Muitas vezes, as marcas comprometem suas margens de lucro ao escolherem, sem critério, métodos de impressão comercial adequados para lançamentos no varejo. Optar pelo processo de aplicação errado prejudica tanto a integridade estrutural do produto quanto o impacto visual no ponto de venda.
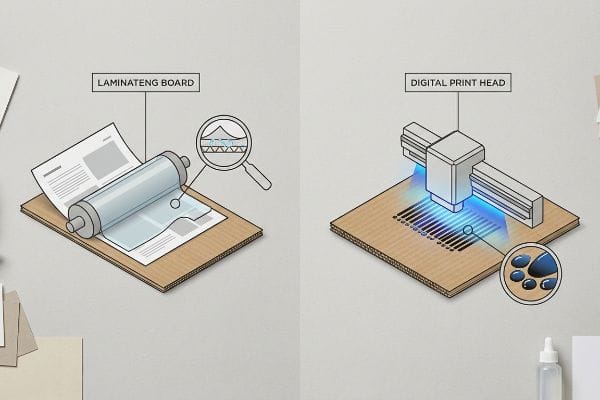
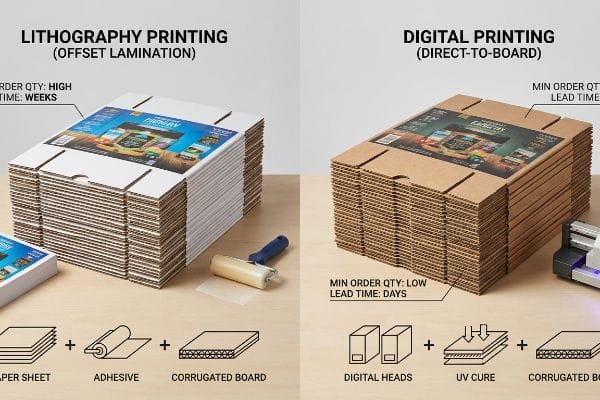
A litografia e a impressão digital representam caminhos de fabricação distintos para displays de papelão ondulado. A litografia offset lamina folhas impressas em placas rígidas usando adesivos, enquanto os métodos digitais diretos curam a tinta instantaneamente por meio de luz UV. A escolha entre elas determina as quantidades mínimas de pedido, os prazos de entrega e a logística de embalagem plana.
Como engenheiro de fábrica, não me concentro em cores bonitas na tela; observo como a química da tinta líquida e dos adesivos fortes reage fisicamente com as fibras do papel bruto durante a montagem automatizada.
A impressão litográfica é melhor que a digital?
A qualidade de impressão por si só não determina a superioridade. O verdadeiro teste é como o sistema de distribuição de tinta escolhido se integra ao cronograma de produção geral e à estratégia de lançamento no varejo.
Depende. A impressão litográfica oferece resolução de alta fidelidade incomparável e correspondência exata de cores Pantone para grandes tiragens. No entanto, requer revestimento metálico e laminação úmida, o que a torna um investimento inicial mais lento e pesado em comparação com as alternativas digitais planas, ágeis e sem necessidade de chapas, para embalagens de varejo de alta velocidade.

Quando os compradores exigem qualidade premium, muitas vezes presumem que os processos tradicionais de impressão offset são o único caminho válido para a aceitação no varejo, ignorando a logística envolvida.
Matriz de custo de revestimento versus saída de alta fidelidade
Ao analisar os gabaritos de clientes, vejo constantemente modelos de compras que levam as equipes a especificar a litografia offset para cada lançamento promocional, independentemente do tamanho do lote. É uma armadilha comum que pega até mesmo compradores experientes, que presumem que o processo comercial tradicional é a única maneira de obter o contraste ideal para o varejo. O que eles não percebem é que a litografia tradicional exige a criação de chapas metálicas físicas para cada camada de cor CMYK1 (ciano, magenta, amarelo e preto), o que gera custos de preparação altíssimos e aumenta consideravelmente os prazos de entrega antes mesmo do corte de uma única caixa.
Na minha empresa, vejo com frequência marcas tentando forçar um teste rápido de 200 unidades por meio de um processo de litografia-laminação tradicional. O desenho vetorial plano em CAD (Desenho Assistido por Computador) parece perfeito, mas durante os testes iniciais de pré-produção na fábrica, o tempo de preparação da nossa impressora offset Heidelberg de 6 cores consome quatro dias inteiros apenas para o registro da chapa. Ao implementar um protocolo rigoroso de ferramentas, transferi as campanhas de tiragens curtas para nossas mesas de corte CNC (Controle Numérico Computadorizado) Kongsberg, combinadas com impressoras planas digitais UV de alta velocidade. Isso eliminou completamente o gargalo da chapa metálica, permitindo que a impressão começasse instantaneamente. Ao eliminar essas etapas de preparação complexas, garanto que o de montagem da embalagem seja reduzido em horas, economizando milhares em custos desnecessários de ferramentas para os clientes, além de assegurar que os displays de papelão ondulado 32ECT (Teste de Compressão de Borda)sejam enviados completamente planos. Como o papelão ondulado é enviado desmontado, um único contêiner de papelão desmontado substitui 4 contêineres de displays rígidos pré-montados³,funcionando como um enorme multiplicador de frete para o retorno total do investimento da sua campanha.
| Foco em métricas | Pressuposto Legado | Realidade projetada |
|---|---|---|
| Velocidade de configuração | 4-5 dias (Plaqueamento)4 | Transferência instantânea de arquivos |
| Custo de capital | Ferramentas iniciais pesadas | Taxa de ferramental zero |
| Volume ideal | Mais de 2.000 unidades5 | 100 a 1.000 unidades6 |
Recuso-me a deixar que as marcas desperdicem seu orçamento de marketing em chapas metálicas quando uma campanha de produção rápida exige agilidade. Adequar a linha de produção exatamente ao tamanho da tiragem é a maneira que encontro para proteger seu cronograma e garantir suas margens de lucro.
🛠️ Harvey's Desk: Suas altas taxas de configuração estão comprometendo o retorno sobre o investimento (ROI) de suas promoções de curto prazo antes mesmo da tinta secar? 👉 Solicite uma Análise Gratuita da Metodologia de Impressão ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Quais são as desvantagens da litografia?
A maior ameaça na fabricação offset tradicional não é a má correspondência de cores. É a reação química invisível e altamente destrutiva que ocorre dentro da própria placa.
As desvantagens da litografia incluem deformação estrutural severa devido à umidade, tempos de secagem prolongados e altos custos iniciais de ferramental. Os adesivos à base de água necessários penetram nos substratos ondulados porosos durante a laminação, criando uma tensão superficial enorme que faz com que os painéis planos se curvem agressivamente para dentro à medida que curam no ar ambiente da fábrica.

Os compradores pensam que montar uma folha superior impressa de alta qualidade em uma placa rígida cria um painel permanentemente plano, mas a física diz o contrário.
A distorção de urdidura causada pela umidade do PVA
Ao analisar as especificações de embalagens recebidas, vejo constantemente designers tratando a litografia-laminação como uma mera melhoria estética, sem qualquer atrito. Eles enviam cortes vetoriais planos que ignoram completamente a espessura do papelão ondulado e o enorme volume de adesivo líquido necessário para unir a folha superior a um papelão ondulado de espessura média. Desconsideram totalmente a realidade química de que essa cola líquida eventualmente secará, encolherá e exercerá uma força de traçãoem toda a superfície da estrutura da embalagem.
Na minha empresa, vejo rotineiramente o que acontece quando o projeto teórico encontra a química do papel bruto. Usamos adesivo PVA (acetato de polivinila) à base de água para laminação. Quando meço a absorção de umidade em um painel lateral de 152,4 cm (60 polegadas) sem controle, o PVA em secagem cria uma imensa tensão superficialque faz com que toda a parede do expositor se deforme e curve para dentro como uma batata frita, alterando as tolerâncias de encaixe em até 3,5 mm (0,14 polegadas) . Meus vinte anos de experiência na área me ensinaram a desenvolver um protocolo rigoroso de cura por peso. Empilhando as placas úmidas sob placas de pressão com peso morto exato por 24 horas e especificando uma estrutura de placa duplex balanceada com um revestimento traseiro, neutralizo completamente a tensão superficial. Ao impor essa química física de cura plana, garanto que o expositor final fique perfeitamente aprumado no piso de vendas, reduzindo o atrito na montagem e eliminando completamente o risco de remessas rejeitadas devido a paredes tortas ou distorcidas.
| Métrica estrutural | Laminação Genérica | Protocolo de cura projetado |
|---|---|---|
| Planicidade do painel | Curvatura interna severa10 | Tolerância de prumo perfeita |
| Química da cola | Evaporação descontrolada | PVA curado sob pressão11 |
| Atrito de montagem | As abas rasgam durante a configuração | Co-embalagem sem atrito |
Deixar o papelão ondulado úmido secar naturalmente é garantia de falha estrutural. Eu submeto cada painel laminado a um ciclo de cura pressurizado, pois um expositor deformado simplesmente não suporta o peso dinâmico de um ponto de venda.
🛠️ Harvey's Desk: Seu expositor lateral atual corre o risco de entortar e quebrar devido às flutuações de umidade do mundo real? 👉 Solicite um Teste de Resistência à Planicidade ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
O que é melhor, uma impressão ou uma litografia?
Comparar impressões diretas padrão com litografias laminadas exige compreender as tolerâncias mecânicas do corte e vinco automatizado. Não se trata apenas de preferência visual.
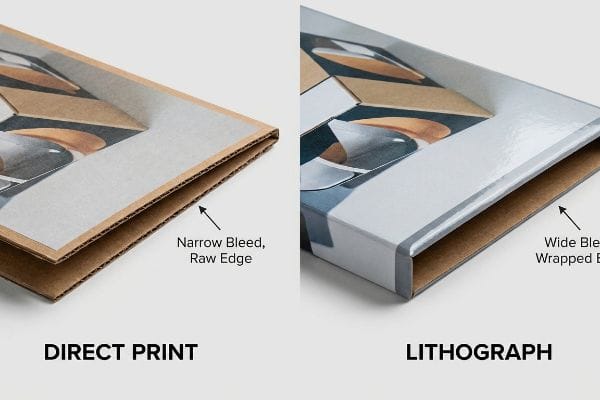
O debate entre impressão e litografia centra-se na aplicação física da tinta ao substrato. A litografia proporciona uma profundidade visual superior através de uma folha superior laminada, exigindo margens de sangria mecânica mais amplas. A impressão direta oferece tolerâncias de registo mais rigorosas, mas muitas vezes sacrifica o acabamento brilhante e fotorrealista de alta qualidade para o mercado de retalho de luxo.
A transição de uma tela digital para uma caixa de papelão dobrável expõe as mudanças mecânicas ocultas que ocorrem dentro de máquinas de fabricação de alta velocidade.
Os mecanismos de engenharia por trás da mudança de laminação
Para entender a distinção física entre impressão padrão e litografia, devemos examinar objetivamente o processo físico de montagem. A impressão direta tradicional aplica tinta diretamente sobre um substrato, o que significa que o gráfico fica permanentemente fixado às coordenadas estruturais da placa. A litografia, por outro lado, imprime o gráfico em uma fina camada superior separada12, que deve então ser colada mecanicamente ao núcleo espesso e ondulado13 durante uma fase secundária de fabricação.
Como a litografia depende de máquinas automatizadas para alinhar e prensar esses dois materiais separados em alta velocidade, ocorre uma variação mecânica natural. A folha superior se desloca ligeiramente ao aderir ao papelão ondulado. Para compensar esse movimento, os engenheiros de embalagens estendem matematicamente a margem de sangria da arte — muitas vezes ampliando-a para uma margem de segurança rigorosa de 12,7 mm (0,5 polegadas)¹⁴ além da linha de corte física. Essa sangria calculada garante que, quando a matriz de corte de aço finalmente estampar o formato, a imagem impressa envolva completamente todas as bordas expostas. Sem calcular esse deslocamento mecânico da laminação no software RIP (Processador de Imagem Raster) de pré-impressão, o display dobrado final apresentaria bordas de papelão, comprometendo a estética premium exigida para a exposição em pontos de venda de alto padrão nos EUA.
| Mecânico de Processos | Candidatura direta | Litografia laminada |
|---|---|---|
| Tolerância ao sangramento | 0,125 polegadas (3,1 mm) | 0,5 polegadas (12,7 mm) |
| Ligação do substrato | Cura em uma única etapa | Adesão em Múltiplas Etapas |
| Aparência da borda | Flautas brutas visíveis | Envelopamento completo da superfície com elementos gráficos |
Ensino às minhas equipes de engenharia que a precisão na embalagem não se trata de eliminar a variação da máquina; trata-se de planejar matematicamente essa variação antes mesmo que as lâminas de aço atinjam a placa.
🛠️ Harvey's Desk: As bordas do seu corte especial estão deixando à mostra o papelão marrom cru, comprometendo a estética premium da sua marca nas prateleiras? 👉 Solicite uma Análise de Sangria de Pré-impressão Gratuita ↗ — Sem intermediários. Você fala diretamente com engenheiros estruturais.
Quais são as desvantagens da impressão digital?
Embora os fluxos de trabalho digitais diretos eliminem as chapas metálicas e acelerem o lançamento no mercado, eles introduzem limitações significativas quando as marcas exigem consistência absoluta de cores corporativas em substratos mistos.
As desvantagens da impressão digital incluem a incapacidade de reproduzir com fidelidade as cores Pantone, dependendo, em vez disso, da mistura óptica CMYK, que pode resultar em uma aparência borrada em papelão ondulado sem selagem. Além disso, a velocidade de impressão digital em impressoras planas é significativamente menor por unidade em comparação com as impressoras offset de alto volume, tornando grandes lançamentos no varejo financeiramente ineficientes.

Confiar em uma impressora digital para reproduzir a cor de uma marca corporativa rigorosamente protegida em material de embalagem bruto geralmente resulta em um desastre visual.
A armadilha de lama do meio-tom CMYK
Quando analiso os gabaritos de clientes, vejo constantemente equipes de marketing enviando artes digitais construídas inteiramente em formatos de processo padrão, presumindo que uma impressora digital direta irá reproduzir com perfeição as imagens em suas telas de computador retroiluminadas. Elas enviam esse arquivo cegamente para a produção em massa, ignorando completamente como minúsculas gotas de tinta digital sobrepostas se comportam fisicamente ao atingirem um testliner altamente poroso15.Elas presumem que a cabeça de impressão digital pode superar as leis da física do papel sem uma camada superior selada16.
Na minha empresa, vejo rotineiramente as consequências de depender exclusivamente de cores digitais para logotipos de grandes marcas. Quando retiro as primeiras impressões da impressora digital e meço os pigmentos sob a forte iluminação D50 de uma loja, os pontos de meio-tom CMYK são absorvidos de forma irregular pelas fibras<sup>17</sup>, resultando em um logotipo granulado e desbotado, com uma enorme variação de cor Delta-E<sup>18</sup>. A equipe de compras do cliente muitas vezes tenta aceitar essa imagem borrada para economizar alguns centavos em taxas de configuração. Obtive as leituras do espectrofotômetro e provei que não precisávamos aceitar uma marca comprometida; interceptei o arquivo, separei a camada principal do logotipo e a enviei para uma impressora híbrida para inundar a base digital com uma tinta de cor especial PMS (Pantone Matching System) precisa e de mistura única. Assim que a equipe de compras me permitiu ajustar o perfil de pré-impressão, essa injeção de cor especial eliminou completamente a granulação do meio-tom. Ao implementar esse gerenciamento de cores híbrido, garanto que a exibição alcance alta visibilidade de contraste a 6,1 metros (20 pés) de distância, maximizando a atração de compradores no corredor e evitando rejeições imediatas por parte dos varejistas devido a violações dos padrões da marca.
| Mecânico de cores | CMYK digital puro | Protocolo Spot Híbrido |
|---|---|---|
| Fornecimento de pigmento | Pontos de tinta sobrepostos19 | Inundação sólida pré-misturada20 |
| Contraste de borda | Granulado e desbotado | Visibilidade extremamente nítida |
| Visibilidade no Varejo | Mistura-se com o fundo | Interrupção de 20 pés21 |
Eu nunca permito que uma mistura CMYK digital não selada arruine o logotipo principal de uma marca. Aplicar uma camada espessa e intensa de pigmento é a única maneira de garantir que sua peça publicitária sobreviva ao caos visual de uma grande loja.
🛠️ Mesa do Harvey: O logotipo da sua empresa está com aparência borrada, granulada ou com cores alteradas quando impresso diretamente em embalagens planas de papelão ondulado? 👉 Solicite uma Análise de Estratégia de Cores Delta-E ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Conclusão
Confiar em suposições genéricas de impressão inevitavelmente causará deformações químicas severas, borrões de retícula CMYK e falhas massivas de sangramento nas bordas, comprometendo a integridade estrutural dos seus displays no ponto de venda. Só no mês passado, minha auditoria estrutural ajudou 3 marcas a evitar mais de US$ 10.000 em descarte de estoque e estornos de varejistas. Para evitar que seus displays se deformem sob as condições adversas da loja, permita-me realizar pessoalmente uma Auditoria Abrangente de Laminação e Pré-impressão em Papelão Ondulado ↗ para garantir uma montagem perfeita e um impacto visual absoluto.
"O Processo de Impressão: Impressão Offset – Walsworth", https://www.walsworth.com/blog/the-printing-process-offset-printing. [Um manual técnico sobre processos de impressão comercial confirmaria que a litografia offset requer chapas físicas separadas para cada camada de cor usada no processo CMYK]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Apoia: os custos indiretos e os prazos de entrega associados à configuração litográfica. Nota de escopo: aplica-se à litografia offset padrão, não à impressão digital] .
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [As normas da indústria para o Teste de Compressão de Borda (ECT) definem a resistência ao empilhamento e a capacidade de carga do material ondulado ECT 32]. Papel da evidência: especificação técnica; tipo de fonte: norma de engenharia de materiais. Suportes: integridade estrutural. Nota de escopo: os valores de ECT são específicos para a ondulação e composição do papelão. ↩
"Displays de papelão desmontados versus displays de papelão montados: custo, frete e configuração", https://leader-display.com/flat-pack-vs-assembled-cardboard-display/. [Breakstandings logísticos para embalagens de varejo quantificam a redução no volume de envio ao fazer a transição de displays rígidos para displays de papelão ondulado dobráveis]. Papel da evidência: verificação quantitativa; tipo de fonte: relatório do setor de logística. Argumentos que corroboram: multiplicador de frete e ROI. Observação: as proporções reais variam de acordo com a geometria do produto. ↩
"Impressão offset – Wikipédia", https://en.wikipedia.org/wiki/Offset_printing. [Guias padrão da indústria de impressão comercial verificariam o tempo típico necessário para a criação da chapa, cura e calibração da impressora]. Papel da evidência: verificação factual; tipo de fonte: manual técnico. Suporta: velocidade de configuração da litografia tradicional. Observação sobre o escopo: os prazos variam de acordo com a capacidade da instalação. ↩
"Impressão Offset vs. Impressão Digital: Comparação de Tamanho, Cor e Custo", https://theprintauthority.com/printing/offset_vs_digital_printing/. [Artigos de análise de custos de impressão geralmente definem o limite de produção onde o alto custo de preparação da litografia offset é compensado por custos unitários mais baixos]. Papel da evidência: referência econômica; tipo de fonte: artigo técnico do setor. Fundamentos: volume ideal para litografia. Observação sobre o escopo: o limite depende da complexidade do trabalho. ↩
"O que você precisa saber sobre tiragens: tiragens curtas versus grandes volumes", https://www.ambrosetheprinter.com/blog/what-to-know-about-print-runs-short-run-vs-large-volume-printing. [As especificações técnicas das impressoras digitais definem a faixa de eficiência para produção de tiragens curtas, onde não há custos com ferramentas]. Função da evidência: especificação técnica; tipo de fonte: manual do equipamento. Suporte: volume ideal para impressão digital. Observação sobre o escopo: varia de acordo com a tecnologia da impressora .
"Efeitos da Umidade no Processo de Laminação – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Uma fonte técnica sobre química de adesivos ou engenharia de embalagens explicaria como as colas à base de água encolhem durante a evaporação, criando tensão de tração no substrato]. Papel da evidência: mecanismo técnico; tipo de fonte: manual de engenharia. Fundamentos: a causa física da deformação por umidade. Nota de escopo: refere-se especificamente a adesivos à base de água usados em litografia-laminação .
"[PDF] Torção em Papelão Ondulado – Causas e Soluções – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. [Uma referência em ciência dos materiais detalharia como a evaporação da água dos adesivos PVA cria contração diferencial e tensão superficial em substratos de celulose porosos, levando à curvatura]. Papel da evidência: Validação técnica; tipo de fonte: Livro didático de ciência dos materiais. Fundamentos: A causa física da deformação do substrato. Nota de escopo: Específico para adesivos à base de água. ↩
"Guia completo para tolerância dimensional de caixas de papelão ondulado – Upack", https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoq_LWSDMt97Zeg0w9zQc4SG6M0I63L11lt0rcVdpk7ttW4LgaNE. [Normas de engenharia de embalagens fornecem métricas típicas de desvio dimensional para placas de papelão ondulado de grande formato sujeitas a deformação induzida por umidade]. Papel da evidência: Referência quantitativa; tipo de fonte: Norma da indústria. Suporta: A escala de perda de tolerância estrutural. Nota de escopo: Varia de acordo com a qualidade do substrato e o tamanho do painel. ↩
"O uso de técnicas de manufatura aditiva no desenvolvimento de…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11054453/. [Uma fonte confiável sobre química de adesivos explica como a perda desigual de umidade durante a laminação genérica de PVA causa tensão interna, levando à curvatura estrutural]. Papel da evidência: explicação causal; tipo de fonte: manual técnico. Fundamentos: impacto da laminação genérica na planicidade do painel. Nota de escopo: especificamente em relação a adesivos à base de PVA em placas offset .
"Estabilidade Térmica e Mecanismos de Decomposição de PVA/PEGDA…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12566940/. [Documentação técnica sobre protocolos de cura demonstra como a aplicação de pressão controlada durante o processo de cura do PVA previne o empenamento da placa]. Papel da evidência: especificação técnica; tipo de fonte: norma de fabricação. Suporta: eficácia de protocolos de cura projetados. Nota de escopo: aplica-se a processos industriais de laminação .
"Guia 101 sobre Laminação Litográfica para Impressão de Embalagens", https://gleepackaging.com/litho-lamination-for-packaging-printing/ . [Um manual técnico sobre fabricação de embalagens detalharia a separação da fase de impressão da fase de montagem na laminação litográfica]. Papel da evidência: verificação do processo; tipo de fonte: manual técnico. Suporte: a distinção mecânica das litografias. Nota de escopo: refere - se especificamente a embalagens lito-laminadas.
"Analisando a montagem litográfica em papelão ondulado… – PrintPlanet.com", https://printplanet.com/threads/looking-into-litho-mounting-on-corrugated.19545/. [As normas da indústria para embalagens de papelão ondulado definem o processo de colagem adesiva necessário para fixar os revestimentos impressos às ondulações]. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Suportes: a fase secundária de fabricação da litografia. Nota de escopo: concentra-se no mecanismo de colagem. ↩
"Laminação litográfica – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopYUuMvhgEggrvxfEWXJ-Z-PyqWsqi9CYj2jw0d0WSPknXZsPiP . [Um manual de embalagens padrão do setor especifica as margens de sangria necessárias para compensar o deslocamento de registro durante o processo de laminação]. Função da evidência: especificação técnica; tipo de fonte: manual do setor . Suporta: o requisito específico de sangria de 0,5 polegadas para displays de papelão ondulado litografados. Observação sobre o escopo: as medidas precisas podem variar de acordo com as tolerâncias do equipamento.
"Mitos da Impressão Digital em Papelão Ondulado Desmistificados – Paper360", https://paper360.tappi.org/2024/10/18/myths-of-digital-corrugated-printing-debunked/. [Estudos técnicos sobre a interação tinta-substrato explicam como as gotas de tinta se espalham e se fundem em testliners porosos não selados, levando ao aumento do ganho de ponto e à distorção das cores]. Papel da evidência: validação técnica; tipo de fonte: white paper técnico. Suporte: comportamento da tinta em superfícies porosas. Nota de escopo: especificamente aplicável a substratos de papelão ondulado. ↩
"[PDF] Revestimentos Ashland", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13666.1_Coatings_Digital.pdf. [As normas de impressão da indústria especificam que uma camada superior selada ou primer é necessária para controlar a absorção de tinta e manter a densidade da cor em papel cru não revestido]. Papel da evidência: requisito técnico; tipo de fonte: especificação da indústria. Fundamentos: necessidade de camadas superiores. Nota de escopo: aplica-se a substratos de alta porosidade. ↩
"[PDF] 1. Ganho de ponto é o aumento do tamanho dos pontos de meio-tom à medida que a tinta é absorvida em…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Fontes de ciência da impressão explicam como os pontos de meio-tom em substratos porosos causam absorção e ganho de ponto desiguais, resultando em uma aparência visual turva]. Papel da evidência: validação técnica; tipo de fonte: white paper da indústria. Apoia: a afirmação de que as cores do processo CMYK digital sofrem em substratos não selados. Nota de escopo: Específico para papelão ondulado poroso ou não selado. ↩
"Precisão de cor e Delta E explicados: Considerações para…", https://formlabs.com/blog/color-accuracy-delta-e/. [Os padrões de colorimetria definem Delta-E como uma medida quantitativa da diferença de cor percebida, que aumenta quando a absorção da tinta é inconsistente]. Papel da evidência: validação técnica; tipo de fonte: livro didático acadêmico. Apoia: a afirmação de que problemas de absorção causam desvio de cor mensurável. Nota de escopo: Aplica-se à ciência da cor em geral e ao controle de qualidade .
"Meio-tons de cor", http://facweb.cs.depaul.edu/sgrais/color_halftones.htm . [Documentação técnica sobre processos de impressão digital explica como as cores CMYK são obtidas através da sobreposição de pontos de meio-tom]. Papel da evidência: explicação técnica; tipo de fonte: manual da indústria gráfica. Suporte: Mecanismo de fornecimento de pigmentos CMYK digitais. Nota de escopo: Aplica-se a fluxos de trabalho digitais padrão baseados em meio-tom.
"CMYK vs. Cores Especiais na Impressão de Embalagens", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Fontes confiáveis sobre impressão colorida distinguem a aplicação de cores especiais como uma aplicação sólida e uniforme de pigmento pré-misturado, em vez de um padrão de pontos]. Papel da evidência: explicação técnica; tipo de fonte: livro didático sobre impressão. Apoio: Mecanismo do Protocolo Híbrido de Cores Especiais. Nota de escopo: Específico para métodos de impressão com cores especiais ou híbridas. ↩
"CMYK vs. Cores Especiais: Qual Processo é o Melhor – Prime Line Packaging", https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/ . [Estudos de percepção visual ou pesquisas de marketing no varejo forneceriam dados quantitativos sobre a distância na qual as cores especiais sólidas atingem maior contraste e visibilidade do que os meios-tons CMYK]. Papel da evidência: verificação métrica; tipo de fonte: estudo de ciência visual. Apoia: eficácia da visibilidade no varejo. Nota de escopo : Dependente da iluminação ambiente e da refletividade do substrato.



