Uma matriz de corte cega arruína toda a sua produção. Se as bordas do seu expositor parecerem papelão mastigado, você estará perdendo vendas antes mesmo da caixa ser aberta.
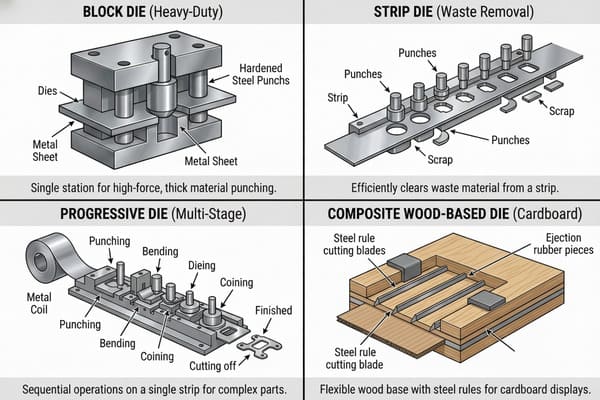
Os principais tipos de matrizes para a fabricação de papelão incluem matrizes de corte planas, matrizes rotativas de alta velocidade e matrizes a laser digitais. O formato específico da matriz escolhida determina diretamente a precisão física, a velocidade de produção e a qualidade das bordas do display de papelão ondulado final para o varejo, com base em padrões globais de máquinas industriais.
Uma bela obra de arte não vale nada se uma matriz barata esmagar seu papelão ondulado. Aqui está a dura realidade da fábrica, de como cortamos o papel para garantir que seus displays sobrevivam ao Walmart.
Quantos tipos de matrizes existem?
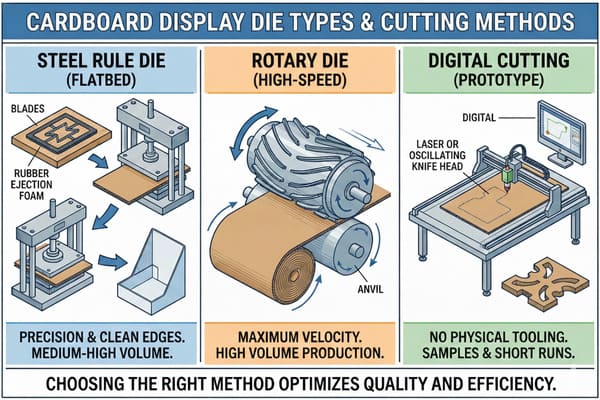
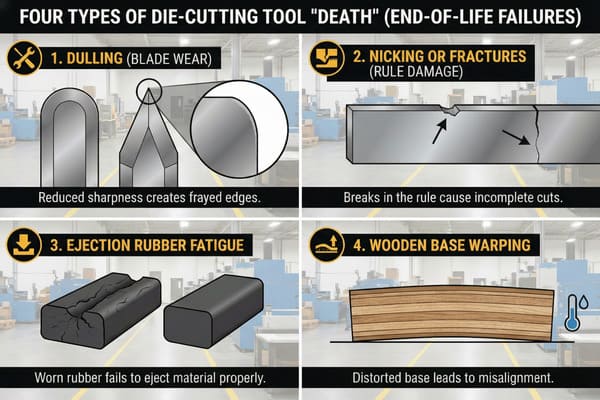
Basicamente, você tem três opções principais ao cortar papelão. Escolha a errada e o tempo de montagem dobra, porque as dobras não vão se alinhar.
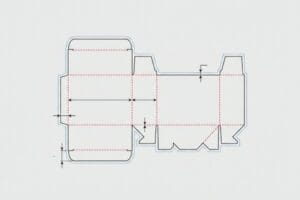
Existem três tipos principais de matrizes utilizadas na produção de papelão: matrizes planas, matrizes rotativas e lâminas de plotter digital. A matriz plana padrão opera com uma largura de 50 a 60 polegadas (127 a 152 cm), proporcionando precisão ideal para dobras estruturais complexas, dentro dos limites dos equipamentos industriais padrão.
Mecânica do corte em mesa plana versus corte rotativo
Aprendi isso da maneira mais difícil. No ano passado, um cliente de Nova York insistiu em usar uma matriz rotativa de alta velocidade para um expositor de balcão de cosméticos complexo. Eles achavam que poderiam economizar US$ 0,50 por unidade em uma produção de 10.000 unidades. Foi um desastre completo. As lâminas rotativas, que se curvam em torno de um cilindro de aço, esticaram o papelão ondulado tipo E o suficiente para deslocar as abas de encaixe em 1,5 mm. Os funcionários da loja não conseguiram montá-las. Tive que descartar todo o lote.
Por isso, sou extremamente rigoroso com as ferramentas. Para displays de ponto de venda (PDV) complexos, usamos apenas matrizes planas . Uma matriz plana utiliza lâminas de aço pressionadas contra uma placa plana de madeira de bétula. Ela pressiona com imensa pressão — frequentemente ultrapassando 200 toneladas — garantindo que cada linha de vinco fique perfeitamente reta. A matriz plana é mais lenta, atingindo um máximo de cerca de 3.000 folhas por hora, mas garante que as linhas de dobra não se desviem.
As matrizes rotativas são para caixas de envio simples e de alto volume, não para displays de varejo. Quando você envia para um Walmart no Texas ou um Target em Ohio, a equipe da loja precisa de uma montagem "sem frustração". Se o corte for preciso, as abas se encaixam como peças de Lego. Usamos as dimensões padrão de paletes GMA de 121 x 101 cm (48 x 40 polegadas), e a precisão de uma matriz plana garante que a caixa master não ultrapasse a borda nem por uma fração de polegada. Também controlamos rigorosamente a direção da fibra do papelão ondulado 32ECT durante o processo de corte plano, alinhando as ondulações verticalmente para maximizar a resistência no Teste de Compressão da Caixa (BCT).
| Recurso | Matriz de mesa plana | Matriz rotativa | Plotter Digital |
|---|---|---|---|
| Melhor utilizado para | Expositores de varejo complexos, dobras nítidas 3 | Caixas de envio simples e de alta velocidade | Prototipagem, amostras únicas em branco |
| Velocidade | Médio (até 3.000 folhas/hora) | Alta (até 12.000 folhas/hora) | Extremamente lento |
| Tolerância | Muito alto (alongamento zero) | Parte inferior (O papelão estica sobre o cilindro) | Perfeito ( Guiado a laser 4 ) |
| Custo das ferramentas | Moderado | Muito caro | Grátis (Sem dado físico) |
Sempre digo aos meus clientes que investir um pouco mais em ferramentas novas para corte plano economiza milhares em estornos para os varejistas. Posso mostrar um vídeo da nossa mesa Kongsberg cortando a amostra inicial em branco para que você possa verificar a tensão exata da aba antes de gravarmos as chapas para a produção em massa.
Quais são os 4 tipos de morte?
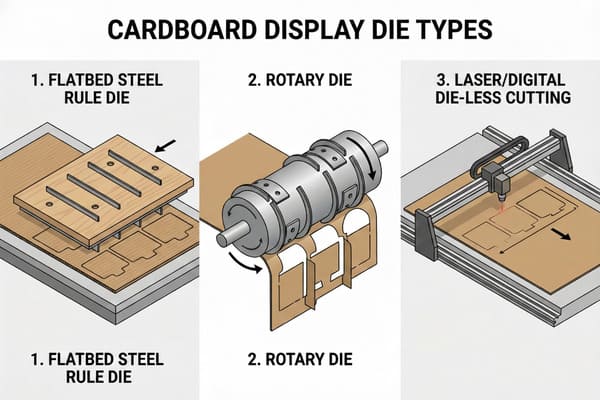
Quando uma matriz de corte quebra na linha de produção, sua produção para. Aqui estão as quatro maneiras pelas quais um molde de faca pode falhar fisicamente durante uma produção em massa.
Os quatro tipos de falha para uma matriz de corte incluem empenamento da madeira, desgaste da lâmina, falha na ejeção da borracha e curvatura da matriz. Essas falhas mecânicas específicas geralmente ocorrem após 100.000 a 500.000 impressões (254.000 a 1.270.000 ciclos), com base nas taxas médias de fadiga do aço industrial e exposição à umidade ambiental.
Identificando a fadiga das ferramentas antes que ela danifique seu display
Os compradores frequentemente pedem para reutilizar matrizes de corte antigas para economizar em um novo pedido. Eles acham que o aço dura para sempre. Detesto ter essa discussão, mas me recuso a usar ferramentas obsoletas. No verão passado, tentamos reutilizar uma placa de madeira para matrizes que havia ficado guardada em nosso depósito durante a estação chuvosa e úmida. A madeira havia empenado. Quando a prensa Heidelberg a atingiu, as lâminas não penetraram uniformemente na ranhura B do aço 44ECT . Metade do lote ficou com bordas irregulares, parecendo roídas por ratos. Isso me deixou louco.
Vamos analisar como um dado realmente falha ao cair no chão.
Primeiro, há o empenamento da madeira. A base de compensado de bétula absorve umidade. Uma expansão de 1,27 cm (0,5 polegadas) desalinha toda a linha de corte.
Em segundo lugar está o desgaste da lâmina 5. As lâminas de aço perdem seu fio microscópico após cortar quilômetros de papel Kraft reciclado. Lâminas cegas fazem com que as fibras do papel se rompam nas linhas de dobra.
Em terceiro lugar está a Falha de Ejeção da Borracha 6. Os blocos de espuma de borracha colados junto às lâminas empurram o papelão descartado para fora. Quando essa espuma se degrada e perde sua elasticidade, o papelão fica preso. Essa falha de desprendimento cria um grande congestionamento na linha de montagem.
Em quarto lugar, temos a deformação da régua. Se o operador da máquina ajustar a pressão muito alta para compensar uma lâmina cega, a régua de aço se deforma lateralmente. Em vez de um corte limpo, obtém-se uma borda amassada e ondulada que prejudica o acabamento fosco antirrisco.
Ao enviar produtos para varejistas premium nos EUA, não podemos ter rebarbas nas bordas. É por isso que adoto um protocolo de ferramentas novas. A menos que você esteja encomendando grandes volumes todos os meses, eu construo uma matriz completamente nova para cada lote.
| Tipo de falha | Causa física | Resultado em exibição de papelão |
|---|---|---|
| Empenamento da madeira | Umidade do armazém7 | Desvio de registro, as abas não encaixam |
| Perda de fio da lâmina | Fadiga do aço8 | Linhas de dobras estouradas, bordas irregulares |
| Falha da borracha | Degradação da espuma | Papelão velho preso dentro de cortes |
| Flexibilização de regras | Sobrepressão do operador | Flautas esmagadas, estética ondulada |
Você não quer que uma lâmina defeituosa comprometa uma produção de dez mil dólares. Eu absorvo o custo de criação de novos moldes de facas para a maioria dos pedidos recorrentes, porque proteger a imagem da sua marca no ponto de venda é muito mais importante do que economizar alguns trocados em compensado.
Quais são os diferentes tipos de dados?
Além das mesas planas e rotativas, o formato físico da lâmina de aço em si varia de acordo com a função que precisamos desempenhar com o papelão.
Os diferentes tipos de lâminas de corte incluem lâminas de corte, lâminas de vinco, lâminas de perfuração e lâminas de marcação. A espessura padrão das lâminas de corte é normalmente de 2 a 3 pontos (0,71 a 1,05 mm), projetadas especificamente para cortar ou dobrar papelão ondulado sem rasgar a impressão na superfície.
Anatomia das Lâminas de Aço
Um dado não é apenas uma lâmina afiada contínua. É uma mistura de diferentes formas físicas que atuam em conjunto. Se você usar o tipo errado de lâmina em um pedaço grosso de papelão ondulado de parede dupla, a peça de exibição se partirá ao meio quando o funcionário da loja tentar montá-la.
Tive um problema com um expositor de paletes pesado que seria enviado para o Costco na Califórnia. O designer original do cliente usou regras de corte padrão para uma dobra que suportasse carga. Quando colocamos 226 kg de ração para animais de estimação sobre ele durante nossos testes de fator de segurança, a estrutura inteira desabou. Por quê? A lâmina afiada cortou muito fundo no revestimento de papel kraft virgem, destruindo a resistência à tração do papel.
Então, trocamos por uma Régua de Vinco nº 9. Uma régua de vinco é uma peça de aço arredondada e sem ponta. Ela não corta. Ela achata as ondulações do papelão para criar uma dobradiça perfeita sem romper as fibras do papel.
Em seguida, temos a Regra de Perfuração. Isso é crucial para caixas de transporte com abertura fácil. Precisamos projetar a Proporção de Corte de 10. Podemos usar um corte de 3 mm (0,12 polegadas) seguido por uma amarração de 1 mm (0,04 polegadas). Se a amarração for muito forte, o funcionário do Walmart usa um estilete e corta o produto dentro da caixa. Se for muito fraca, a caixa se abre no caminhão da FedEx. Misturar essas diferentes formas de aço em uma única placa plana é exatamente como manipulamos a física da embalagem.
| Forma de lâmina | Perfil físico | Aplicação de fábrica |
|---|---|---|
| Regra de corte | Afiado, serrilhado ou reto | Cortando completamente o contorno de papelão11 |
| Regra de Vinco | Borda romba e arredondada | Criando dobradiças dobráveis de 90 graus |
| Régua de perfuração | Dentes alternados e espaços entre eles | Embalagem destacável com preço sugerido para venda no varejo (RRP)12 |
| Regra de Pontuação | Borda afiada e rasa | Cortar apenas a camada superior do revestimento |
A proporção exata entre vincos e cortes é o que nos permite evitar que seus displays rachem sob pressão. Solicite as imagens dos nossos testes de queda. Você verá exatamente como as regras de vinco corretas mantêm a caixa master intacta desde a minha fábrica até o seu armazém.
Qual é o tipo de matriz mais comum?
Se você estiver encomendando displays personalizados para pontos de venda, existe um método de fabricação que domina completamente o chão de fábrica.
O tipo mais comum de matriz é a matriz plana de aço. Essa ferramenta específica opera com uma pressão padrão de 100 a 300 toneladas (90 a 272 toneladas métricas), tornando-se o padrão global de fabricação para a produção de displays de embalagens de papelão ondulado personalizadas com estruturas físicas de encaixe preciso.

Por que as plataformas planas da Steel Rule dominam as vitrines personalizadas para o varejo?
Entre em qualquer fábrica de embalagens séria em Shenzhen ou Chicago, e você verá fileiras e mais fileiras de máquinas de corte e vinco de aço planas modelo 13. É a máquina mais essencial da indústria.
Os clientes detestam ouvir isso, mas as mesas de corte digitais são praticamente inúteis para produção em massa. Elas são ótimas para cortar uma única amostra branca em 24 horas para que você possa testar o encaixe do seu produto. Mas se você precisa que 5.000 expositores de chão sejam enviados para Seattle antes da Black Friday, uma lâmina digital se movendo em um braço robótico é muito lenta.
A matriz de corte plana de aço é a mais comum porque é a única ferramenta que equilibra velocidade com extrema complexidade estrutural. Quando projetamos um fecho de papel estilo origami para substituir os feios clipes de plástico, as tolerâncias de dobragem são incrivelmente rigorosas. Precisamos que todos os cortes, vincos e perfurações sejam feitos em uma única e enorme prensa de 200 toneladas.
Utilizamos madeira compensada de bétula cortada a laser de 14 mm para manter as lâminas de aço perfeitamente no lugar. O laser queima a ranhura e martelamos a régua de aço na madeira. Isso garante que as dimensões nunca se alterem. Se uma caçamba for projetada para ter exatamente 87,6 cm (34,5 polegadas) de largura para acomodar uma tampa padrão americana sem emperrar, a matriz plana garante que as unidades número 1 e número 5.000 sejam idênticas ao milímetro. Não há nenhuma falha de software que possa alterar o aço físico depois de martelado.
| Métrica | Matriz de aço plana | Plotadora digital (Kongsberg/Zund) |
|---|---|---|
| Velocidade de produção15 | Aproximadamente 3.000 unidades por hora | Aproximadamente 10 unidades por hora |
| Capacidade de complexidade | Extremamente alto (todos os cortes acontecem instantaneamente) | Alto (mas corta sequencialmente) |
| Tempo de configuração16 | 2 a 3 dias para montar o tabuleiro | 5 minutos (Envio de arquivo) |
| Custo unitário em escala | Muito baixo | Muito alto |
A matriz plana de aço é a forma como conseguimos produzir grandes volumes sem perder a sensação de personalização de alta qualidade. Sempre simulamos seu projeto inicial em nossa mesa digital primeiro, para que você possa testar fisicamente a estrutura. Após a aprovação, construímos a matriz de aço para garantir a geometria exata para a produção em massa.
Conclusão
Uma melhor execução no varejo começa com as ferramentas certas. Quer ver como seu design se dobra na prática? Solicite um orçamento instantâneo ou uma amostra física em branco hoje mesmo.
Descubra por que as matrizes de corte planas são as preferidas para displays de ponto de venda complexos e como elas garantem uma montagem precisa e sem complicações para embalagens de varejo. ↩
Descubra a importância do papelão ondulado 32ECT e como a direção e a resistência de suas fibras afetam a durabilidade e o desempenho das caixas de transporte. ↩
Aprenda a criar dobras profissionais e precisas em seus projetos de embalagem para uma aparência mais refinada e de alta qualidade. ↩
Descubra como os sistemas guiados a laser aprimoram a precisão em plotters digitais, resultando em protótipos e amostras impecáveis. ↩
Compreender o desgaste das lâminas ajuda a manter cortes de alta qualidade e a evitar erros de produção dispendiosos, garantindo que suas embalagens tenham sempre uma aparência profissional. ↩
Aprender sobre falhas na ejeção de borracha pode ajudar a prevenir travamentos e paradas na sua linha de montagem, melhorando a eficiência e a qualidade do produto. ↩
Aprenda como o controle da umidade no armazém pode evitar o empenamento da madeira, garantindo melhor encaixe e acabamento para displays de papelão e reduzindo erros de produção dispendiosos. ↩
Compreender a fadiga do aço ajuda a manter as lâminas mais afiadas, resultando em cortes mais limpos e equipamentos mais duráveis para a produção de displays de papelão. ↩
Aprenda como uma régua de vinco preserva a resistência do material e cria dobradiças perfeitas, o que é essencial para um design de embalagens duráveis e funcionais. ↩
Compreender a relação de corte é fundamental para projetar caixas destacáveis que se abrem facilmente sem danificar o produto, garantindo segurança e praticidade. ↩
Descubra como o corte completo do contorno da caixa de papelão afeta a precisão e a eficiência da embalagem, fatores cruciais para a apresentação e proteção de alta qualidade do produto. ↩
Descubra as vantagens das embalagens destacáveis para varejistas, incluindo maior facilidade no abastecimento das prateleiras e melhor experiência do consumidor, tornando-as uma valiosa inovação em embalagens. ↩
Descubra como as matrizes de corte planas em aço permitem uma produção em massa rápida, precisa e consistente de displays personalizados para o varejo, tornando-as essenciais no setor. ↩
Descubra por que a madeira compensada de bétula cortada a laser é crucial para segurar lâminas de aço com precisão, garantindo que cada corte e vinco seja perfeitamente replicado na produção em larga escala. ↩
Compreender a velocidade de produção ajuda você a escolher o método de corte certo para o cronograma e as necessidades de eficiência do seu projeto. ↩
Aprender sobre o tempo de preparação pode ajudar a otimizar seu fluxo de trabalho e reduzir atrasos no início de novas produções. ↩