
As marcas investem milhares em marketing no varejo, mas a maioria das embalagens de papelão ondulado não consegue atrair a atenção do consumidor. É preciso integridade estrutural e impacto visual para dominar o corredor.
Um design de exposição fantástico exige engenharia estrutural estratégica combinada com elementos visuais de alto contraste. Ele depende da seleção precisa de materiais, arquitetura resistente e mensagens de marca direcionadas para maximizar a visibilidade nas prateleiras do varejo, ao mesmo tempo que se adapta perfeitamente às cadeias de suprimentos logísticas e de co-embalagem padrão.

A teoria fica ótima em uma tela digital, mas sobreviver em um ambiente hostil de armazém exige uma visão de futuro real na fabricação.
O que torna uma vitrine atraente?
O apelo visual determina se um comprador para ou continua andando. Você deve priorizar a clareza absoluta das cores para se destacar na poluição visual de uma loja lotada.
Para tornar uma exposição atraente, é essencial aplicar cores sólidas e uniformes sobre materiais porosos. Isso elimina os pontos de meio-tom indefinidos inerentes à impressão padrão em quatro cores, garantindo que os logotipos da sua marca permaneçam nítidos, vibrantes e altamente legíveis, mesmo sob a forte iluminação fluorescente típica de grandes lojas de varejo.

Mas as belas maquetes digitais muitas vezes escondem a dura realidade da impressão em fibras de papel bruto.
Evitar que os logotipos fiquem borrados mantém a sua apresentação atraente
A maioria das equipes de design converte seus ativos corporativos em arquivos CMYK padrão (ciano, magenta, amarelo e vermelho) antes de enviá-los para a gráfica. Elas esperam que o software de pré-impressão automatizado replique perfeitamente as cores da tela digital no papel físico. Essa abordagem padrão funciona bem para páginas de revistas brilhantes, mas falha completamente quando se trata de embalagens estruturais resistentes¹ .
A armadilha dos novatos é presumir que o papelão ondulado cru e poroso absorve a tinta como um folheto comercial liso. Vejo isso falhar constantemente quando as equipes usam a mistura óptica CMYK padrão em papelão não selado²,resultando em um logotipo granulado e desbotado que fica horrível a três metros de distância. A solução é exigir um Protocolo de Preenchimento com Cores Especiais para todos os logotipos principais. Ao usar uma única cor especial Pantone³ precisamente misturada,forço uma camada densa de pigmento que sela as fibras do papel. Você literalmente sentirá o cheiro da tinta espessa e úmida secando na impressora, mas essa simples mudança elimina as cores turvas, maximizando o contraste e evitando uma rejeição de impressão dispendiosa por parte do seu diretor de marketing.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Impressão de logotipos em CMYK padrão | Mandato de cores Pantone4 | Contraste máximo a partir de 6 metros (20 pés) |
| Ignorando a porosidade do papel | Revestimento por inundação de fundos sólidos5 | Evita que a marca desbote |
| Confiar nas cores da tela | Prova de cores de iluminação D506 | Garante a consistência da marca |
Toda semana eu rejeito conversões CMYK planas para a identidade visual principal em materiais não selados. Forçar uma mistura de cores especiais garante que sua estética sobreviva à transição de um monitor retroiluminado para um corredor de loja impiedoso.
🛠️ Mesa do Harvey: Não tem certeza se seus arquivos de arte estão configurados para impressão em cores especiais? 👉 Solicite uma Análise de Arquivos ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
O que é uma apresentação eficaz?
A beleza não significa nada se a unidade desmoronar no terceiro dia. Um verdadeiro ativo de varejo deve resistir à interação constante tanto de compradores desatentos quanto de funcionários apressados.
Um expositor eficaz funciona como uma ferramenta de merchandising durável e autossuficiente, capaz de resistir a ambientes de varejo de alto fluxo. Ele mantém a integridade estrutural ao longo de seu ciclo de vida, suportando com segurança o peso dos produtos e preservando a integridade visual da mensagem da marca, apesar da constante interação física dos consumidores e da manutenção diária da loja.

Definir eficácia é simples até você perceber o quão agressivamente os compradores tratam os expositores temporários do varejo.
A regra dos 50 toques para uma estrutura de exibição eficaz
A prática padrão da indústria muitas vezes dita a construção de bases de piso temporárias com painéis de alumínio canelado de parede simples para economizar nos orçamentos iniciais de materiais. Os compradores presumem que, como a unidade precisa suportar apenas alguns itens leves, uma estrutura mínima é suficiente. Eles se baseiam em tabelas teóricas de carga estática em vez de observar o comportamento real das pessoas em uma loja movimentada.
Os clientes não pegam os produtos com cuidado; eles se apoiam nas prateleiras, batem os carrinhos de compras nas bases e derramam bebidas. Se você usar placas de parede simples, a base vai deformar em uma semana, deixando uma bagunça amassada e inclinada que prejudica a imagem da sua marca. Eu aplico a Regra dos 50 Toques para meus clientes, exigindo bases de papelão ondulado de parede dupla para qualquer unidade que toque o chão.Quando você passa a mão naquele canto rígido e inflexível de parede dupla, sente a diferença na resistência. A troca do material da base impede a deformação prematura, evitando uma rejeição imediata do varejista e mantendo seus produtos ativos durante toda a campanha.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando bases de flauta B de parede simples | Atualize para bases de parede dupla | Sobrevive a impactos de carrinhos de compras |
| Ignorando a interação com o consumidor | Aplique a regra dos 50 toques | Prolonga a vida útil da campanha |
| Otimização para carga estática | Engenheiro para abuso dinâmico | Elimina o colapso no meio da campanha |
Recuso-me a permitir que clientes enviem bases de parede simples para grandes lojas de departamento. Investir um pouco mais na rigidez da base protege todo o seu investimento promocional do caos diário do fluxo de clientes.
🛠️ Mesa do Harvey: Seus apartamentos estão aguentando o ciclo promocional completo de seis semanas? 👉 Solicite uma Avaliação Estrutural ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Como criar uma boa exposição?
A produção exige mais do que simplesmente desenhar linhas em uma tela. É preciso traduzir a geometria plana em realidade tridimensional, calculando a espessura física exata dos materiais.
Para criar um bom display, é necessário um projeto paramétrico preciso que leve em consideração a espessura do material durante o processo de dobragem. Isso garante que cada aba de encaixe e ranhura de recepção se alinhem perfeitamente, assegurando um processo de montagem sem atrito que mantém a máxima resistência à carga sem comprimir as fibras internas do papel.
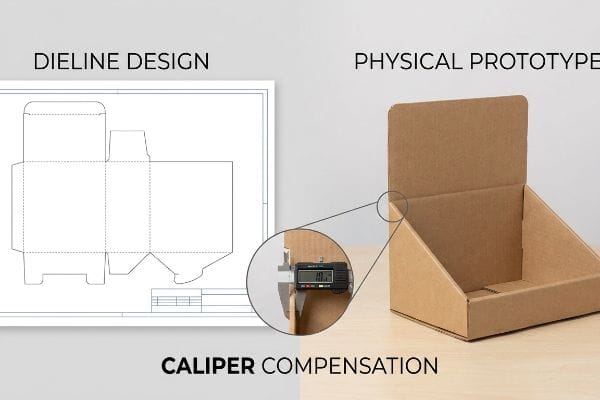
Desenhar uma caixa é fácil, mas forçar um papel rígido a dobrar 90 graus requer uma compensação matemática precisa.
A compensação do paquímetro define como você cria uma boa tela
Normalmente, os designers gráficos criam abas de encaixe e ranhuras dobráveis em softwares com a mesma largura exata do painel correspondente. Eles tratam o papelão ondulado como um pixel plano e sem peso, ignorando completamente a espessura física do material. Isso cria um modelo digital aparentemente perfeito que é aprovado sem questionamentos pelas equipes de compras.
Imagine tentar fechar um livro grosso de capa dura em comparação com uma revista fina; a lombada grossa precisa de mais espaço para dobrar. Ao dobrar uma folha de papelão ondulado tipo B com 3 mm (0,12 polegadas) de espessura , o material ocupa espaço e, se a ranhura da linha de corte não for alargada, a aba simplesmente não encaixará. Vejo os operadores de embalagens terceirizadas suarem e xingarem, literalmente rasgando o papelão cru enquanto tentam forçar abas incompatíveis, destruindo completamente a resistência à compressão da unidade. Eu aplico automaticamente a Compensação de Calibre paramétrica a cada dobra no CAD (Projeto Auxiliado por Computador), adicionando tolerâncias de dobra específicas. Esse ajuste matemático garante uma montagem sem atrito, reduzindo o tempo de trabalho de sua equipe de embalagem terceirizada em cerca de 20% e preservando a integridade estrutural.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Desenho de encaixes 1:1 | Adicionar tolerâncias de dobra de material10 | Conjunto de ranhura sem atrito |
| Ignorando a espessura da tábua | Compensação CAD paramétrica11 | Impede que a camada superior rasgue |
| Forçando conexões estreitas | Ampliar os slots de recepção12 | Acelera as linhas de co-embalagem |
Sempre refaço os gabaritos planos dos clientes antes que eles cheguem à mesa de corte. Se você não calcular o raio de dobra, não estará projetando uma estrutura; estará apenas desenhando formas.
🛠️ Harvey's Desk: Seus parceiros de embalagem estão reclamando de abas rasgadas e dobras difíceis? 👉 Solicite sua Análise de Corte e Vinco gratuita ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Que fatores são levados em consideração ao criar uma área de exposição?
Garantir um espaço em uma grande loja de departamentos é uma batalha constante. Você precisa projetar sua área para que se alinhe perfeitamente com a rigorosa logística espacial do varejista.
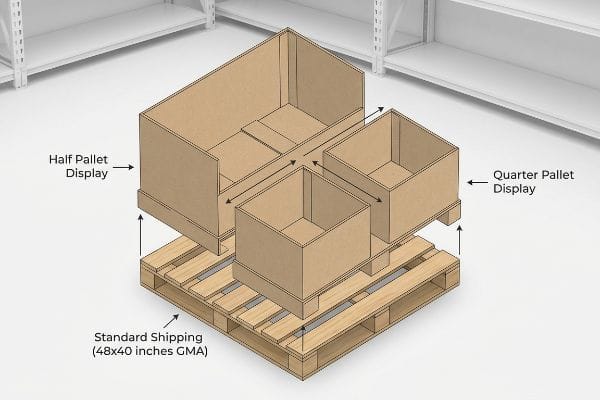
Ao criar uma área de exposição, são levados em consideração fatores como as limitações de espaço da loja, o fluxo de pessoas nos corredores e as dimensões padrão dos paletes. Um planejamento eficiente do espaço disponível subdivide matematicamente as bases logísticas padrão para garantir que a unidade promocional maximize a densidade de produtos sem violar as rigorosas normas de segurança e circulação na loja.
Os compradores muitas vezes sonham com instalações promocionais gigantescas, mas os gerentes de loja racionam agressivamente cada centímetro quadrado de seus corredores.
Navegando por paletes fracionários ao criar uma área de exibição
Os gerentes de marca frequentemente propõem expositores gigantescos de 1219 x 1016 mm (48 x 40 polegadas) que ocupam um paleteinteiro¹³, partindo do pressuposto de que uma abordagem do tipo "tudo ou nada" é necessária para obter o máximo impacto. Eles projetam estruturas extensas que impressionam em apresentações para a diretoria, mas não consideram a realidade dos espaços de varejo compartilhados. Isso geralmente resulta em rejeição imediata por parte dos compradores de grandes lojas, que não podem sacrificar um cruzamento principal em prol de uma única linha de produtos.
O ponto cego é não reconhecer que o espaço de varejo é uma estrutura altamente regulamentada. Vejo marcas jovens terem suas campanhas bloqueadas permanentemente porque exigem uma base de madeira GMA completa(14) quando a loja só tem um espaço disponível na ponta da gôndola . Eu combato isso projetando estritamente para geometrias fracionárias, especificamente Meias Paletes e Quartos de Palete(15). Você pode sentir fisicamente a base de madeira pesada se encaixando perfeitamente quando dois contêineres independentes de um quarto de palete compartilham um único palete mestre na doca. Essa subdivisão exata permite que os gerentes de loja misturem sua campanha com marcas não concorrentes com segurança, aumentando drasticamente suas chances de aprovação no ponto de venda e acelerando o lançamento no varejo.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Somente paletes completos | Use matemática de paletes fracionárias | Taxa de aprovação do varejista mais alta |
| Ignorando os limites de tráfego da loja | Unidades de um quarto de palete de engenharia | Cabe em corredores estreitos |
| Desperdício de espaço compartilhado na base | Padronizar as pegadas de envio | Maximiza a densidade do piso |
Eu nunca deixo um cliente correr o risco de ter o espaço rejeitado por uma loja devido a um layout muito específico. Adaptar-se ao cálculo fracionário demonstra ao varejista que você entende as restrições espaciais dele.
🛠️ Mesa do Harvey: Seus displays enormes estão sendo rejeitados pelos gerentes de loja? 👉 Solicite uma estratégia de exposição ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Que elementos artísticos funcionam no design de exposições?
Gráficos de alta qualidade diferenciam marcas premium de produtos baratos. No entanto, aplicar esses visuais impressionantes a papelão físico impõe sérias limitações mecânicas que artistas digitais raramente preveem.
Os elementos artísticos que compõem o design de displays incluem impressão litográfica de alta resolução, vernizes localizados estrategicamente e cortes estruturais precisos. Esses componentes visuais devem ser cuidadosamente projetados para suportar as deformações mecânicas inerentes à fabricação automatizada, garantindo que as bordas da matéria-prima nunca comprometam a estética final do produto dobrado na prateleira.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar e sua bela obra de arte começa a se deslocar fisicamente.
Por que o sistema de sangria padrão falha na linha de produção?
Os designers gráficos aplicam rotineiramente uma sangria de impressão comercial padrão de 0,125 polegadas (3 mm)¹⁶ a todas as suas artes de embalagens. Eles tratam os displays de papelão ondulado grosso exatamente como cartões de visita, assumindo que as máquinas de montagem automatizadas operam com zero variação mecânica. Essa tolerância rigorosa funciona perfeitamente para cartolina fina, mas ignora a física violenta da litografia-laminação¹⁷.
Na minha empresa, vejo rotineiramente arquivos com design impecável serem completamente descartados porque o artista digital subestimou a tolerância da máquina. Quando colamos uma folha superior em uma cartolina canelada grossa, o papel úmido estica e se desloca em até 5,5 mm (0,22 polegadas) durante a prensagem em alta velocidade. Quando retiro uma unidade dobrada da linha de produção e inspeciono os cantos, uma sangria padrão resulta em "rebarbas" — uma feia parte marrom do papelão exposta exatamente onde a arte deveria envolver o material perfeitamente. Para corrigir isso, exijo uma margem de sangria generosa de 12,7 mm (0,5 polegadas), que se estende muito além das linhas de corte do CAD. Essa rede de segurança projetada absorve o deslocamento da laminação, garantindo 100% de cobertura gráfica e eliminando defeitos visuais que geram rejeições dispendiosas no controle de qualidade do centro de distribuição.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Usando sangria padrão de 3 mm | Determinar um sangramento de 12,7 mm18 | Elimina as bordas castanhas expostas19 |
| Ignorando a variação da máquina | Ampliar os fundos das obras de arte | Oculta deslocamento da laminação20 |
| Tratar as placas como se fossem papel | Projete uma rede de segurança visual | Evita rejeições no controle de qualidade |
Eu sempre devolvo os arquivos de pré-impressão se a sangria estiver muito apertada. Uma bela renderização digital não significa absolutamente nada se minha mesa de corte expor papel kraft cru.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode contratar o melhor artista digital, mas quando uma sangria de pré-impressão muito apertada causa rebarbas excessivas na laminação das suas cartolinas de perfil C, isso resulta em rejeição visual imediata e força uma reimpressão completa e dispendiosa. Esta é a especificação exata que meus 10 principais clientes do varejo usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias mecânicas e deixe-me auditar pessoalmente seus arquivos de arte por meio da minha Revisão de Pré-impressão Gratuita ↗ para detectar erros fatais de alinhamento antes do início da produção em massa.
"Guia de comparação entre papéis brilhantes e foscos para embalagens e impressão…", https://www.ecofibers.com/glossy-vs-matte-paper-comparison-guide-for-packaging-and-print-finishes/. [Um guia de produção gráfica confiável explicaria como a absorção de tinta e o ganho de ponto em substratos estruturais porosos degradam a precisão das cores CMYK em comparação com papéis brilhantes revestidos]. Papel da evidência: verificação técnica; tipo de fonte: manual da indústria gráfica. Apoia: a afirmação de que a impressão padrão em quatro cores é inadequada para certos materiais de embalagem. Nota de escopo: relaciona-se especificamente à interação tinta-substrato .
"Modelagem matemática e estratégias de compensação para impressão de pontos…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/. [Guias da indústria gráfica explicam como substratos porosos não selados causam absorção excessiva de tinta e ganho de ponto, resultando na aparência desbotada da impressão CMYK]. Papel da evidência: mecanismo técnico; tipo de fonte: manual de impressão. Fundamentos: falha da impressão CMYK em papelão bruto. Nota de escopo: foca na interação tinta-substrato. ↩
"Pantone vs. CMYK para Embalagens Personalizadas – EcoEnclose", https://www.ecoenclose.com/blog/pantone-vs-cmyk-for-custom-branded-packaging?srsltid=AfmBOoosJ4IXdzGt88L2qDh3NbzVw7GYnqParhe4UoedeEy_upurUDYY . [As especificações técnicas para cores especiais confirmam que as tintas de pigmento único proporcionam maior opacidade e cobertura em materiais absorventes do que os pontos de meio-tom CMYK em camadas]. Papel da evidência: solução técnica; tipo de fonte: norma de artes gráficas. Argumentos: a eficácia das cores especiais para a clareza do logotipo. Nota de escopo: refere- se a requisitos de alta saturação.
"Cores especiais vs. cores de processo | Adobe", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. [Os padrões da indústria de produção gráfica explicam como as cores especiais oferecem maior saturação e consistência de cores do que as cores de processo CMYK, melhorando a visibilidade a longa distância]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria gráfica. Argumentos: uso de cores especiais para máximo contraste. Nota de escopo: foca na química da tinta e na gama de cores .
"[PDF] DISPERSÕES CAB-O-SPERSE PARA REVESTIMENTOS RECEPTIVOS DE TINTA…", https://www.cabotcorp.com/-/media/files/guides/fumed-metal-oxides/application-guide-cab-o-sperse-dispersions-for-ink-receptive-coatings.pdf?la=en&rev=a2dc2ab7843a4930a64a998e68614b60. [Guias técnicos sobre substratos de papel descrevem como o revestimento por imersão impede que a tinta penetre em materiais porosos, mantendo assim a densidade da cor e evitando uma aparência desbotada]. Papel da evidência: processo técnico; tipo de fonte: guia técnico de impressão. Suporte: prevenção de desbotamento da marca. Nota de escopo: aplicável a tipos de papel porosos. ↩
"Caos de cores na cabine de iluminação: por que o D50 é a solução ideal para sua embalagem…", https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [Normas internacionais (como a ISO) definem o D50 como a iluminação padrão para artes gráficas, eliminando o metamerismo e garantindo a consistência de cores em diferentes ambientes]. Papel da evidência: padrão da indústria; tipo de fonte: norma ISO. Benefícios: consistência da marca por meio de iluminação padronizada. Observação sobre o escopo: foco em ambientes profissionais de correção de cores .
"Caixas de Papelão Ondulado de Parede Simples vs. Parede Dupla | Guia Definitivo", https://lansbox.com/single-wall-vs-double-wall-corrugated-boxes/. [As especificações de engenharia para materiais de papelão ondulado fornecem dados sobre o aumento da capacidade de carga vertical e da resistência ao esmagamento do papelão de parede dupla em comparação com o de parede simples para estruturas de chão]. Papel da evidência: Validação técnica; tipo de fonte: Manual de engenharia de embalagens. Suporte: Requisitos de materiais para evitar flambagem estrutural. Nota de escopo: Especificamente em relação a expositores temporários de papelão para o varejo. ↩
"Papelão Ondulado e Tipos de Material – Onda – Estratégias de Embalagem", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Um manual de embalagens padrão da indústria ou uma ficha técnica do material confirma as especificações típicas de espessura para papelão ondulado tipo B]. Função da evidência: especificação técnica; tipo de fonte: norma da indústria. Suporte: parâmetros de espessura do material. Observação: a espessura pode variar ligeiramente de acordo com o fabricante .
"Engenharia de Embalagens Estruturais: Por que é a maior…", https://www.zenpack.us/blog/structural-packaging-engineering/. [Relatórios de eficiência de manufatura ou estudos de caso de produção enxuta quantificam a redução de mão de obra quando ajustes paramétricos eliminam o atrito na montagem]. Papel da evidência: resultado quantitativo; tipo de fonte: relatório da indústria. Apoia: alegação de eficiência operacional. Nota de escopo: porcentagem estimada com base em dados de otimização da produção. ↩
"Calculadora gratuita de tolerância de dobra em chapa metálica | FIRGELLI Engineering", https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOopIJt9qswa49DDGL6EKcrcMZQY9kKtAzHrt6e2KtvCv8vOkHiHK. As normas de engenharia da indústria para tolerância de dobra descrevem como o cálculo da deformação do material durante a dobra garante um encaixe preciso e uma montagem sem atrito. Função da evidência: validação técnica; tipo de fonte: manual de fabricação. Fundamentos: a necessidade de tolerâncias de dobra para ranhuras perfeitas. Observação: varia conforme a espessura do material .
"Projeto Ótimo de Embalagens de Papelão Ondulado de Parede Dupla – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. A documentação técnica sobre projeto paramétrico explica como o ajuste das dimensões com base na espessura do material previne a tensão estrutural e o rasgo durante a montagem. Papel da evidência: validação técnica; tipo de fonte: guia de engenharia CAD. Apoia: o papel da compensação paramétrica na prevenção do rasgo da camada superior. Nota de escopo: específico para fluxos de trabalho de modelagem paramétrica .
"Tolerâncias RSC para Montadores e Empacotadores de Caixas – AICC Now", https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Estudos de fabricação sobre tolerâncias de montagem indicam que a otimização da largura das ranhuras reduz a resistência, aumentando assim a produtividade das linhas de co-embalagem. Papel da evidência: comprovação da eficiência operacional; tipo de fonte: estudo de logística. Fundamentos: a correlação entre a largura da ranhura e a velocidade de montagem. Nota de escopo: limitado pela exigência de estabilidade estrutural. ↩
"Guia de Tamanhos Padrão de Paletes – Dimensões e Tipos Explicados – 48forty", https://www.48forty.com/blog/standard-pallet-size-guide-dimensions-types-explained. [Uma fonte confiável de logística ou cadeia de suprimentos de varejo confirmaria que 48×40 polegadas é a dimensão padrão de palete na América do Norte, usada como base para unidades de merchandising no varejo]. Papel da evidência: especificação técnica; tipo de fonte: documentação padrão do setor. Suporta: o tamanho padrão da área ocupada por um palete completo. Observação sobre o escopo: aplicável principalmente à logística de varejo na América do Norte .
"Palete americano GMA. Dimensões, tipos e muito mais.", https://acrosslogistics.com/blog/en/american-pallet-gma. [Documentação da Grocery Manufacturers Association ou normas logísticas do setor comprovariam as dimensões padronizadas do palete GMA como base para o transporte no varejo norte-americano]. Papel da evidência: padrão factual; tipo de fonte: organização do setor. Apoia: a definição da base logística padrão. Nota de escopo: aplica-se principalmente aos mercados varejistas da América do Norte .
"Tipos de Exibição de Paletes: Inteiros, Metades e Quartos – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Guias de merchandising e logística para o varejo fornecem as dimensões específicas e a utilidade de paletes fracionados na otimização do espaço de exposição em lojas de alta densidade]. Papel da evidência: especificação técnica; tipo de fonte: manual de logística. Apoio: o uso de geometrias fracionadas para aumentar a aprovação do espaço de exposição. Nota de escopo: foco na otimização da área ocupada. ↩
"Impressão com Sangria 101: O que é e como é usada – Binders, Inc.", https://www.bindersinc.com/resources/what-is-bleed-printing. [Manuais de impressão profissional confirmam que 0,125 polegadas é a sangria básica amplamente aceita para projetos de impressão comercial em geral]. Papel da evidência: verificação factual; tipo de fonte: manual técnico. Baseia-se em: práticas padrão de impressão. Nota de escopo: Impressão comercial em geral .
"Litho-laminated Microflute – MM Group", https://mm.group/packaging/technologies/lamination/. [Documentação técnica sobre o processo de litografia-laminação explica as variações de deslocamento mecânico e registro que ocorrem na colagem de folhas impressas em núcleos de papelão ondulado]. Papel da evidência: especificação técnica; tipo de fonte: guia de fabricação. Argumentos: falha em tolerâncias rigorosas no projeto de displays. Nota de escopo: Específico para processos de montagem em papelão ondulado. ↩
"[PDF] REGRAS E REGRAS PARA ESTABELECIMENTOS DE ALIMENTOS NO VAREJO DO COLORADO...", https://www.parkcountyco.gov/DocumentCenter/View/4650. [Guias oficiais de design para pontos de venda (PDV) especificam margens de sangria maiores, geralmente de 0,5 polegadas ou 12,7 mm, para acomodar as amplas tolerâncias do corte e vinco industrial]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Baseia-se em: o padrão profissional para sangria em displays de papelão ondulado. Nota de escopo: Específico para substratos de papelão de grande formato.] ↩
"Os 10 principais problemas com máquinas de corte e vinco para caixas de papelão e como resolvê-los…", https://www.giantcorrugated.com/article/cardboard-box-die-cutter-problems-and-solutions.html. [Normas de engenharia de embalagens detalham como a sangria insuficiente leva a bordas 'brancas' ou 'marrons' quando a ferramenta de corte e vinco se desvia da linha pretendida]. Papel da evidência: padrão de controle de qualidade; tipo de fonte: livro didático de engenharia. Argumentos: o benefício para o varejo de margens de sangria maiores. Nota de escopo: Limitado a materiais de papelão ondulado não branco.] ↩
"Da Arte Manual à Potência Inteligente: Como as Máquinas Automáticas de Laminação..." https://www.purmachinefactory.com/newsinfo-from-manual-craft-to-intelligent-powerhouse-how-automatic-lamination-machines-are-redefining-the-modern-packaging-printing-industry.html. [Documentação técnica sobre laminação industrial explica como a deriva mecânica durante a colagem de filmes plásticos ao papelão cria desalinhamentos]. Papel da evidência: explicação técnica; tipo de fonte: guia de fabricação. Argumentos: a necessidade de fundos de arte estendidos para mascarar a variação da máquina. Nota de escopo: Aplica-se à laminação por prensagem a quente e a frio.] ↩



