
Seus lançamentos no varejo são constantemente prejudicados por prazos perdidos? Protótipos estruturais atrasados e cronogramas de produção em massa imprevisíveis estão comprometendo sua velocidade de lançamento no mercado e drenando seu orçamento promocional.
A produção de displays de papelão personalizados geralmente requer vinte e quatro horas para amostras rápidas em branco e de doze a quinze dias para produção em massa. Os prazos dependem muito da complexidade estrutural, dos requisitos de cura da litografia e da velocidade de corte e vinco automatizados, garantindo que a integridade estrutural atenda aos padrões globais universais de conformidade de embalagens para o varejo.

Mas conhecer o cronograma teórico não basta quando as máquinas da fábrica realmente começam a funcionar. Fatores ocultos da física estrutural e da química podem transformar instantaneamente um lançamento perfeitamente planejado em um atraso de várias semanas.
Como fazer uma vitrine de papelão?
Projetar um expositor físico exige mais do que simplesmente aplicar gráficos em um modelo plano. Requer tolerâncias matemáticas rigorosas para transformar papelão em uma estrutura de varejo resistente.
A fabricação de uma vitrine de papelão envolve a criação de um molde estrutural, o corte do material ondulado bruto e a dobragem dos painéis em uma unidade tridimensional estável. O processo de fabricação depende de arquivos de projeto assistido por computador precisos para garantir que as abas de encaixe e as paredes de sustentação se montem perfeitamente, sem rasgar as fibras do papel.
Mas conhecer a teoria básica não basta quando as máquinas automatizadas começam a funcionar. Um arquivo que parece perfeito em um monitor pode facilmente desencadear um desastre de montagem em larga escala no chão de fábrica.
O ponto cego do paquímetro na fabricação de displays
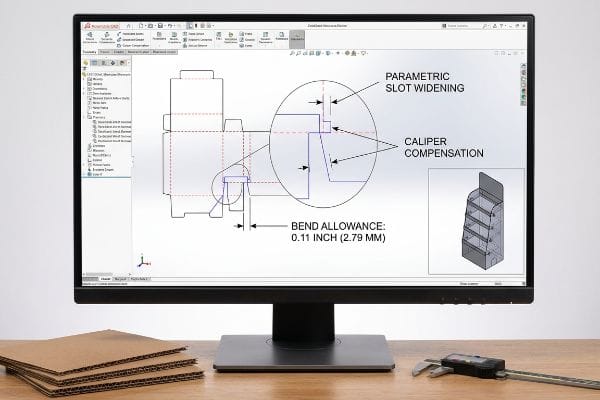
Mesmo designers de embalagens experientes muitas vezes ignoram a enorme lacuna da espessura do material durante a fase criativa inicial. As equipes de design gráfico normalmente criam abas de encaixe e dobras em seus softwares de ilustração digital com a mesma largura exata do painel correspondente. Elas ignoram completamente a espessura física da placa dobrada, assumindo que uma linha digital plana se traduz perfeitamente em um canto físico reto. Essa abordagem teórica não leva em consideração o espaço que as fibras do papel realmente ocupam quando dobradasem um ângulo acentuado de noventa graus.
Isso não é apenas teoria — lido com isso na prática, quando as equipes de compras enviam arquivos de agências não testados. Recentemente, um projeto terceirizado para uma unidade de piso resistente ignorou completamente a tolerância de curvatura de 2,79 mm (0,11 polegadas) necessária para a estabilidade estrutural².Durante minha validação física inicial, a deflexão sob carga estática ultrapassou 38,1 mm (1,5 polegadas) quase instantaneamente. Observei o monitor de teste marcar exatamente 85 kg (187,5 libras) porque a equipe de embalagem teve que esmagar fisicamente as ondulações estruturais apenas para forçar as abas desalinhadas em seus pequenos encaixes, destruindo completamente a resistência à compressão dinâmica. Descartei imediatamente o arquivo defeituoso do cliente e executei um redesenho estrutural rigoroso. Usando nosso software CAD paramétrico (Desenho Auxiliado por Computador), adicionei algoritmos específicos de compensação de espessura³a cada dobra, alargando matematicamente os encaixes para compensar o raio externo das fibras grossas do papel. Ao impor esse ajuste de tolerância absoluta, assegurei que a integridade estrutural permanecesse completamente intacta, reduzindo o tempo de montagem da embalagem conjunta em cerca de 30% e evitando uma rejeição em massa por parte dos varejistas.
| Conserto de Caliper Engineering | Resultado Estrutural Físico | ROI da mão de obra de montagem |
|---|---|---|
| alargamento paramétrico de ranhuras | As flautas permanecem 100% intactas4 | Reduz a montagem em 30%5 |
| cálculo da tolerância de curvatura6 | Os painéis se encaixam perfeitamente em esquadro | Elimina a necessidade de retrabalho manual |
| amortecedor de espessura corrugada | Inserção de aba sem atrito | Impede estornos por parte do varejista |
Recuso-me a deixar que um arquivo digital amador dite a realidade da minha fábrica. Recalculo cada espaço e dobra usando matemática paramétrica avançada, garantindo que seu expositor robusto sobreviva ao piso de vendas sem desabar sob o próprio peso.
🛠️ Mesa do Harvey: Você sabe se a sua agência de criação atual calcula as tolerâncias de curvatura para chapas de alumínio 32ECT com canaleta B antes de enviar os arquivos para a fábrica? 👉 Solicite uma auditoria da sua lista de materiais estruturais ↗ — Eu analiso pessoalmente cada arquivo estrutural em até 24 horas.
Como as empresas imprimem em papelão?
Aplicar gráficos de marca de alta resolução em testliner poroso exige extrema precisão. Controlar a interação físico-química entre as fibras do papel, os adesivos líquidos e as tintas espessas é o verdadeiro segredo para a visibilidade no varejo.
A impressão em papelão é feita por meio de litografia-laminação, onde uma folha superior impressa de alta qualidade é colada a uma base de papelão ondulado, ou por meio de máquinas de impressão digital direta em placa. Esses métodos industriais avançados garantem reprodução de cores vibrantes, mantendo a integridade estrutural rígida necessária para ambientes de varejo de alto tráfego.
Mas dominar os métodos teóricos de impressão não significa absolutamente nada se você ignorar as violentas reações químicas que ocorrem na linha de montagem. Adicionar líquido ao papel bruto é um verdadeiro campo minado logístico.
A Armadilha da Distorção por Umidade
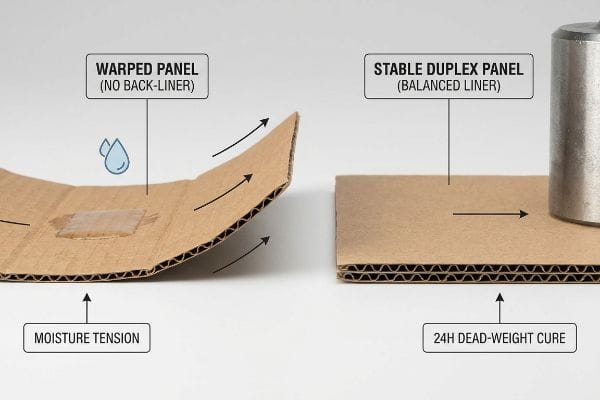
As marcas frequentemente presumem que a simples aplicação de uma folha superior impressa de alta qualidade sobre uma placa rígida de papelão ondulado tipo B resulta naturalmente em um painel de marketing perfeitamente plano. Elas ignoram completamente a realidade química da litografia-laminação e a enorme tensão superficial criada pelos adesivos úmidos. As colas líquidas padrão introduzem umidade extrema no papelão poroso7, que então se contrai violentamente ao reagir com o ar ambiente da fábrica. Tentar acelerar essa delicada fase de ligação química garante que sua embalagem se deformará fisicamente antes mesmo de chegar ao centro de distribuição.
Isso não é apenas teoria — aprendi da pior maneira possível durante o lançamento de uma enorme produção de tampas de ponta de gôndola . Em 2022, pedi ao meu engenheiro-chefe de embalagens, Mark, que acelerasse o processo de laminação de um painel lateral enorme de 152,4 cm (60 polegadas) para cumprir um prazo de entrega apertado. Pensei que poderia economizar tempo pulando a fase de secagem, que era pesada e ineficiente. Três dias depois, na câmara climática, fiquei lá observando o palete inteiro ceder sob o próprio peso deformado. Ainda me lembro vividamente do cheiro forte e acre do adesivo PVA (acetato de polivinila) úmido reagindo com as fibras do papel cru enquanto os painéis gigantes se curvavam para dentro como batatas fritas velhas. A contração da cura criou uma imensa tensão superficialque deformou completamente a estrutura. Imediatamente interrompi a produção e implementei uma atualização rigorosa da físico-química. Eu reformulei completamente a estrutura do papelão, projetando um papelão duplex balanceado ao adicionar uma fina camada de reforço na parte de tráspara contrabalançar a tensão da camada superior, e travei os papelãos ainda úmidos sob pressão exata de peso morto por 24 horas. Esse protocolo de estabilização química não apenas impediu que os papelão se deformassem, como também garantiu painéis perfeitamente retos que eliminaram o atrito visual significativo, acelerando em 2 vezes a velocidade da linha de embalagem automatizada final e reduzindo drasticamente os danos totais à carga.
| Controle de química úmida | Resultado da Junta Física | Cronograma de produção e retorno sobre o investimento (ROI) |
|---|---|---|
| equilíbrio de backliner duplex10 | Neutraliza a tensão superficial | Para de exibir inclinação |
| cura de peso morto de 24 horas11 | Força uma superfície perfeitamente plana | Acelera a linha de embalagem em 2x12 |
| amortecedor de tensão de umidade | Impede que as batatas fritas se curvem | Elimina rejeições visuais |
Não deixo que a química líquida comprometa o lançamento físico da sua marca. Controlando rigorosamente o processo de cura da umidade no chão, garanto que seus enormes painéis de varejo fiquem perfeitamente retos e atraiam toda a atenção nos corredores.
🛠️ Mesa do Harvey: Seus displays laminados estão se curvando para dentro como batatas fritas depois de passar três semanas em um contêiner úmido de carga marítima? 👉 Agende uma Consulta de Reparação ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
Conclusão
Você pode escolher o fornecedor mais barato para economizar centavos no custo unitário, mas quando esses painéis laminados se deformarem como batatas fritas e as ranhuras mal calculadas se romperem sob a pressão da carga, você provocará uma rejeição imediata do varejista e sofrerá atrasos logísticos catastróficos. Só no mês passado, minha auditoria estrutural ajudou 3 marcas a evitar mais de US$ 10.000 em estoque descartado e estornos de varejistas. Pare de desperdiçar seu orçamento promocional com papelão amassado e deixe-me projetar pessoalmente seu próximo lançamento ↗ para garantir uma execução impecável e total conformidade com o varejo.
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Documentação técnica sobre engenharia de embalagens explica como a espessura do material (calibre) exige cálculos de tolerância de dobra para garantir o encaixe estrutural. Papel da evidência: validação técnica; tipo de fonte: manual de design industrial. Fundamentos: a necessidade de considerar o volume do material durante a dobragem. Nota de escopo: específico para embalagens rígidas e materiais de papelão ondulado. ↩
"Determinação Analítica da Rigidez à Flexão de um Papelão Ondulado de Cinco Camadas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Guia técnico de engenharia para materiais ondulados que verifica as medidas padrão de tolerância à flexão para integridade estrutural. Papel da evidência: Especificação técnica; tipo de fonte: Manual de engenharia. Suporte: O requisito numérico específico para a tolerância à flexão. Nota de escopo: As medidas podem variar de acordo com o tamanho da ondulação do papelão ondulado.
"Projeto Ótimo de Embalagens de Papelão Ondulado de Parede Dupla – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . Documentação de software ou pesquisa em engenharia de embalagens que explica o uso da compensação de calibre em CAD paramétrico para levar em conta a espessura do material. Papel da evidência: Validação do processo; tipo de fonte: Documentação técnica de software. Suporta: O uso de algoritmos matemáticos para ajustar os encaixes de recebimento. Nota de escopo : Aplicável a softwares de embalagem de alta precisão.
"Estimativa da resistência ao esmagamento das bordas do papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/ . Validação técnica de como o ajuste das dimensões das ranhuras em relação à espessura do material previne o colapso estrutural das ondulações do papelão ondulado. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia de embalagens. Baseia-se em: integridade estrutural das ranhuras. Nota de escopo: especificamente para papelão ondulado.
"As caixas expositoras de chão são fáceis de montar? – PopDisplay", https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/. Um estudo de caso de engenharia ou benchmark do setor que quantifica a redução nas horas de trabalho quando os encaixes são otimizados para a espessura do material. Papel da evidência: quantificação; tipo de fonte: white paper do setor. Baseia: ROI da mão de obra de montagem. Observação: os ganhos de eficiência podem variar de acordo com a escala do expositor .
"Construções em Papelão: Cálculo da Tolerância de Dobra 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. Metodologia padrão de engenharia para calcular o eixo neutro do material durante a dobra, garantindo a precisão geométrica. Papel da evidência: metodologia; tipo de fonte: manual de engenharia mecânica. Suportes: precisão do travamento do painel. Nota de escopo: aplicável a diversas espessuras de papelão. ↩
"Efeitos da Umidade no Processo de Laminação – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. Explicação técnica de como adesivos aquosos afetam a tensão das fibras em papelão ondulado, levando ao empenamento. Papel da evidência: validação técnica; tipo de fonte: periódico de ciência dos materiais ou guia da indústria de embalagens. Apoio: distorção induzida por umidade na litografia-laminação. Nota de escopo: aplica-se especificamente a adesivos à base de água .
"Colar papelão em MDF causa deformação – WetCanvas: Espaço Online para Artistas", https://www.wetcanvas.com/forums/topic/glue-cardboard-to-mdf-warping/. Explicação técnica de como a evaporação da água dos adesivos PVA causa contração volumétrica e consequente tensão interna em substratos à base de fibras. Papel da evidência: verificação do mecanismo; tipo de fonte: periódico de ciência dos materiais. Fundamentos: a causa física da deformação da placa durante a laminação. Nota de escopo: aplica-se especificamente a adesivos à base de água .
"Construção Balanceada de Portas de Laminado Plástico – Woodweb.com", https://woodweb.com/knowledge_base/Balanced_Construction_of_Plastic_Laminate_Doors.html. Princípio de engenharia que utiliza materiais simétricos ou revestimentos opostos para equalizar a tensão e evitar a curvatura em compósitos laminados. Papel da evidência: validação da solução; tipo de fonte: manual de engenharia de embalagens. Suportes: o método utilizado para neutralizar a tensão da camada superior. Nota de escopo: foca na simetria estrutural no projeto de placas. ↩
"[PDF] Torção do Papelão Ondulado – Causas e Soluções – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. Explicação técnica de como a aplicação de um revestimento traseiro balanceado neutraliza a tensão criada por altas cargas de tinta na superfície frontal. Papel da evidência: mecanismo técnico; tipo de fonte: artigo de ciência dos materiais. Fundamentos: o método para neutralizar a tensão superficial e impedir a inclinação. Nota de escopo: Específico para papelão duplex ou multicamadas. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Verificação de protocolos de cura padrão usando pressão de peso morto para garantir a planicidade do substrato na impressão de papelão de grande formato. Papel da evidência: especificação técnica; tipo de fonte: guia de fabricação industrial. Suporte: a exigência de um período de 24 horas para estabilidade. Nota de escopo: A aplicação pode variar de acordo com a gramatura do papelão. ↩
"Como as linhas de embalagem automatizadas de fim de linha podem ajudar a evoluir…", https://www.okcorp.com/end-of-line-packaging-lines-benefits/ . Análise quantitativa mostrando como a redução da deformação das placas aumenta a velocidade e a confiabilidade das linhas de embalagem automatizadas. Papel da evidência: métrica quantitativa; tipo de fonte: estudo de eficiência operacional. Comprova: a alegação de aumento de velocidade de 2x. Observação sobre o escopo: Depende do hardware de automação específico.



