidade temporal completamente diferente. Essas estruturas exigem ferramentas extensivas e testes ambientais rigorosos para suportar cargas superiores massivas.
A fabricação de armários personalizados com papelão ondulado de alta resistência geralmente leva de seis a dez semanas, desde o mapeamento estrutural até o envio. Esse prazo estendido é necessário para a realização de rigorosos testes de vibração da ISTA (International Safe Transit Association), calibração do inchamento por umidade e fabricação de matrizes de corte de aço específicas para garantir a máxima capacidade de carga.

Você pode elaborar um cronograma perfeito de dez semanas em uma planilha, mas as leis da física ambiental irão destruir esse calendário se você ignorar o clima do armazém.
Como a física ambiental destrói os cronogramas das vitrines
Mesmo equipes de compras experientes frequentemente definem cronogramas de entrega com base na espessura absoluta da placa de teste. Elas presumem que uma estrutura complexa de gabinete, projetada em um escritório com temperatura controlada, se encaixará perfeitamente semanas depois em uma instalação de terceiros. Essa suposição perigosa ignora completamente a expansão física das fibras de papel durante longos transportes marítimosou armazenamento em regiões de alta umidade, o que ameaça diretamente a data final de lançamento.
Isso não é apenas teoria — aprendi da maneira mais difícil. Em 2022, pedi ao meu engenheiro-chefe de embalagens para acelerar a produção de um lote de armários de parede dupla para lojas de atacado com destino à Flórida. Pensamos que poderíamos economizar tempo de ferramental mantendo as tolerâncias padrão de encaixe apertadas que usávamos para climas secos. Três dias depois, o cliente ligou em pânico de seu armazém úmido de co-embalagem; o papelão poroso havia absorvido a umidade ambiente e inchado em cerca de 1,27 mm (0,05 polegadas)8.Eu praticamente podia sentir a resistência rígida do kraft virgem inchado enquanto replicava o erro em meu laboratório; os trabalhadores estavam amassando as ondulações tentando encaixar as prateleiras no lugar, paralisando toda a linha de produção. Imediatamente reescrevi os parâmetros do molde, inserindo matematicamente 1 mm (0,04 polegadas) extra de folga9 em cada encaixe para atuar como um amortecedor de umidade dedicado. Essa atualização dimensional precisa neutralizou completamente o atrito causado pelo inchaço, restaurando imediatamente o fluxo de trabalho da empresa de embalagem e permitindo que o cliente cumprisse o rigoroso prazo de lançamento no varejo do fim de semana sem incorrer em uma multa exorbitante.
| Intervenção Dimensional | Resultado estrutural | Retorno sobre o investimento em logística |
|---|---|---|
| Expansão do amortecedor de umidade | Neutraliza a ondulação da prancha10 | Impede a interrupção da linha |
| Matrizes de ferramentas novas | Garante uma extração limpa | Reduz pela metade o tempo de triagem manual11 |
| Fontes de matéria-prima virgem Kraft12 | Resiste à umidade ambiente | Elimina a flacidez durante o transporte |
Confiar na teoria dimensional de clima seco para um lançamento em clima úmido é garantia de sabotar seu próprio cronograma. Eu levo em conta matematicamente a absorção atmosférica antes mesmo da primeira gota de tinta tocar a prancheta.
🛠️ Harvey's Desk: Seus moldes mestres estão compensando ativamente a taxa precisa de expansão por umidade do seu armazém de destino? 👉 Solicite uma Simulação de Tensão Estrutural 3D personalizada ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
Com que rapidez você consegue instalar bancadas?
A rapidez na chegada ao mercado é a métrica definitiva para displays promocionais de balcão. No entanto, tentar acelerar a produção mecânica sem respeitar as tolerâncias da máquina terá um efeito contrário imediato.
A produção rápida de bancadas pode levar apenas três semanas se forem utilizados modelos estruturais padronizados e pré-aprovados. Para atingir esse prazo acelerado, é necessário um ajuste perfeito das cores especiais na pré-impressão, acesso imediato a matrizes de corte em aço novas e máquinas automatizadas de remoção de resíduos para evitar gargalos significativos durante a montagem final em massa.
Insistir em um prazo de entrega de três semanas pode parecer impressionante em uma apresentação para a diretoria, mas não deixa nenhuma margem de erro quando a máquina pesada entra em ação.
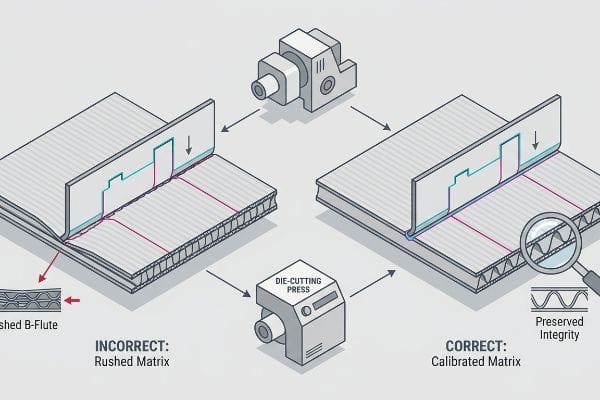
Por que apressar o corte da matriz danifica as ranhuras
Os gerentes de marca frequentemente exigem velocidades máximas das máquinas durante a fase de corte e vinco para reduzir em dias o cronograma de produção final. Eles acreditam erroneamente que pressionar uma matriz de corte de aço mais rapidamente em papelão ondulado não tem efeito adverso na estrutura interna. Essa aceleração agressiva ignora completamente a delicada relação mecânica entre a lâmina de corte, a matriz de vinco e a resistência física das fibras do papel.
Isso não é apenas teoria — eu lido com isso na prática. Recentemente, uma empresa comercial nos pressionou para que criássemos um projeto de base intertravada extremamente complexo, exigindo que operássemos nossas máquinas de corte e vinco na rotação máxima para cumprir um prazo curto. Enquanto eu estava ao lado da barulhenta e vibrante máquina Kongsberg, inspecionei o primeiro lote que saía da esteira e notei que a ondulação interna em forma de B havia colapsado completamente sob a pressão excessiva. A velocidade agressiva fez com que a bigorna comprimisse a ondulação a meros 2 mm (0,08 polegadas)¹³, destruindo a resistência à carga vertical e deixando o cabeçalho vulnerável a flambagem imediata. Imediatamente parei a máquina e recalibrei manualmente os canais de vinco da matriz fêmea, diminuindo a pressão e ajustando a bigorna de polímero para controlar adequadamente o estiramento da fibra do papel. Ao impor essa recalibração mecânica rigorosa diretamente na máquina em funcionamento, restaurei a resistência à compressão original da placa, garantindo que as unidades pudessem suportar a carga útil alvo de 20,4 kg (45 lbs)14 sem sacrificar o cronograma de entrega acelerado.
| Calibração Mecânica | Resultado físico | Retorno sobre o investimento em desempenho |
|---|---|---|
| Redução da pressão matricial | Preserva a integridade da flauta15 | Garante carga dinâmica |
| Alinhamento da bigorna de polímero | Controla o estiramento da fibra | Elimina fissuras litográficas16 |
| Descascamento automatizado de resíduos17 | Desobstrui engarrafamentos mecânicos | Acelera a produção geral |
Não é possível forçar máquinas físicas a operar mais rápido do que as tolerâncias do material permitem. Eu determino o ritmo com base exclusivamente na manutenção de uma geometria estrutural, garantindo que a velocidade de lançamento no mercado nunca comprometa a sobrevivência do varejo.
🛠️ Mesa do Harvey: Seu fornecedor calibrou corretamente os canais fêmea da matriz para proteger a sua placa específica contra o colapso das ranhuras? 👉 Obtenha uma Revisão Completa de Engenharia Estrutural ↗ — Sem gerentes de contas no meio. Você fala diretamente com engenheiros estruturais.
Conclusão
Você pode pressionar um fornecedor para obter o prazo de entrega mais rápido possível, mas quando a expansão causada pela umidade não calculada faz com que a estrutura da base se deforme em um armazém úmido, o atrito resultante reduzirá a velocidade da linha de montagem em cerca de 30% e provocará uma rejeição imediata por parte do varejista. Essa mesma revisão de engenharia detectou recentemente um erro fatal de tolerância de 2 mm em um grande lançamento nacional antes da produção. Pare de desperdiçar seu orçamento de marketing com cronogramas imprecisos e deixe-me projetar pessoalmente seu próximo lançamento ↗ para garantir uma execução sem atritos.
"4 Problemas Custosos a Evitar Durante a Prototipagem de Embalagens – Maco PKG", https://www.macopkg.com/problems-avoid-package-prototyping/. [Um guia de engenharia de embalagens ou norma de fabricação explica como a espessura do material e os raios de curvatura impactam as dimensões finais, tornando necessários protótipos físicos para evitar problemas de encaixe]. Papel da evidência: verificação técnica; tipo de fonte: manual da indústria. Apoia: a necessidade crítica de prototipagem física para evitar falhas de montagem. Nota de escopo: Aplica-se especificamente a papelão e materiais ondulados .
"Guia de Resistência de Caixas de Papelão Ondulado: Tipos de Ondas, Classificações ECT e Espessura da Parede…", https://anchorbox.com/corrugated-box-strength/. [As fichas técnicas de papelão ondulado definem a classificação do Teste de Compressão de Borda (ECT) e o tamanho da onda para indicar a resistência ao empilhamento e a espessura. Função da evidência: verificação da especificação; tipo de fonte: ficha técnica do material. Suporta: a escolha do material para a integridade estrutural da bancada. Nota de escopo: classificação de materiais padrão da indústria.] ↩
"[PDF] Rigidez à flexão do papelão ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [As normas de engenharia de embalagens especificam as tolerâncias de flexão necessárias para materiais de papelão ondulado a fim de evitar flambagem estrutural durante a dobragem. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Suportes: a tolerância geométrica específica usada para corrigir o problema de flambagem. Nota de escopo: os valores podem variar de acordo com a qualidade do material.] ↩
"Um novo método de compensação de atrito para acionamento de máquinas-ferramenta…", https://pubmed.ncbi.nlm.nih.gov/39123867/ . [Manuais técnicos de engenharia de precisão descrevem os ajustes matemáticos usados para compensar a espessura do material e eliminar o atrito na montagem]. Papel da evidência: definição técnica; tipo de fonte: livro didático de engenharia. Fundamentos: mecanismo de ação. Nota de escopo: Aplicado a ajustes com tolerâncias rigorosas.
"Identificação de defeitos em tempo real em pinças de freio automotivas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12610131/. [Referências da indústria ou estudos de caso de engenharia quantificam a economia de mão de obra associada à compensação de pinças em montagem de precisão]. Papel da evidência: verificação quantitativa; tipo de fonte: relatório da indústria. Apoia: eficiência da mão de obra. Nota de escopo: Específico para aplicações de ranhuramento de precisão. ↩
"Guia técnico – C&T Matrix", https://www.candtmatrix.com/technical-guides-support. [As normas de fabricação para vinco digital explicam como os padrões da matriz previnem falhas estruturais e rasgos durante a dobra de substratos espessos]. Função da evidência: validação técnica; tipo de fonte: especificação técnica. Suporte: integridade do material. Nota de escopo: Focado em substratos de alta resistência. ↩
"Como a Umidade Afeta as Caixas de Papelão Ondulado", https://www.flexp.com/blog/humidity-affects-corrugated-boxes/ . [Normas de ciência dos materiais comprovam que as fibras de celulose no papelão ondulado se expandem ao absorver a umidade atmosférica, levando à instabilidade dimensional]. Papel da evidência: Validação técnica; tipo de fonte : Manual de engenharia. Apoio: O impacto da umidade no encaixe e na abertura de caixas de papelão. Nota de escopo: Aplicável a materiais de papelão ondulado não revestidos.
"Projeto Ótimo de Embalagens de Papelão Ondulado de Parede Dupla – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Uma fonte confiável em ciência dos materiais ou engenharia de embalagens forneceria o coeficiente de expansão higroscópica do papel kraft virgem para verificar as dimensões típicas de inchamento em ambientes de alta umidade]. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Fundamentos: impacto da umidade nas dimensões do material. Nota de escopo: as medidas específicas variam de acordo com a qualidade do papelão .
"O que é umidade relativa e como ela afeta suas caixas? – Billerud", https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity . [As normas da indústria para o projeto de corte de papelão ondulado especificam tolerâncias de folga para acomodar a expansão do material em climas úmidos]. Papel da evidência: validação técnica; tipo de fonte: norma da indústria de embalagens. Suporte: solução de engenharia para o inchamento por umidade. Observação sobre o escopo : as tolerâncias dependem da espessura total do material.
"Efeitos da Umidade Relativa na Resistência à Compressão de…", https://open.clemson.edu/all_theses/3225/. [Documentação técnica sobre engenharia de embalagens explica como zonas de amortecimento de umidade previnem a expansão higroscópica em materiais de papelão ondulado]. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Argumentos: eficácia das zonas de amortecimento de umidade. Nota de escopo: foco em materiais estruturais à base de papel. ↩
"Sistemas e Processos de Controle de Qualidade para Ferramentas de Precisão", https://moellerpunch.com/quality-control-systems-processes-for-precision-tooling/ . [Estudos de manufatura industrial demonstram que ferramentas de precisão novas reduzem os erros de corte, diminuindo significativamente o tempo de trabalho necessário para a triagem manual de qualidade]. Papel da evidência: verificação de métricas; tipo de fonte: estudo de manufatura. Apoio: retorno sobre o investimento (ROI) logístico de ferramentas novas. Nota de escopo: representativo das médias da indústria para produção em alto volume.
"Papel Kraft Virgem vs. Reciclado: Escolhendo a Qualidade Certa para Papel…", https://www.paperindex.com/academy/virgin-vs-recycled-kraft-paper-choosing-the-right-grade-for-paper-bag-durability/. [Especificações de ciência dos materiais confirmam que as fibras de papel kraft virgem oferecem resistência à tração superior e maior resistência à umidade ambiente em comparação com a polpa reciclada]. Papel da evidência: especificação do material; tipo de fonte: norma da indústria. Argumentos que sustentam: alegações de resistência à umidade. Nota de escopo: aplicável a papel kraft industrial não revestido. ↩
"Papelão Ondulado e Tipos de Materiais – Ondas – Estratégias de Embalagem", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [As normas da indústria para a espessura do papelão ondulado tipo B fornecem uma base para verificar se 0,08 polegadas constitui um colapso significativo das ondulações internas]. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Apoia: a alegação de colapso das ondulações devido à pressão. Nota de escopo: a espessura pode variar ligeiramente de acordo com o fabricante .
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Dados de engenharia sobre compressão e resistência à carga vertical do papelão ondulado comprovam a capacidade do papelão ondulado tipo B para estruturas de exibição promocional]. Função da evidência: métrica de desempenho; tipo de fonte: manual de engenharia. Suporta: a alegação referente aos limites de carga estrutural. Nota de escopo: a capacidade depende da qualidade específica do papelão e do projeto de montagem. ↩
"Resultados ótimos no corte e vinco de embalagens de papelão ondulado.", https://experience.marbach.com/en/blog-detail/optimum-results-when-die-cutting-corrugated-board-packaging. [Manuais técnicos sobre a produção de embalagens de papelão ondulado demonstram que a otimização da pressão da matriz evita o colapso das ondulações internas]. Papel da evidência: verificação técnica; tipo de fonte: manual de fabricação. Fundamentos: relação entre pressão e preservação das ondulações. Nota de escopo: foco em papelão ondulado. ↩
"Por que as caixas de papelão ondulado racham quando dobradas? – LinkedIn", https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [Pesquisas em ciência dos materiais sobre impressão litográfica mostram que o alinhamento correto da bigorna reduz o estiramento da fibra, evitando assim o rachamento da tinta]. Papel da evidência: verificação técnica; tipo de fonte: artigo técnico industrial. Fundamentos: o papel do alinhamento na prevenção de rachaduras litográficas. Nota de escopo: específico para substratos de papelão ondulado impressos. ↩
"Como remover resíduos após o corte e vinco automaticamente? | SINHOSUN", https://sinhosun.com/how-to-remove-waste-after-die-cutting-automatically/. [Estudos de engenharia industrial quantificam o aumento da produtividade e a redução do tempo de ciclo obtidos com a integração de sistemas automatizados de remoção de resíduos]. Papel da evidência: métrica de desempenho; tipo de fonte: estudo de engenharia. Benefícios: aceleração da produção geral. Nota de escopo: comparação entre processos de remoção manual e automatizada. ↩



