
Levar um display de varejo da tela para o chão da loja é como navegar em um campo minado. É preciso um processo impecável para evitar falhas estruturais dispendiosas.
O processo de fabricação de displays de papelão exige engenharia estrutural precisa, calibração de pré-impressão, litografia, corte e vinco automatizado e dobragem sequencial. Cada fase demanda tolerâncias matemáticas exatas. Ignorar uma única verificação de validação durante essas etapas inevitavelmente causa falhas catastróficas no transporte ou rejeição imediata nos rigorosos centros de distribuição de grandes varejistas.

Vamos analisar exatamente como essas matérias-primas se transformam em produtos de merchandising de alto desempenho para o varejo e onde a maioria das marcas acaba sabotando suas campanhas físicas.
Como o papelão é feito, passo a passo?
Você pode presumir que a impressão e o corte são as únicas etapas principais, mas a combinação correta dos materiais é onde a maior parte da integridade estrutural é construída ou destruída permanentemente.
A fabricação de papelão, passo a passo, envolve ondular o papel cru, aplicar adesivos à base de água e colá-lo entre placas planas de revestimento. Esse ciclo contínuo de ondulação cria os arcos estruturais distintos que proporcionam resistência à compressão dinâmica, garantindo que seus produtos finais resistam ao transporte marítimo pesado e ao manuseio brusco em armazéns de varejo.

A receita básica parece simples, mas a físico-química envolvida na linha de produção introduz riscos cinéticos imediatos.
Sobrevivendo à distorção de deformação causada pela umidade do PVA
Até mesmo designers experientes muitas vezes ignoram o ponto cego da química de laminação. Eles presumem que a montagem de uma folha superior impressa de alta qualidade em uma placa rígida de papelão ondulado tipo B¹resulta em um painel de exibição perfeitamente plano. Em teoria, aplicar cola ao papel é uma ligação mecânica simples que deve secar uniformemente sem alterar o layout geométrico do substrato.
A realidade na fábrica é muito mais volátil. O processo de litografia-laminação utiliza um adesivo PVA (acetato de polivinila) à base de água e úmido.Quando passo um lote pela coladora, o revestimento poroso absorve instantaneamente essa umidade. Se eu não controlar rigorosamente a fase de secagem antes do envio para um ambiente de alta umidade como o Texas, nos EUA, o PVA encolhe e cria uma enorme tensão superficial.Todo o painel lateral de 1524 mm (60 polegadas) se deforma e curva para dentro como uma batata frita. Já vi funcionários lutando para montar esses painéis curvados no chão da fábrica, enfrentando a resistência rígida da placa deformada até que as abas de retenção se rompam. Para solucionar esse problema, desenvolvi um protocolo rigoroso de cura por peso, empilhando as placas úmidas sob pressão exata de peso morto por 24 horas. Essa cura plana evita o atrito na montagem, economizando para as empresas de embalagem cerca de 30% em tempo de trabalho manual e mantendo o cronograma de lançamento intacto.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Acelerar a fase de secagem da cola úmida | Aplicar cura por peso morto de 24 horas4 | Elimina painéis laterais arqueados |
| Ignorando a absorção de umidade do PVA | Adicionando um backliner duplex balanceado5 | Garante que os displays fiquem retos |
| Forçar abas deformadas durante a montagem | Aperfeiçoando a geometria da prancha plana | Economiza 25 segundos de tempo de montagem por unidade6 |
Recuso-me a deixar que tempos de cura apressados comprometam a base estrutural. Dedicar 24 horas extras para prensar as placas matematicamente garante que seus expositores fiquem perfeitamente nivelados sob a forte luz fluorescente das lojas.
🛠️ Mesa do Harvey: Os painéis laterais estão empenando e causando problemas na linha de montagem? 👉 Solicite uma Auditoria Estrutural ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Que máquina é usada para fabricar papelão?
Mesas de corte industriais e impressoras offset impulsionam a linha de montagem, mas essas máquinas robustas são completamente inúteis se não entenderem as instruções digitais que você lhes fornece.
As máquinas utilizadas para fabricar displays de papelão incluem onduladeiras industriais, impressoras litográficas automatizadas e mesas de corte digital. Esses sistemas de fabricação robustos operam utilizando dados vetoriais altamente específicos, traduzindo cores digitais precisas diretamente em movimentos físicos da lâmina e profundidades de vinco exatas para uma montagem impecável.
Conhecer o hardware é ótimo, mas entender como se comunicar corretamente com essas máquinas é o verdadeiro segredo para evitar grandes gargalos na produção.
A armadilha de comando de ferramenta de cor especial
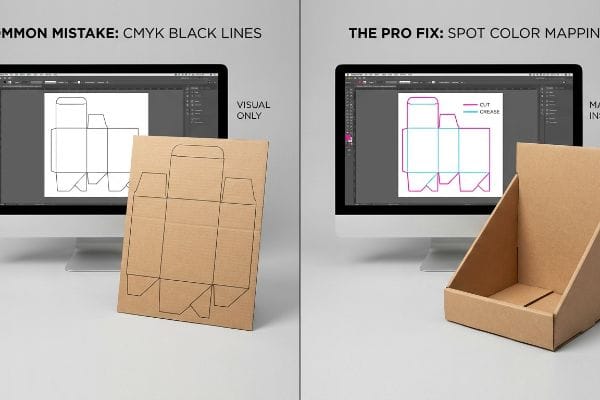
Uma armadilha comum que pega até mesmo equipes de compras experientes é presumir que as linhas visuais em um PDF indicam automaticamente à máquina onde cortar. Elas enviam gabaritos usando linhas de corte padrão CMYK (ciano, magenta, amarelo e preto) com traços pretospara delinear a estrutura física do expositor de PDV (Ponto de Venda). Visualmente, parece um projeto completo, pronto para fabricação.
Mas as mesas de roteamento CNC (Controle Numérico Computadorizado) automatizadas e as gravadoras a laser de papelão não leem linhas pretas visuais; elas exigem mapeamentos de cores especiais absolutas8.Quando um arquivo chega com traços pretos padrão, o software de pré-impressão da máquina mescla essas linhas de corte diretamente na camada da arte. A impressora imprime uma caixa bonita com contornos pretos visíveis, mas não faz nenhum corte físico. Certa vez, vi um lote inteiro de protótipos parar porque a cabeça de corte pairava inutilmente, produzindo o zumbido alto e oco de um eixo cortando ar em vez de papelão. Agora, intercepto e imponho um protocolo de cores especiais absolutas — 100% magenta para "Corte" e 100% ciano para "Vincar". Isso traduz a intenção digital em uma execução mecânica precisa, evitando erros de impressão que geram estornos massivos por parte dos varejistas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando preto CMYK para linhas de corte | Atribuir 100% de cor magenta à cor de destaque9 | Garante cortes limpos com a lâmina |
| Integrando estrutura à obra de arte | Isolar completamente os caminhos mecânicos10 | Previne defeitos no contorno impresso |
| Baseando-se em revisões visuais de PDFs | Software RIP para máquina de pré-voo11 | Elimina o tempo de inatividade da máquina |
Na fase de pré-impressão, sempre separo a matemática estrutural da estética da superfície. Impor um mapeamento de cores preciso garante que as lâminas entrem em contato com o substrato de forma impecável, mantendo sua arte perfeita e seu cronograma de produção em dia.
🛠️ Mesa do Harvey: Sua gráfica atual reclama de caminhos vetoriais ilegíveis e atrasos na prototipagem? 👉 Faça uma verificação de arquivos de pré-impressão ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
O papelão é natural ou artificial?
Os compradores adoram pressionar por máxima ecocompatibilidade, mas forçar as fibras de papel bruto além de seus limites físicos muitas vezes transforma uma campanha sustentável em um pesadelo logístico.
Sim. O papelão é natural porque se origina de fibras de celulose renováveis da madeira, mas o processo de fabricação moderno é altamente artificial. Os fabricantes repulpam quimicamente e reestruturam mecanicamente essas fibras orgânicas em papelão ondulado, equilibrando as exigências ambientais de sustentabilidade com as rigorosas capacidades de carga dinâmica necessárias para a logística global.

A origem do material é orgânica, mas tratar o papel reciclado como um recurso infinito é um erro perigoso na engenharia estrutural.
Limite de Esgotamento de Fibras em Placas Recicladas
As equipes de compras que buscam a máxima sustentabilidade muitas vezes exigem testliner 100% reciclado para expositores de varejo de alta resistência, presumindo que ele possua exatamente a mesma integridade física que o papelão novo.Parece uma situação ideal em que todos saem ganhando: atender às cotas ambientais corporativas e, ao mesmo tempo, manter as capacidades estruturais padrão das embalagens.
Imagine as fibras de papel como um elástico; cada vez que você o estica e reutiliza, ele perde elasticidade permanentemente. Durante o processo de repolpação, as fibras de celulose encurtam fisicamente. Após cinco a sete ciclos de reciclagem¹³,essas fibras sofrem exaustão mecânica total. Se eu colocar uma bandeja sob um teste de compressão de borda (ECT) T811 da TAPPI (Associação Técnica da Indústria de Celulose e Papel)¹⁴, consigo ouvir o estalo seco e microscópico enquanto as ondulações exaustas colapsam instantaneamente sob a pressão. Para suportar o transporte marítimo pesado em duplas camadas, aplico um método híbrido de materiais, injetando uma proporção precisa de 30% de papel kraft virgem diretamente nas ondulações que suportam a carga. Essa introdução estratégica de fibras longas e novas restaura instantaneamente a resistência à compressão dinâmica, garantindo que seus paletes cheguem totalmente intactos e passem com segurança pelas rigorosas auditorias de sustentabilidade das grandes empresas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Exigir o uso de 100% de papelão reciclado | Injeção de 30% de material kraft virgem15 | Resiste a cargas pesadas de paletes carregadas por cima |
| Ignorando o comprimento microscópico da fibra | Aumento da densidade das ranhuras do núcleo16 | Evita que o produto seja esmagado no corredor |
| Baseando-se exclusivamente no marketing ecológico | Equilibrando CoC com a força ECT17 | Passa por rigorosas auditorias de recebimento |
Eu jamais comprometo a estabilidade da base em prol de uma estratégia de marketing. Misturar fibras kraft frescas com celulose reciclada é a única maneira de garantir que seus produtos pesados sobrevivam à árdua jornada da minha fábrica até a prateleira.
🛠️ Mesa do Harvey: Seus displays ecológicos estão cedendo sob o peso dos seus produtos? 👉 Solicite sua Análise de Estratégia de Materiais ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor agregado.
O que é a fabricação de caixas de papelão ondulado?
Criar um desenho plano é uma coisa, mas converter essa arte em uma estrutura tridimensional capaz de suportar carga exige atenção implacável às tolerâncias mecânicas precisas.
A fabricação de caixas de papelão ondulado transforma material plano em estruturas geométricas por meio de operações automatizadas de corte, vinco e dobra. Esse processo de conversão de alta velocidade depende fundamentalmente de tolerâncias de curvatura específicas para acomodar a espessura do papelão, transformando substratos brutos em caixas master rígidas e resistentes, otimizadas para a distribuição e venda seguras do produto.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e o papelão plano precisa realmente ser dobrado em uma curva.
A armadilha da compensação de calibradores na produção
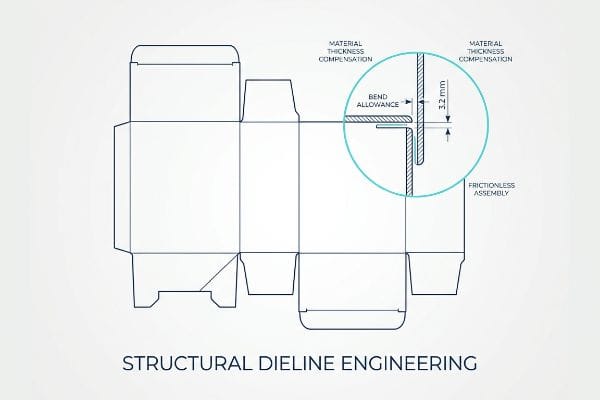
Os designers gráficos frequentemente criam abas de encaixe e ranhuras dobráveis em seus softwares CAD (Desenho Auxiliado por Computador) com a mesma largura exata do painel correspondente. Eles presumem que uma aba de uma polegada (25,4 mm) simplesmente desliza para dentro de uma ranhura de uma polegada, confiando que o projeto digital plano se traduzirá perfeitamente no mundo físico.
Montar um único display em pé em um laboratório é fácil, mas a dura realidade é a seguinte: basta enviar 500 unidades para uma empresa de embalagem terceirizada. O papelão ondulado tem massa física. Quando um painel de 3,17 mm (0,12 polegadas) de espessura com ondulação B¹⁸é dobrado a 90 graus, ele consome material ao redor do raio externo. Se a ranhura de encaixe na matriz de corte não for alargada para compensar, a geometria falha. Durante os testes iniciais de protótipos em minhas instalações, frequentemente vejo arquivos padrão falharem nesse teste básico; o funcionário da loja acaba suando e forçando uma aba desalinhada, resultando em uma borda de papel feia e rasgada que arruína a estética da marca. Ao programar matematicamente uma tolerância de dobra específica de exatamente 3,2 mm (0,12 polegadas)¹⁹ em cada dobra, quebro o bloqueio por atrito. Essa correção estrutural rigorosa garante uma montagem sem atrito, reduzindo o tempo de embalagem em cerca de 42 segundos por unidade e protegendo seu orçamento de mão de obra.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Projetando encaixes 1:1 com abas | Adicionando tolerâncias matemáticas de curvatura20 | Permite a inserção de abas sem atrito |
| Ignorando o consumo do calibre da placa | Alargamento das ranhuras para o raio externo21 | Evita que as bordas do papelão rasguem |
| Forçando travamentos firmes na linha | Deslocamentos geométricos precisos em engenharia22 | Reduz drasticamente a mão de obra cara de terceirização de embalagens |
Sempre recrio as linhas de corte planas recebidas para levar em conta a espessura real do material. Incorporar essas microfolgas diretamente no arquivo estrutural é como evito desastres de montagem caóticos e cheios de fita adesiva no chão de fábrica.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher o fornecedor de fabricação mais barato disponível, mas quando um arquivo de cores não calibrado de um designer gráfico se funde com abas de papel ondulado tipo B de 3,17 mm (0,12 polegadas) não compensadas na linha de montagem, o resultado são papéis rasgados e painéis laterais de PVA deformados que atrasam a embalagem em cerca de 30% e eliminam completamente a margem de lucro da sua campanha. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais no estágio inicial. Pare de adivinhar as tolerâncias do substrato e deixe-me pessoalmente analisar seus arquivos com minha Auditoria Prévia de Corte e Vinco gratuita ↗ para detectar erros mecânicos dispendiosos antes do início da produção em massa.
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. As normas da indústria para embalagens de papelão ondulado definem a altura específica da ondulação, a espessura e a resistência à compressão do papelão ondulado tipo B. Papel da evidência: especificação; tipo de fonte: norma industrial. Fundamentos: a classificação técnica e as propriedades estruturais do material. Nota de escopo: baseado em tabelas globais padrão de ondulação. ↩
"Adesivos à base de água para embalagens", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Documentação industrial que verifica a composição química dos adesivos utilizados na litografia-laminação de papelão ondulado. Função da evidência: verificação técnica; tipo de fonte: manual da indústria. Baseia-se no uso de PVA à base de água. Observação: os tipos de adesivo podem variar de acordo com o fabricante .
"Hora das Perguntas Estúpidas: consertando o PVA estúpido | Fórum Oldhammer", https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/. Pesquisas em ciência dos materiais explicam como a evaporação da água dos adesivos PVA induz tensão de tração e deformação em substratos porosos. Papel da evidência: verificação causal; tipo de fonte: estudo revisado por pares. Apoia: a relação entre a contração do PVA e a deformação do substrato. Nota de escopo: aplica-se especificamente a materiais porosos à base de papel. ↩
"Melhor Cola para Papelão: Principais Escolhas para Colagens Fortes – ARO Pumps", https://www.arozone.com/en/tools/blog/best-glues-for-cardboard-top-choices/. Documentação técnica sobre tempos de cura de adesivos para evitar deformações no papelão. Papel da evidência: especificação técnica; tipo de fonte: guia do fabricante. Fundamentos: a necessidade de um período de cura de 24 horas. Nota de escopo: específico para adesivos à base de PVA. ↩
"[PDF] Torção em Papelão Ondulado – Causas e Soluções – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. Análise de engenharia do balanceamento de materiais na construção de papelão para neutralizar a curvatura induzida pela umidade. Papel da evidência: solução estrutural; tipo de fonte: norma da indústria. Suportes: método para prevenir deformações. Nota de escopo: foca em aplicações de revestimento duplex. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Dados empíricos ou estudo de caso sobre ganhos de eficiência na montagem resultantes da geometria corrigida do papelão. Papel da evidência: métrica de desempenho; tipo de fonte: estudo operacional. Argumentos: alegação quantitativa de economia de tempo. Nota de escopo: provavelmente baseado em tamanhos médios de displays de varejo .
"Cores especiais vs. cores de processo | Adobe", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. A documentação técnica para mesas de corte CNC especifica que os valores CMYK são interpretados como dados de impressão, enquanto as cores especiais nomeadas são necessárias para acionar comandos específicos de trajetória de ferramenta para corte e vinco. Papel da evidência: especificação técnica; tipo de fonte: manual de fabricação. Suporta: a distinção entre gráficos prontos para impressão e instruções de ferramentas legíveis por máquina. Nota de escopo: aplica-se a sistemas automatizados de corte digital. ↩
"Dominando o Corte a Plasma CNC: Tecnologia, Operação e CAM", https://www.youtube.com/watch?v=wtriVCfRIK0. Documentação técnica que explica como o software de corte a laser e CNC distingue os percursos das ferramentas da arte final por meio de atributos de cores especiais. Função da evidência: verificação técnica; tipo de fonte: manual do equipamento. Apoia: a necessidade de mapeamento de cores não visual para instruções da máquina. Nota de escopo: aplica-se a fluxos de trabalho de pré-impressão baseados em vetores .
"Adobe Illustrator – Qual amostra de cor usar para linhas de corte?", https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines. Breve explicação de como cores especiais específicas são usadas como gatilhos técnicos para lâminas de corte em plotters industriais. Papel da evidência: especificação técnica; tipo de fonte: manual do equipamento. Argumentos: o uso de cores especiais para garantir cortes limpos da lâmina. Observação sobre o escopo: específico para determinadas configurações de RIP e cortadora .
"Efeitos do tamanho e do caminho de impressão nas propriedades mecânicas de… – PMC – NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC8866044/. Breve explicação do padrão da indústria para separar as linhas de corte estruturais das camadas de impressão, a fim de evitar erros de registro. Papel da evidência: melhores práticas da indústria; tipo de fonte: manual de produção gráfica. Benefícios: prevenção de defeitos de contorno impressos. Nota de escopo: relevante tanto para impressão offset quanto digital em papelão .
"O que é um RIP na Impressão Digital? – Roland DGA Corporation", https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing. Breve explicação de como a verificação prévia (preflighting) do Processador de Imagem Raster (RIP) detecta erros nos arquivos antes que cheguem ao hardware. Papel da evidência: validação do fluxo de trabalho; tipo de fonte: guia técnico. Apoia: a afirmação de que a verificação prévia elimina o tempo de inatividade da máquina. Nota de escopo: aplica-se à impressão industrial de alto volume .
"Efeito do teor de fibra virgem na resistência e rigidez…", https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/ . Um estudo de ciência dos materiais ou norma de embalagem industrial que compara a resistência à tração e a pressão de ruptura de fibras recicladas com fibras de celulose virgem. Papel da evidência : comparação técnica; tipo de fonte: periódico revisado por pares ou ficha técnica. Fundamenta: a diferença de desempenho físico entre placas recicladas e virgens. Nota de escopo: limitado a aplicações de suporte de carga pesada.
"[PDF] O que acontece com as fibras celulósicas durante a fabricação e reciclagem de papel…", https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. Pesquisas de referência na área de celulose e papel comprovam o limite de degradação das fibras de celulose por meio da reciclagem repetida. Papel da evidência: verificação factual; tipo de fonte: periódico revisado por pares. Apoia: o limite de exaustão da fibra. Nota de escopo: Os limites reais podem variar de acordo com a fonte da fibra .
"Medições de Campo Completo no Teste de Compressão de Borda de Papelão Ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Verificação da norma TAPPI para medição da resistência à compressão de papelão ondulado. Papel da evidência: validação técnica; tipo de fonte: documentação de norma industrial. Apoia: o uso do ECT para testes estruturais. Nota de escopo: Aplicável a papelão ondulado para revestimento e miolo. ↩
"[PDF] PAPÉIS VIRGENS VERSUS RECICLADOS Por L. Lisa Zhao Uma Tese …", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. Explicação de como as proporções de fibra virgem previnem o esgotamento da fibra e mantêm a capacidade de carga vertical. Papel da evidência: especificação técnica; tipo de fonte: periódico de ciência dos materiais. Fundamentos: benefícios estruturais do material kraft virgem. Nota de escopo: Aplica-se a misturas de painéis reciclados. ↩
"Estimativa da resistência ao esmagamento das bordas do papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/ . Análise técnica de como o aumento do número de ondulações por metro linear aumenta a resistência à compressão vertical. Papel da evidência: princípio de engenharia; tipo de fonte: manual da indústria de embalagens. Benefícios : prevenção do esmagamento de bordas. Nota de escopo: foco na geometria do papelão ondulado.
"Classificações ECT explicadas: o que elas significam para suas embalagens de papelão ondulado…", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopP7yPm-za1Zdmrhk02tMYdyIedJTTmSlfpLAr5AG8HpZc5jsfg. Diretrizes padrão para valores do Teste de Compressão de Borda (ECT) exigidos para atender às auditorias de logística e controle de qualidade do varejo. Papel da evidência: padrão da indústria; tipo de fonte: guia de certificação logística. Fundamentos: necessidade de métricas ECT para conformidade com auditorias. Observação sobre o escopo: específico para padrões de recebimento no varejo .
"Papelão Ondulado e Tipos de Materiais – Estratégias de Embalagem", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Verificação das medidas padrão da indústria para papelão ondulado tipo B. Papel da evidência: verificação factual; tipo de fonte: ficha técnica. Comprovante: alegação de espessura do material. Observação : as medidas podem variar ligeiramente de acordo com o fabricante.
"[PDF] Rigidez à flexão do papelão ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. Justificativa técnica para o cálculo da tolerância à flexão com base na espessura do material para evitar falhas geométricas durante a dobra. Papel da evidência: validação de engenharia; tipo de fonte: manual de projeto de embalagens. Suporte: método de correção estrutural. Nota de escopo: aplicação específica para dobras de 90 graus. ↩
"Determinação Analítica da Rigidez à Flexão de uma Embalagem de Cinco Camadas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Documentação técnica sobre engenharia de embalagens explica como a tolerância à flexão leva em consideração a deformação do material durante a dobragem para garantir um encaixe preciso. Papel da evidência: especificação técnica ; tipo de fonte: manual da indústria. Fundamentos: o uso de tolerâncias à flexão para inserção de abas. Nota de escopo: aplica-se principalmente a caixas dobráveis rígidas e semirrígidas.
"Métodos de teste e efeitos da flambagem entre as ondulações – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. As diretrizes de ciência dos materiais para papelão ondulado detalham como a espessura (calibre) exige o alargamento das ranhuras para acomodar o raio externo do material durante a dobra. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Fundamentos: a necessidade de alargar as ranhuras para evitar o rasgo do papelão. Nota de escopo: varia de acordo com o tamanho da ondulação e a qualidade do papelão. ↩
"O custo oculto da ineficiência das embalagens – e como corrigi-lo", https://www.packagingdive.com/spons/the-hidden-cost-of-packaging-inefficiency-and-how-to-fix-it/741083/ . Pesquisas de engenharia industrial sobre otimização de linhas de montagem demonstram que a otimização das tolerâncias geométricas reduz o tempo de montagem e a força física necessária para os mecanismos de travamento . Papel da evidência: impacto econômico; tipo de fonte: estudo de engenharia industrial. Apoia: a afirmação de que as compensações geométricas reduzem a mão de obra de co-embalagem. Nota de escopo: foco em linhas automatizadas ou semiautomatizadas de alto volume.



