As cores da marca ficam perfeitas na sua tela brilhante, mas imprimi-las em papelão ondulado poroso é uma realidade completamente diferente. Cores opacas e inconsistentes prejudicam as vendas no varejo. Veja como resolvemos esse problema.
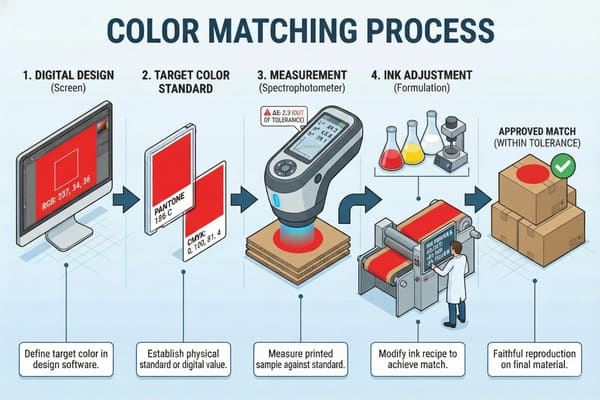
O processo de correspondência de cores é um procedimento sistemático de fabricação que alinha arquivos de design digital com a saída impressa física. Ele utiliza espectrofotômetros e perfis padrão para garantir a reprodução exata das cores da marca em diversos substratos, mantendo a consistência visual para campanhas globais de marketing no varejo.
Como dono de fábrica, vejo designs brilhantes de agências serem arruinados na impressora todos os dias. Vamos explicar exatamente como traduzimos sua arte digital para o papelão físico sem perder o impacto.
Qual é o processo de correspondência de cores?
Aprovar a arte da embalagem na tela brilhante de um laptop é perigoso. A tinta líquida é absorvida pelo papel e, de repente, seu vermelho vibrante parece ferrugem. Vamos corrigir esse fluxo de trabalho imediatamente.
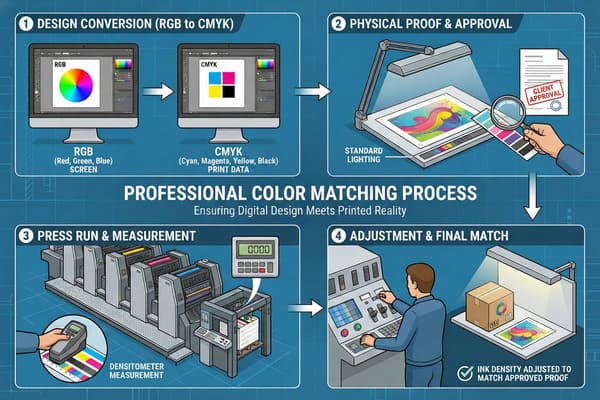
O processo de correspondência de cores é uma metodologia sequencial que envolve calibração de arquivos digitais, provas físicas e ajustes de impressão. Requer um software RIP (Raster Image Processor) para converter dados RGB em valores CMYK, seguido de análise espectral em papelão ondulado com até 3 mm (0,12 polegadas) de espessura.
A Armadilha da "Cor Turva" e a Realidade da À Prova de GMG
Aprendi isso da pior maneira possível. Há alguns anos, um cliente de cosméticos de Nova York aprovou um lindo display de chão magenta para uma grande campanha de Dia dos Namorados. Eles visualizaram o PDF digital em suas telas retroiluminadas e deram o aval. Imprimimos em papelão ondulado padrão 32ECT usando chapas offset CMYK padrão. O resultado? A tinta magenta penetrou profundamente na base porosa de papel kraft e secou com uma cor roxa opaca e desbotada. Foi um desastre. Tive que descartar 5.000 unidades. Isso me deixou louco.
Esse fracasso colossal é o motivo pelo qual reformulei completamente nosso fluxo de trabalho de pré-impressão. Não dá para simplesmente imprimir no Adobe Illustrator e esperar que tudo dê certo em uma fábrica. O processo real começa com uma Curva de Redução matemática em nosso software RIP. O papelão ondulado sofre muito com o " Ganho de Ponto 1 ". Quando a tinta úmida entra em contato com o papel poroso, os pontos de meio-tom se expandem fisicamente. Se o seu arquivo digital exige um ponto ciano de 50%, nosso software de pré-impressão reduz automaticamente a saída da chapa para 35% de ciano para compensar essa expansão física.
Mas o que realmente faz a diferença é o nosso sistema de Prova de Cores GMG 2. Antes mesmo de colocarmos uma chapa metálica na nossa impressora Heidelberg Speedmaster, enviamos por entrega expressa uma prova física impressa exatamente papel que você encomendou. Não é papel fotográfico brilhante. É papelão mesmo. Medimos com um espectrofotômetro para garantir que a tolerância Delta-E seja perfeita. Se você estiver enviando displays para um clima seco como o do Arizona ou para um armazém úmido na Flórida, o teor de umidade altera a forma como a tinta se comporta. Fixamos a cor fisicamente no mundo real, não apenas digitalmente em uma tela.
| Etapa do processo | Aprovação Digital (Imperfeita) | GMG Físico de Provas (Especialista) |
|---|---|---|
| Substrato | Tela RGB retroiluminada | Papelão Kraft/CCNB Ondulado Real |
| Compensação de ganho de ponto | Nenhum | Curva matemática de redução de RIP3 |
| Umidade variável | Ignorado | Levado em consideração no teste físico |
| Medição de precisão | Globo ocular humano | Espectrofotômetro (Delta-E < 2,0)4 |
Os clientes detestam ouvir isso, mas a tela do seu computador está lhe enganando. Não aprove um PDF digital para um lançamento em larga escala no varejo. Eu exijo que meus compradores aprovem primeiro a prova física da GMG. Peça-me um vídeo do nosso espectrofotômetro medindo a cor específica da sua marca.
O que é o sistema de correspondência de cores?
Padronizar a impressão entre diferentes fornecedores globais é uma grande dor de cabeça. Sem uma linguagem universal, o azul da sua marca impresso na China não será igual ao azul impresso nos EUA.
O sistema de correspondência de cores é uma estrutura padronizada, como o PMS (Pantone Matching System) ou a escala de cinza G7, usada para comunicar especificações precisas de tinta em nível global. Ele fornece fórmulas de mistura exatas e metas de calibração, garantindo que as embalagens produzidas em diversas instalações permaneçam visualmente idênticas sob a iluminação do varejo.

Reduzindo a lacuna entre EUA e China com a Calibração Mestra G7
Um grande equívoco neste setor é achar que impressão se resume a despejar tinta colorida em rolos de borracha. Um cliente de Chicago insistiu em usar uma gráfica local dos EUA para as caixas principais de seus produtos e minha fábrica para os displays temporários de chão. Eles acharam que fornecer o mesmo código Pantone para ambos seria suficiente para garantir uma combinação perfeita. Quando os displays de 152 cm (60 polegadas) chegaram ao chão da loja Walmart, bem ao lado das caixas de varejo, as cores destoaram completamente.
Inicialmente, recusei-me a imprimir dessa forma porque conhecia o risco. A fábrica nos EUA era calibrada segundo os padrões G7, enquanto minha antiga impressora usava os padrões japoneses FOGRA. A estrutura de pontos e o equilíbrio de cinza eram fundamentalmente diferentes. Tive que modernizar minha oficina. Hoje, toda a minha linha de produção é calibrada segundo o padrão G7 Master 5. Este é o padrão americano absoluto. Quando um designer americano me envia um arquivo do Adobe Illustrator com um perfil GRACoL, minha impressora Heidelberg o lê exatamente como uma impressora em Chicago o leria.
Também temos que lidar com a própria matéria-prima. Veja o problema do PMS 877 Prata. As marcas adoram textos prateados brilhantes para dar um ar sofisticado. Mas o papelão ondulado absorve partículas metálicas como uma esponja. Se você imprimir prata diretamente em um liner de Kraft, a cor fica um cinza sujo e opaco. Para contornar essa limitação do sistema, precisamos imprimir primeiro uma camada sólida de tinta base branca 6 para selar as fibras do papel e, em seguida, aplicar a tinta metálica por cima. Isso adiciona uma etapa de produção, mas é a única maneira de o sistema realmente funcionar nas prateleiras das lojas.
| Padrão do sistema | Região principal | Equilíbrio de tons de cinza | Compatibilidade com papelão |
|---|---|---|---|
| FOGRA | Europa / Ásia (Legado) | TVI (Aumento do Valor do Tom) baseado em7 | Propenso a tons médios turvos |
| G7 Master | Estados Unidos / América do Norte | equilíbrio visual de cinza baseado8 | Excelente para absorção Kraft |
| PMS (Metálico) | Global | formulação de tinta sólida | Requer base de primer branca |
A calibração do sistema é a diferença invisível entre fábricas baratas e parceiros confiáveis. Investi bastante para obter a certificação G7, garantindo que seus arquivos GRACoL sejam impressos perfeitamente aqui, sem a usual diferença de cores entre os EUA e a China. Se você precisa de consistência absoluta em diversos formatos de embalagem, posso produzir um lote de teste.
O que é a regra 70-20-10 para cores?
Inundar uma estrutura de exibição com dez cores vibrantes diferentes cria um caos visual. Os compradores passam direto por designs confusos. Você precisa de uma hierarquia estrutural rigorosa em suas peças de arte para converter vendas.
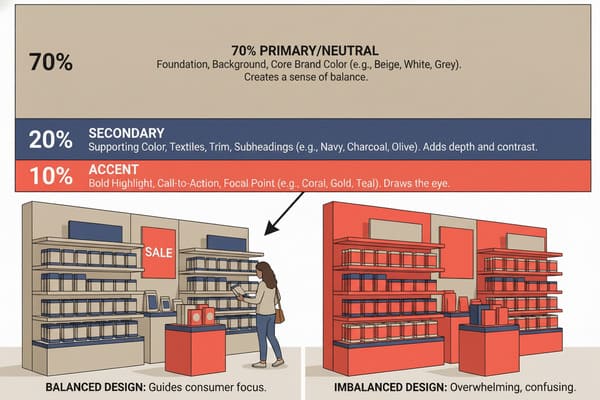
A regra 70-20-10 é um princípio fundamental de design que determina que um layout deve ser composto por 70% de cor dominante, 20% de cor secundária e 10% de cor de destaque. Essa distribuição proporcional guia a atenção do consumidor, cria equilíbrio visual e maximiza as compras por impulso em ambientes de varejo movimentados.
Gerenciando o Limite Total de Tinta (TIL) para Integridade Estrutural
Aplicar a regra visual 70/20/10 soa como pura teoria de marketing, mas no chão de fábrica, é literalmente uma questão de sobrevivência estrutural. Deixe-me explicar a física por trás da tinta. Certa vez, um designer me enviou um arquivo de arte para um recipiente de energético onde a cor dominante de "70%" era uma enorme e sólida aplicação de "Preto Photoshop" (C75 M68 Y67 K90). Isso equivale a 300% de cobertura total de tinta.
Quando passamos o material pela impressora, o grande volume de tinta líquida atravessou completamente o papelão ondulado tipo B de 32ECT. O papelão amoleceu e ficou mole no palete. Quando realizamos o Teste de Compressão da Caixa (BCT) 9 , o display cedeu sob apenas 18,1 kg (40 lbs) de peso. A tinta líquida pesada destruiu completamente a resistência à tração do papel. Para corrigir essa falha catastrófica, agora impomos um limite total de tinta (TIL) rigoroso de 260% 10 em nosso departamento de pré-impressão. Pegamos aquele preto perigoso de 300% e o convertemos matematicamente em um "Preto Rico Seguro" (C40 M30 Y30 K100). Ele parece idêntico ao olho humano sob luzes fluorescentes de lojas como Target ou CVS, mas usa drasticamente menos líquido.
A regra 70/20/10 obriga os designers gráficos a usar espaço negativo e cores dominantes mais claras. Isso mantém o papelão ondulado seco e rígido. Ao utilizar uma pequena cor de destaque de 10% (como um amarelo neon brilhante) para atrair o olhar do consumidor, você economiza tinta, reduz o tempo de cura na fábrica e garante que o expositor de chão suporte os 68 kg (150 lb) de produto para os quais foi projetado.
| Elemento de design | Cobertura de obras de arte | Realidade da Fábrica (Papelão) | Impacto estrutural |
|---|---|---|---|
| 70% Dominante | Inundação Escura Intensa (>300% TIL)11 | A prancha fica saturada/mole | Falha no teste de carga de 68 kg (150 lbs) |
| 70% Dominante | Espaço claro/negativo | A tábua permanece seca/rígida | Aprovado no teste de queda da ISTA12 |
| 10% de sotaque | Cor de ponto brilhante | Tempo de cura UV rápido | Contraste visual nítido |
Uma bela arte não significa nada se a apresentação desabar no corredor do supermercado. Ao gerenciar os limites de tinta por meio de proporções de design inteligentes, protejo tanto a imagem da sua marca quanto o seu produto físico. Envie seus arquivos AI para minha equipe de design antes de finalizar o layout.
Qual é a regra para combinar cores?
Nunca presuma que a impressora sabe o que você quer. Sem regras matemáticas rigorosas, a temperatura da fábrica, a umidade e o desgaste da máquina irão alterar constantemente as cores da sua marca durante a produção.
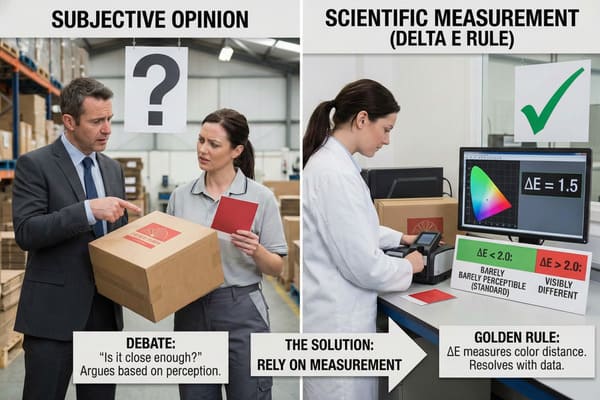
A regra para correspondência de cores é uma exigência rigorosa de controle de qualidade que requer que a impressão apresente uma tolerância Delta-E inferior a 2,0 em comparação com a amostra mestra aprovada. Essa regra matemática garante que as variações de cor permaneçam completamente imperceptíveis ao olho humano em grandes lotes de produção.
Protocolo da Amostra Dourada e Registro de Acabamento
A regra de ouro na minha linha de produção é brutal, mas necessária: a unidade de número 5.000 deve ser exatamente idêntica à primeira. Manter essa consistência ao longo de uma tiragem de três dias é incrivelmente difícil. Os rolos da impressora aquecem. A umidade ambiente na fábrica varia da manhã à noite. Se não medirmos constantemente a produção, as cores se alteram.
Combatemos essa realidade da fábrica usando o protocolo da "Amostra de Ouro". Antes do início da produção em massa, eu pessoalmente aprovo uma folha impressa perfeita, verificada por espectrofotômetro. Essa folha física fica diretamente no console da impressora Heidelberg. A cada 100 folhas retiradas da linha de produção, o valor é escaneado e comparado matematicamente a esse padrão mestre. Se a leitura Delta-E ultrapassar 2,0, paramos a máquina imediatamente.
Mas a correspondência não se resume apenas à tinta líquida CMYK. Também envolve acabamentos de alta qualidade. Marcas de luxo adoram adicionar verniz UV localizado (um brilho transparente e intenso) sobre seus logotipos. No entanto, o papelão ondulado se deforma ligeiramente sob a imensa pressão dos cilindros da impressora. Se a chapa de verniz UV for cortada com perfeição idêntica à chapa de impressão, essa pequena deformação faz com que o brilho "deslize" sobre o logotipo, criando uma imagem borrada e desalinhada. Eu resolvo isso projetando uma margem de "captura" de 0,5 mm (0,02 polegadas) em nosso processo de serigrafia de alta viscosidade. Também recuamos a máscara rígida de verniz UV exatamente 3 mm (0,12 polegadas) de quaisquer linhas de vinco estruturais. Se o polímero UV seco for dobrado durante a montagem na loja, ele racha e se desprende, deixando fragmentos de plástico pontiagudos.
| Ponto de verificação de controle de qualidade | Padrão da indústria | Nosso protocolo de fábrica |
|---|---|---|
| Consistência do lote | Inspeção visual | Espectrofotômetro a cada 100 folhas13 |
| Variação de cor | Delta-E < 4,0 (Visível) | Delta-E < 2,0 (Imperceptível)14 |
| Registro de UV localizado | Correspondência exata 1:1 (Drifts) | Sobreposição de aprisionamento de 0,02 polegadas (0,5 mm) |
| Linhas de vinco | Verniz sobre dobras (Rachaduras) | Zona de exclusão de brilho de 0,12 polegadas (3 mm) |
Recuso-me a deixar a reputação da sua marca ao acaso ou a operadores de máquinas cansados. Nossas rigorosas regras de Delta-E e tolerâncias de retenção projetadas garantem zero surpresas quando seu contêiner marítimo chegar ao centro de distribuição. Peça-me para retirar uma amostra aleatória da produção diretamente da prensa.
Conclusão
Dominar a impressão em papelão exige uma disciplina rigorosa, digna de fábrica, e não apenas um bom design gráfico. Pare de arriscar suas campanhas de varejo com impressões borradas e texturas frágeis. Solicite um orçamento instantâneo e deixe-nos projetar o seu sucesso.
Compreender o ganho de ponto (Dot Gain) é crucial para qualquer pessoa envolvida na produção gráfica, pois impacta diretamente a precisão das cores e a qualidade final da impressão. ↩
Aprender sobre o sistema de prova de cores da GMG ajudará você a entender como a prova avançada garante que as cores impressas correspondam às expectativas, reduzindo erros dispendiosos. ↩
Aprenda como as curvas de corte matemáticas do RIP melhoram a precisão de impressão e a consistência de cores, essenciais para embalagens de alta qualidade e provas profissionais. ↩
Descubra por que usar um espectrofotômetro com Delta-E < 2,0 é crucial para a correspondência precisa de cores na produção gráfica e no controle de qualidade. ↩
Compreender a Calibração Mestra G7 ajuda a garantir a consistência de cores em impressões internacionais, o que é crucial para marcas e designers globais. ↩
Aprender sobre o primer de tinta base branca revela como obter acabamentos metálicos de alta qualidade em embalagens, evitando resultados opacos ou sem brilho. ↩
Aprenda como o equilíbrio de tons de cinza baseado em TVI impacta a qualidade de impressão e por que ele é importante para obter uma reprodução de cores precisa em sistemas legados. ↩
Descubra os benefícios do equilíbrio visual de cinza na impressão e como ele leva a resultados superiores, especialmente para substratos desafiadores como o Kraft. ↩
Descubra como o Teste de Compressão de Caixa (BCT) avalia a resistência da embalagem, garantindo que seus displays suportem produtos pesados com segurança. ↩
Descubra por que impor um limite de 260% de tinta total é crucial para manter a integridade estrutural das embalagens de papelão ondulado e evitar falhas dispendiosas. ↩
Saiba como a alta cobertura de tinta afeta os materiais de embalagem e por que isso pode levar à saturação do papelão e à falha estrutural em aplicações reais. ↩
Descubra a importância dos testes de queda da ISTA para embalagens e como eles garantem a segurança e a durabilidade do produto durante o transporte e manuseio. ↩
Descubra como o uso de um espectrofotômetro a cada 100 folhas pode melhorar significativamente a precisão e a consistência das cores no seu processo de impressão. ↩
Descubra por que manter um Delta-E < 2,0 garante diferenças de cor imperceptíveis, resultando em qualidade de impressão superior e satisfação do cliente. ↩



