Você passa semanas finalizando a arte, mas o primeiro protótipo ainda parece frágil. Garantir da embalagem para venda no varejo exige dominar a matemática estrutural muito antes da tinta sequer tocar o papelão.
Garantir a perfeição da embalagem exige a otimização de cinco elementos essenciais: espessura da placa estrutural, tolerância à umidade ambiental, logística de caixas master sem saliências, gerenciamento preciso de cores especiais e design de montagem sem atrito. O equilíbrio dessas variáveis garante o transporte seguro da carga, evita estornos no varejo e assegura que a sua apresentação física corresponda perfeitamente à sua arte digital.

Mas conhecer as dicas teóricas não basta quando máquinas automatizadas de alta velocidade começam a cortar seus designs. Vamos analisar as realidades práticas que diferenciam um lançamento impecável no varejo dos EUA de uma falha custosa em um armazém.
Como criar uma embalagem perfeita?
Um arquivo do Illustrator visualmente deslumbrante não significa nada se as dobras físicas rasgarem. A base de qualquer projeto estrutural bem-sucedido reside na compreensão das tolerâncias de espessura do material.
Para criar uma embalagem perfeita, é necessário ajustar matematicamente as ranhuras da matriz de corte para compensar a espessura física do papelão ondulado dobrado. Não adicionar essa tolerância de dobra específica causa atrito excessivo durante a embalagem conjunta, resultando em ondulações amassadas, folhas superiores rasgadas e displays de varejo instáveis.
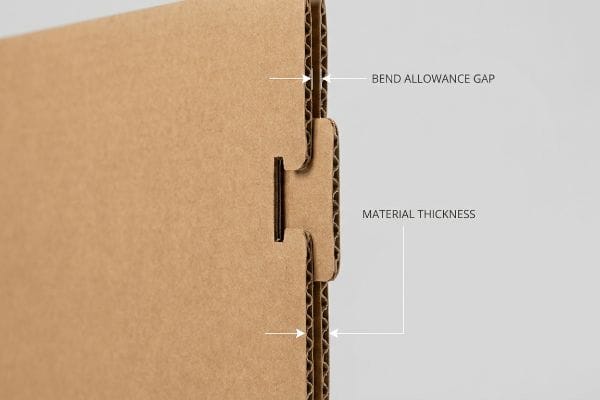
Acertar nos gráficos é apenas metade da batalha. O verdadeiro teste acontece quando mãos humanas tentam dobrar um pedaço de papelão de 3 mm de espessura em 90 graus.
A realidade da "compensação de calibre" para embalagens
A prática padrão de muitos artistas gráficos envolve a criação de abas interligadas e encaixes dobráveis exatamente com a mesma largura do painel correspondente. Eles presumem que, se uma aba tem 2 polegadas (50,8 mm) de largura, o encaixe deve ter exatamente 2 polegadas (50,8 mm) de largura. Embora isso faça sentido lógico em uma tela plana de computador, ignora completamente o volume tridimensional que o papelão ondulado ocupa quando sedobra.
Até mesmo designers experientes muitas vezes ignoram esse ponto cego ao migrar de embalagens de papelão dobráveis finas para displays robustos de papelão ondulado tipo B. Vejo isso acontecer constantemente quando um copacker frustrado se esforça para encaixar um painel grosso em uma ranhura apertada, resultando no som alto e desajeitado do papel kraft rasgando. Quando essa placa dobra, consome material e, sem uma folga de curvatura projetada, toda a estrutura se curva severamente para fora. Na minha empresa, reconstruo matematicamente essas ranhuras de encaixe usando CAD paramétrico (Desenho Auxiliado por Computador), adicionando exatamente a folga necessária para o raio externo. Esse ajuste hiperespecífico elimina o atrito estrutural, acelerando as linhas de montagem em cerca de 30% e economizando milhares para as marcas em custos de mão de obra desperdiçada.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Proporção de 1:1 entre ranhuras e abas nas linhas de corte | Adicionando tolerâncias de curvatura paramétricas do calibrador2 | Montagem sem atrito e sem necessidade de rasgar |
| Ignorando a espessura do material ondulado | Medição do volume específico da placa | Impede o arqueamento interno do painel3 |
| Aperto manual das abas | Folgas pré-fabricadas4 | Acelera o tempo de co-embalagem |
Eu nunca envio um arquivo gráfico sem ajustes diretamente para a mesa de corte. Ao alargar artificialmente essas ranhuras antes da fabricação, garanto que seu display fique perfeitamente alinhado sem depender de fita adesiva transparente, que é feia.
🛠️ Mesa do Harvey: Não tem certeza se suas abas de encaixe têm a tolerância de curvatura correta para perfil B? 👉 Faça uma auditoria da sua matriz de corte ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são as 5 considerações importantes na hora de fazer uma embalagem?
Além da estética, é preciso avaliar a durabilidade do material, a integridade estrutural, a logística de transporte, a velocidade de montagem e a resistência ambiental. Negligenciar os fatores ambientais muitas vezes destrói até mesmo as estruturas de papelão mais resistentes.
A avaliação das 5 considerações na fabricação de embalagens exige priorizar a física da umidade ambiental juntamente com as dimensões padrão. Como o papelão ondulado poroso absorve naturalmente a umidade ambiente durante longos transportes marítimos, os moldes de corte precisos devem incluir uma folga projetada para evitar que a expansão cause falhas catastróficas na montagem em ambientes úmidos de armazém.

Uma caixa perfeitamente ajustada em um escritório com ar-condicionado se comporta de maneira totalmente diferente quando está em um centro de distribuição abafado.
Combatendo o fator "inchaço por umidade" em embalagens
Ao desenvolver um lançamento para o varejo, as equipes normalmente definem suas tolerâncias estruturais com base na espessura absoluta da prancha, logo após sair da linha de produção. Essa base teórica pressupõe que o material permanecerá estaticamente perfeito durante todo o seu ciclo de vida. No entanto, o testliner padrão de 32 ECT (Edge Crush Test) é altamente poroso⁵eas condições atmosféricas ditam seu estado físico final.
É uma armadilha comum que pega até mesmo equipes de compras experientes, que se perguntam por que suas amostras brancas previamente aprovadas de repente não se encaixam no centro de distribuição. Eu sei exatamente como é ver os funcionários do armazém suando para forçar abas inchadas em encaixes apertados porque o papelão absorveu umidade durante um longo transporte marítimo para um mercado úmido dos EUA, como a Flórida. A resistência rígida do papelão kraft úmido força os trabalhadores a amassarem as ondulações apenas para montar a unidade, comprometendo a capacidade de suportar pesoParacorrigir isso, eu automaticamente projeto uma margem de segurança extra de 1 mm (0,04 polegadas) para umidadeinvisível garante que o copacker tenha uma montagem sem atritos, evitando completamente as enormes cobranças de mão de obra associadas a configurações difíceis.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Projetando para espessura de tábua completamente seca | Projetar uma margem de umidade de 1 mm8 | Montagem tranquila em climas úmidos |
| Ignorando as condições de trânsito do frete marítimo | Ranhuras dimensionadas para máxima expansão da umidade9 | Elimina danos em flautas esmagadas |
| A culpa é da fábrica pelas vagas apertadas | Ajustando arquivos CAD para umidade regional | Evita cobranças adicionais por mão de obra manual |
Confio na física ambiental em vez de torcer por tempo seco. Projetar uma tolerância ao inchaço causado pela umidade garante que seus displays mantenham a capacidade máxima de carga quando o varejista finalmente os desembalar.
🛠️ Mesa do Harvey: Seus monitores estão sendo enviados para uma região de alta umidade sem uma margem de expansão dimensional? 👉 Verifique as folgas dos seus arquivos ↗ — Faça o download com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida posteriormente.
Como embalar caixas de forma eficiente?
Colocar mais unidades em uma caixa master parece uma maneira rápida de reduzir os custos de envio, mas um palete sobrecarregado cria sérias vulnerabilidades estruturais.
A embalagem eficiente de caixas exige o cumprimento rigoroso da logística de zero saliências. Se uma caixa master ultrapassar as dimensões padrão de 1219×1016 mm (48×40 polegadas) da plataforma de madeira, os cantos ondulados perdem completamente o alinhamento estrutural. Manter uma distribuição vertical perfeita da carga garante a máxima resistência à compressão, evitando o esmagamento durante o transporte de contêineres empilhados.

Para aproveitar ao máximo o volume do seu contêiner, é necessário um equilíbrio delicado entre densidade e resistência estrutural.
A física da embalagem eficiente de paletes
Muitas equipes da cadeia de suprimentos tentam maximizar a densidade de envio expandindo ligeiramente as dimensões da caixa master para acomodar apenas mais uma unidade. Elas se baseiam fortemente nas métricas de compressão bruta fornecidas pela fábrica de papel10, presumindo que o papelão resistente protegerá os produtos internos, independentemente de como estiverem posicionados no palete.
Mas embalar como se estivesse jogando Tetris é perigoso quando a gravidade entra em jogo. Vejo isso falhar constantemente quando essas caixas otimizadas ultrapassam a palete padrão da GMA (Associação de Fabricantes de Alimentos) por uma fração de polegada, deslocando o peso dinâmico para longe dos cantos. Uma caixa de papelão ondulado obtém quase 60% de sua resistência à carga estritamente de seus cantos verticais¹¹,e observar uma caixa na camada inferior sem suporte se curvar visivelmente para fora sob 680,3 kg (1.500 lb) de peso concentrado na parte superior é um choque de realidade brutal. Para embalar com segurança e eficiência, aplico um protocolo rigoroso de caixa delimitadora sem saliência , reduzindo artificialmente a área ocupada pela caixa em exatamente 12,7 mm (0,5 polegadas). Isso garante que cada canto esteja totalmente apoiado pela estrutura de madeira, eliminando completamente os danos durante o transporte e garantindo que sua remessa sobreviva a viagens em contêineres de 40 pés com duas camadas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Deixar as caixas penduradas para fora do palete | Redução da área ocupada em 0,5 polegadas (12,7 mm) | Restaura 60% da resistência à compressão nos cantos12 |
| Priorizar a densidade de unidades em detrimento do suporte | Impor uma caixa delimitadora sem saliências13 | Impede o esmagamento da camada inferior |
| Confiar apenas na resistência bruta da prancha | Alinhamento vertical dos cantos no deck de madeira | Elimina estornos por mercadorias danificadas |
Recuso-me a deixar que uma saliência de 6 milímetros comprometa toda a carga de um palete. Reduzir o tamanho da caixa master garante a resistência ideal à compressão vertical, da fábrica até a prateleira da loja.
🛠️ Harvey's Desk: Será que suas equipes de compras estão empurrando as caixas sem querer para além da borda de segurança da plataforma de madeira? 👉 Otimize seu Master Shipper ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Quais são os 4 Cs da embalagem?
Embora os profissionais de marketing discutam os 4 Cs — Cliente, Custo, Conveniência e Comunicação — o aspecto da comunicação frequentemente falha quando a marca digital se traduz mal em papelão.
Dominar os 4 Cs da embalagem — Cliente, Custo, Conveniência e Comunicação — exige uma execução visual impecável. A impressão de logotipos corporativos sólidos usando o processo padrão de 4 cores em testliner poroso causa falhas na mistura de meios-tons. A utilização de cores especiais específicas garante alta visibilidade da marca e comunicação precisa das cores sob a forte iluminação do varejo.

Mas conhecer a teoria da comunicação de marca não basta quando as impressoras começam a funcionar de fato em um substrato poroso.
Por que as retículas CMYK falham em papelão ondulado de fábrica?
As equipes de marketing geralmente exportam seus arquivos de arte final usando o formato de processo CMYK padrão (Ciano, Magenta, Amarelo, Cores-chave), esperando que as impressoras comerciais reproduzam perfeitamente as cores vibrantes das telas digitais usadas para aprovação. Essa abordagem teórica pressupõe que todos os substratos absorvam a tinta líquida exatamente da mesma maneiraque o papel brilhante de revista premium.
Na minha empresa, vejo rotineiramente campanhas de comunicação de marca brilhantes serem arruinadas porque os compradores não entendem como o papelão não selado interage com minúsculos pontos de tinta sobrepostos. Isso não é apenas teoria — vejo isso acontecer na área de testes quando um logotipo digital padrão é impresso em um testliner cru. Como as fibras grossas do papel absorvem os pigmentos úmidos de forma irregular,a mistura óptica falha mecanicamente, criando um logotipo granulado, desbotado e sem nitidez, que fica péssimo a 6 metros de distância. Para eliminar esse desperdício visual, abandono as composições de cores padrão e exijo um protocolo preciso de cores Pantone para os elementos principais do fundo. Ao pré-misturar fisicamente o pigmento em uma única camada sólida,em vez de depender de pontos sobrepostos, maximizo a nitidez do contraste, garantindo que a marca atraia a atenção do consumidor e gerando um ROI mais alto nos gastos com merchandising.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Impressão de logotipos com pontos sobrepostos de 4 cores | Exigir uma coloração Pantone pré-misturada para preenchimentode 17 cores. | Elimina imagens granuladas e sem nitidez |
| Tratar o papelão ondulado como se fosse papel de revista brilhante | Ajuste de pré-impressão para fibras de testliner porosas18 | Maximiza a visibilidade do corredor |
| Confiar nas provas de cores em telas digitais | Comparação de amostras físicas sob iluminação padrão19 | Garante a conformidade com a identidade da marca |
Não permito que ilusões de ótica ditem o valor da marca no ponto de venda. Converter elementos cruciais da marca em cores sólidas garante que suas vitrines se destaquem em meio à poluição visual de um corredor lotado.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor mais barato que imprima seu arquivo sem qualquer cuidado, mas quando uma caixa master sem suporte adequado ultrapassa a palete e se deforma sob o peso de 680,3 kg (1.500 lb), os danos resultantes durante o transporte acabarão com sua margem de lucro. Esta é a especificação exata que meus 10 principais clientes do varejo usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias do papelão e deixe-me analisar seus arquivos pessoalmente com minha Auditoria de Corte e Vinco gratuita ↗ para detectar erros estruturais fatais antes da produção em massa.
"[PDF] Rigidez à flexão do papelão ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Um manual de engenharia de embalagens de referência explicaria como a espessura e a estrutura das ondulações do papelão ondulado exigem cálculos de tolerância à flexão para manter a precisão dimensional]. Papel da evidência: fato técnico; tipo de fonte: manual de engenharia. Fundamentos: a necessidade de compensação da espessura nas linhas de corte. Nota de escopo: Aplica-se a materiais de papelão ondulado dobrado. ↩
"Vantagens do novo design paramétrico de caixas – Packmage", https://www.packmage.com/Cad/Document/466-B_Advantages_of__v3_0. [Manuais técnicos sobre design de embalagens estruturais explicam como ajustes paramétricos na espessura do material nos pontos de dobra previnem tensões e rasgos no material durante a montagem]. Função da evidência: validação técnica; tipo de fonte: manual de engenharia. Fundamentos: o uso de tolerâncias de dobra para garantir a montagem sem rasgos. Nota de escopo: específico para construção de caixas dobráveis e caixas de papelão ondulado. ↩
"O Guia Definitivo para Caixas de Papelão Ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Guias de engenharia estrutural para materiais de papelão ondulado detalham como o cálculo preciso do volume e da espessura da placa evita a tensão do material que causa a curvatura dos painéis para dentro]. Papel da evidência: verificação de propriedade física; tipo de fonte: especificação técnica. Fundamentos: a relação entre a medição do volume da placa e a planicidade estrutural. Nota de escopo: aplica-se a embalagens de papelão ondulado. ↩
"[PDF] Co-Packing no Oregon e no PNW - Divulgação e Pesquisa", https://www.oregon.gov/odaroadmap/SiteCollectionImages/CoPacking%20in%20Oregon.pdf . [Normas de design industrial para montagem em alto volume demonstram que a incorporação de folgas específicas nas abas reduz o atrito e o tempo de montagem durante o processo de co-embalagem]. Papel da evidência: comprovação de eficiência operacional; tipo de fonte: estudo de design industrial. Apoia: o impacto das folgas na velocidade de montagem. Nota de escopo: aplica-se à montagem de embalagens manual e semiautomatizada.
"A diferença entre o teste 200# e o 32ECT | Design de embalagens", https://pack-design.com/whats-the-difference-between-200-test-and-32ect/. [Um padrão da indústria para embalagens de papelão ondulado verificaria a porosidade e as propriedades higroscópicas do testliner 32 ECT]. Papel da evidência: especificação técnica; tipo de fonte: manual de ciência dos materiais. Argumentos: a suscetibilidade do papelão 32 ECT às mudanças atmosféricas. Nota de escopo: Concentra-se nas propriedades físicas do testliner. ↩
"Métodos de teste e efeitos da flambagem entre as ondulações – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [A literatura técnica sobre a física do papelão ondulado explica como a absorção de umidade amolece as fibras de celulose e reduz a resistência à compressão vertical das ondulações, diminuindo assim a capacidade total de carga]. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Fundamentos: impacto da umidade na integridade estrutural. Nota de escopo: específico para materiais de papelão ondulado à base de celulose. ↩
"[PDF] Armazenamento e Manuseio de Materiais de Embalagem de Papelão Ondulado", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Normas da indústria para projeto de embalagens especificam tolerâncias de folga precisas para levar em conta a expansão higroscópica do papelão durante o transporte em ambientes de alta umidade]. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Suporte: medição específica do buffer. Nota de escopo: a tolerância pode variar de acordo com a gramatura do papelão e o tipo de revestimento. ↩
"Influência da umidade e da temperatura nas propriedades mecânicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Manuais de engenharia para embalagens de papelão ondulado definem margens de tolerância específicas para compensar a expansão higroscópica do papelão]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suporte: dimensionamento da margem de umidade. Nota de escopo: foco nas tolerâncias do papelão. ↩
"Guia completo sobre tolerância dimensional de caixas de papelão ondulado – Upack", https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOorX1MnDzTjfJ0kyygrvJz_IC9JGIysPZoYgct0lD-nVqtMyhQNM . [Normas de logística e embalagem recomendam aumentar as dimensões das ranhuras para acomodar a expansão do material durante o transporte marítimo, evitando falhas estruturais]. Papel da evidência: melhores práticas da indústria; tipo de fonte: guia de transporte e embalagem. Benefícios: prevenção de danos às ondulações. Observação sobre o escopo: específico para condições de frete marítimo.
"[PDF] Teste Mullen vs. Teste de Compressão de Borda para Caixas – Crown Packaging Corp.", https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf. [Documentação técnica de organizações de padrões de embalagens explica o Teste de Compressão de Borda (ECT) e outras métricas de compressão bruta fornecidas pelas fábricas para estimar a resistência do material]. Papel da evidência: definição técnica; tipo de fonte: norma da indústria. Suporte: a fonte técnica dos dados de capacidade de carga bruta. Nota de escopo: refere-se à resistência do material em si, e não ao desempenho da caixa acabada. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [A documentação técnica sobre compressão de papelão ondulado (BCT) verificaria a porcentagem específica de integridade estrutural fornecida pelos cantos verticais]. Papel da evidência: Validação técnica; tipo de fonte: Norma de engenharia de embalagens. Fundamenta: A alegação de que a saliência do canto leva a falhas estruturais catastróficas. Nota de escopo: As porcentagens reais podem variar dependendo do tipo de ondulação e da qualidade do papelão .
"Previsão do Efeito da Saliência do Palete na Compressão da Caixa…", https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Estudos técnicos de embalagens quantificam a perda de resistência à compressão vertical quando caixas de papelão ondulado se projetam além das bordas do palete e a porcentagem recuperada pelo alinhamento]. Papel da evidência: verificação quantitativa; tipo de fonte: estudo de engenharia. Fundamentos: a física da estabilidade da carga. Nota de escopo: pode variar conforme a qualidade da caixa .
"As chapas de proteção reduzem os danos aos paletes? – Custom Packaging Products", https://custom-packaging-products.com/do-tier-sheets-reduce-pallet-damage/. [Normas de logística e gestão de armazéns explicam como manter a carga dentro da área de contato do palete garante o máximo suporte vertical para as camadas inferiores]. Função da evidência: princípio técnico; tipo de fonte: manual do setor. Benefícios: prevenção de colapso estrutural. Observação: considera dimensões padrão de paletes. ↩
"Papel Revestido vs. Papel Não Revestido: Guia de Absorção de Tinta e Cores", https://www.ybj-printing.com/coated-vs-uncoated-paper-ink-absorption-color-guide/ . [Documentação técnica sobre ciência da impressão explica como a porosidade e a energia superficial fazem com que a tinta seja absorvida de forma diferente em papelão ondulado não revestido em comparação com papéis brilhantes revestidos]. Papel da evidência: validação técnica; tipo de fonte: manual da indústria gráfica. Apoia: a afirmação de que a absorção do substrato não é uniforme. Nota de escopo: compara especificamente superfícies absorventes e não absorventes.
"O efeito dos corantes no conteúdo de metais pesados em…", https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [Documentação técnica sobre a porosidade do substrato explica como os revestimentos de papelão ondulado não selados causam absorção irregular de tinta e ganho de ponto, levando à falha na mistura óptica em impressões de meio-tom]. Papel da evidência: explicação técnica; tipo de fonte: manual da indústria gráfica. Suporte: a causa da degradação visual em impressões CMYK em papelão. Nota de escopo: específico para revestimento de teste bruto e não selado. ↩
"Diferença entre cores especiais e cores CMYK", https://www.deprintedbox.com/blog/spot-vs-process-color/. [A literatura sobre ciência das cores demonstra que as cores especiais proporcionam opacidade e contraste superiores em materiais absorventes, eliminando os problemas de transparência e sobreposição inerentes às cores de processo CMYK]. Papel da evidência: comparação técnica; tipo de fonte: guia de gerenciamento de cores. Apoia: a eficácia da aplicação de cores especiais para maximizar o contraste. Nota de escopo: aplica-se a requisitos de alto contraste em substratos de baixa qualidade .
"PMS vs CMYK para Embalagens: Qual é o Melhor? – PAX Solutions", https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Um guia da indústria sobre impressão flexográfica explicaria como as cores especiais evitam a aparência "borrada" da sobreposição de pontos CMYK em materiais absorventes]. Papel da evidência: validação técnica; tipo de fonte: manual da indústria gráfica. Argumentos: a superioridade do Pantone sobre o CMYK para logotipos em papelão ondulado. Nota de escopo: aplicável especificamente à flexografia e substratos absorventes .
"Guia de Defeitos na Superfície do Papelão e Qualidade de Impressão em Caixas de Embalagem", https://www.linkedin.com/pulse/paperboard-surface-defects-shipping-box-print-quality-ricky-fang-cms2e. [Especificações técnicas sobre a composição do papelão ondulado descrevem a natureza porosa das fibras do testliner e como elas contribuem para o ganho de ponto da tinta]. Papel da evidência: especificação do material; tipo de fonte: white paper de engenharia de embalagens. Fundamentos: a necessidade de ajustes específicos de pré-impressão para substratos de papelão ondulado. Nota de escopo: foco em materiais de papelão ondulado não revestidos .
"Normas e padrões para iluminação padrão – JUST-Normlicht", https://www.just-normlicht.com/en/norms-and-standards.html. [Normas ISO para gerenciamento de cores, como a ISO 3664, especificam o uso de cabines de iluminação padronizadas para provas físicas, a fim de garantir a consistência da marca]. Função da evidência: conformidade com a norma; tipo de fonte: norma ISO. Fundamenta: a exigência de provas físicas em detrimento de aproximações em telas digitais. Observação sobre o escopo: refere-se à correção de cores profissional e ao controle de qualidade .



