
Você passa semanas projetando o produto perfeito, apenas para vê-lo perdido em uma prateleira bagunçada de uma loja. Uma bandeja personalizada resolve esse problema de visibilidade imediatamente.
Projetar uma bandeja PDQ (Pretty Darn Quick - Muito Rápida) exige combinar impacto visual com princípios da física estrutural para garantir compras por impulso no caixa. Essas unidades prontas para exposição mantêm as mercadorias organizadas, maximizam o valor da marca e garantem o reabastecimento eficiente para grandes varejistas em mercados globais.

Mas desenhar uma caixa bonita na tela é completamente diferente de sobreviver no ambiente hostil de uma grande loja. Deixe-me explicar as realidades estruturais da construção de bandejas que realmente funcionam.
O que é uma bandeja PDQ?
Uma bandeja expositora pode parecer um recipiente simples, mas na verdade é uma ferramenta de merchandising altamente sofisticada, projetada para oferecer máxima eficiência no varejo.
A bandeja PDQ é um expositor compacto de papelão ondulado, pronto para exposição em prateleiras, projetado para rápida implantação no varejo. Normalmente colocada em balcões ou pontas de gôndola, essas unidades acomodam produtos de consumo leves e embalados, aceleram o reabastecimento e impulsionam agressivamente as conversões por impulso em áreas de caixa de grande movimento.
Entender o funcionamento básico é fácil. O verdadeiro desafio começa quando você tenta equilibrar a altura da bandeja com o peso físico dos seus produtos.
A armadilha da estabilidade da bancada
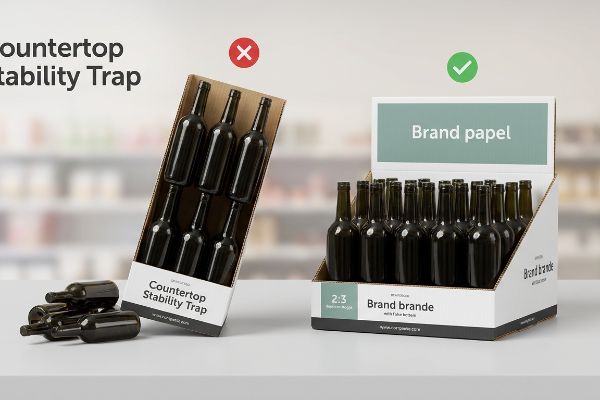
Até mesmo designers veteranos muitas vezes presumem que podem simplesmente construir uma bandeja com um painel traseiro imponente para maximizar o espaço gráfico. A abordagem padrão é desenhar um cabeçalho enorme, como em um outdoor, encher a bandeja com líquidos pesados ou cosméticos e presumir que a base, magicamente, sustentará a estrutura na vertical.
Vejo essa discrepância física constantemente na área de testes. Um cliente envia um arquivo perfeito, mas quando carrego o protótipo físico 32 ECT (Teste de Compressão de Borda)1 com as garrafas de vidro reais, o centro de gravidade desloca-se completamente para a parte traseira. No momento em que um cliente esbarra na prateleira, ouço o som característico das ranhuras da base se deformando enquanto a unidade tomba para trás, derramando o estoque por toda parte. Para evitar isso, aplico uma regra rigorosa de proporção de 2:3 entre profundidade e altura2.Ao ampliar matematicamente a base, estabilizamos a carga, eliminando completamente o risco de da bancada e evitando as custosas penalidades de rejeição dos varejistas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Cabeçalhos altos em bases estreitas | Impor uma proporção de 2:3 entre profundidade e altura3 | Evita que o equipamento tombe ou derrame água |
| Ignorando o centro de gravidade do produto | Adicionando um fundo falso para distribuição de peso4 | Fixa itens líquidos pesados |
| Utilização de placas de parede simples para cargas pesadas | Atualização para bases onduladas de parede dupla5 | Sobrevive ao manuseio brusco por parte dos compradores |
Recuso-me a fabricar unidades com a parte superior desequilibrada, pois a gravidade sempre vence no ponto de venda. Corrigir a proporção estrutural desde o início garante que seu investimento em merchandising realmente sobreviva ao ciclo de vida da campanha, sem exigir manutenção constante na loja.
🛠️ Mesa do Harvey: Não tem certeza se o cabeçalho da sua mesa é muito alto para o peso do seu produto? 👉 Faça uma verificação de estabilidade gratuita ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Como criar uma boa embalagem?
Criar estruturas de varejo funcionais exige ir além da estética gráfica e focar intensamente no comportamento mecânico dos materiais de papelão bruto.
Projetar uma boa embalagem exige a integração de cálculos estruturais rigorosos com uma identidade visual de alta visibilidade. Além dos elementos gráficos da superfície, uma execução bem-sucedida requer tolerâncias exatas de materiais, modelos de corte otimizados e revestimentos ecologicamente corretos para garantir que a unidade final de papelão ondulado resista intacta às intensas fricções da cadeia de suprimentos.
Os compradores frequentemente perguntam como garantir que seus projetos planos sejam dobrados perfeitamente na linha de montagem. A resposta está na matemática microscópica da linha de corte.
Dominando a compensação do paquímetro
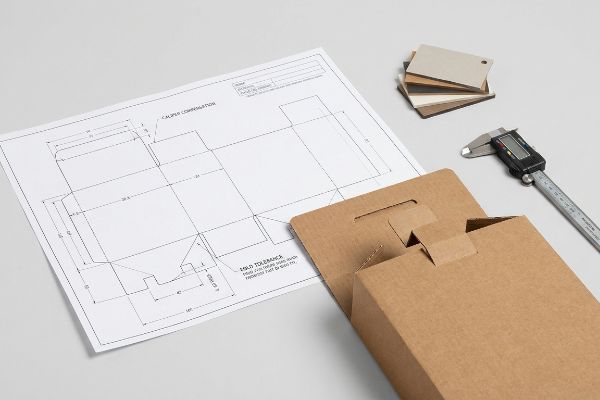
Uma armadilha frequente que pega até mesmo equipes de compras experientes é tratar papelão dobrado como uma folha plana de papel digital. Elas projetam abas de encaixe exatamente com a mesma largura das ranhuras de recebimento6 em seu software vetorial, presumindo que as peças se encaixarão sem esforço durante o processamento do pedido.
A realidade física do papelão ondulado é bem menos tolerante. Quando um operário dobra uma folha de papelão ondulado tipo B em 90 graus, os 2,8 mm (0,11 polegadas) de material ocupam espaço, criando um raio externo. Já vi funcionários de copacking suarem e xingarem, forçando agressivamente uma aba apertada em uma ranhura desajustada até ouvir o som de papelão cru rasgando nas costuras. Para corrigir isso, eu executo automaticamente algoritmos de compensação de largura em todos os arquivos CAD (Desenho Auxiliado por Computador) recebidos, alargando as ranhuras para compensar a tolerância exata da dobra. Esse ajuste matemático garante uma montagem sem atrito, reduzindo em cerca de 30% o tempo de trabalho manual na unidade de copacking.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Desenho em escala 1:1 das larguras das abas e ranhuras | Adicionando margem de dobra à linha de corte7 | Permite montagem sem atrito |
| Ignorando a espessura do papelão | Utilizando algoritmos de compensação do ArtiosCAD8 | Impede que os cantos rasguem |
| Utilizando arquivos rígidos para caixas de papelão ondulado | Reconstruindo vetores para flautas específicas9 | Elimina painéis laterais salientes |
Eu nunca confio em um arquivo visual plano sem antes testar as tolerâncias de dobra física. Eliminar o atrito estrutural antes do início da produção em massa é a única maneira de proteger seu orçamento de embalagem de custos excessivos com mão de obra manual.
🛠️ Mesa do Harvey: Suas abas de encaixe estão causando gargalos na embalagem? 👉 Solicite uma auditoria de corte e vinco ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha dúvidas posteriormente.
Qual o tamanho de uma caixa PDQ?
As dimensões de uma bandeja de varejo nunca são arbitrárias. Elas são estritamente regidas pela estrutura física de aço das prateleiras das grandes lojas.
O tamanho de uma caixa PDQ geralmente varia de 30,4 a 60,9 cm (12 a 24 polegadas) de largura, dependendo bastante do canal de varejo alvo. No entanto, as dimensões máximas absolutas são estritamente ditadas pelos padrões de prateleiras das lojas, garantindo que a unidade se encaixe perfeitamente nas pontas de gôndola designadas, sem saliências perigosas.

Embora as dimensões personalizadas ofereçam flexibilidade para o seu produto, ignorar os limites espaciais rígidos do varejista resultará em rejeição imediata no recebimento.
Superando o padrão de largura da tampa final
As marcas frequentemente calculam o tamanho das bandejas com base apenas na quantidade de unidades que desejam enviar, considerando a eficiência da caixa master como a única métrica. Elas projetam bandejas enormes para maximizar a densidade do produto, presumindo que o gerente da loja simplesmente liberará espaço extra na prateleira para a promoção.
Pense nas prateleiras de lojas como um imóvel; você não pode construir uma casa que ultrapasse o limite da propriedade. Na minha empresa, constantemente me deparo com arquivos dimensionados para 91,4 cm (36 polegadas) de largura porque o designer simplesmente mediu a largura total de uma prateleira. O problema é que as prateleiras de metal têm suportes internos que ocupam espaço. Se uma bandeja tiver exatamente 91,4 cm (36 polegadas), ela raspará ruidosamente contra as colunas de aço, obrigando o estoquista a amassar as paredes laterais só para encaixá-la. Exijo uma largura máxima rigorosa de 87,6 cm (34,5 polegadas) para esses expositores deslizantes específicos. Essa folga projetada garante que a unidade deslize para o lugar sem esforço, assegurando sua localização privilegiada na loja e eliminando o risco de danos durante o transporte.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Projetando de acordo com as larguras exatas das prateleiras | Impondo uma largura máxima de 34,5 polegadas10 | Impede o esmagamento da parede lateral |
| Ignorando os suportes de prateleira de metal | Construir em uma zona de amortecimento espacial | Garante fácil colocação na prateleira |
| Priorizar o tamanho em detrimento da conformidade | Adaptar arquivos aos guias de estilo do varejista | Evita rejeições totais de remessas11 |
Antes mesmo de discutirmos a impressão, eu analiso matematicamente cada projeto em relação à realidade espacial do varejista. Reduzir o espaço ocupado em apenas meio centímetro pode ser o fator decisivo entre uma campanha de sucesso e um armazém cheio de produtos rejeitados.
🛠️ Harvey's Desk: As dimensões da sua exposição estão infringindo as rígidas regras de pontas de gôndola das grandes lojas? 👉 Solicite sua Ficha Técnica para Varejo ↗ — Sem formulários que geram ligações intermináveis de vendedores. Apenas valor agregado.
Qual é a forma completa da embalagem PDQ?
Conhecer a terminologia das siglas é útil para reuniões, mas entender a urgência operacional por trás do nome é o que realmente mantém o fluxo de mercadorias.
A sigla PDQ significa Product Display Quarter (Exibição de Produto em 1 Quarto), embora a indústria a traduza universalmente como Pretty Darn Quick (Muito Rápido). Essa classificação exige uma montagem rápida e sem atrito, o que significa que a estrutura de papelão ondulado deve se transformar de uma embalagem plana para transporte em um expositor de varejo ativo em meros segundos.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar. A promessa de uma montagem "rápida" muitas vezes se transforma em um pesadelo de trabalho manual se o projeto interno apresentar falhas.
A realidade da fábrica sem frustração
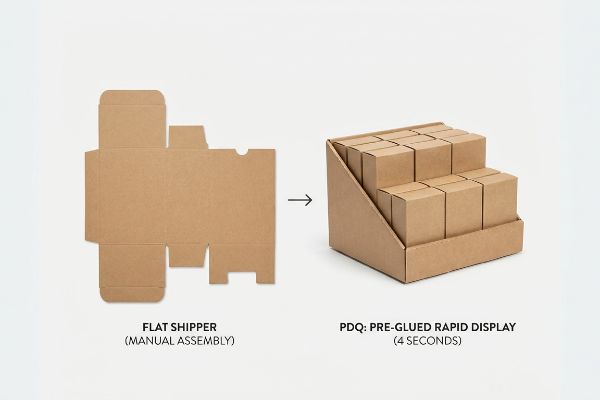
Uma suposição aparentemente razoável, mas na verdade perigosa, que os compradores fazem é que qualquer caixa pequena pode ser rotulada como uma unidade de montagem rápida12.Eles aprovam padrões de dobradura complexos no estilo origami com vários divisores soltos13, supondo que os custos unitários baixos compensarão o tempo que o funcionário do varejo leva para montá-la no local.
Isso não é apenas teoria — vejo isso acontecer na linha de testes quando embalagens complexas chegam para os testes piloto. Quando um design depende inteiramente de encaixes manuais em vez de colagem mecânica, meço o tempo de preparação e observo que ele ultrapassa dois minutos por unidade. A resistência rígida do papelão kraft virgem causa grande fadiga nas mãos, e os trabalhadores acabam recorrendo a rasgar os mecanismos de encaixe apenas para atingir suas metas diárias. Para resolver isso, exijo um sistema modular pré-colado usando dobradeiras-coladeiras automatizadas em nossa linha de produção. Ao transferir a complexidade do trabalho humano para as máquinas de fabricação, garanto que o tempo de montagem da embalagem caia para aproximadamente 4 segundos por unidade¹⁴,reduzindo drasticamente os custos de mão de obra e garantindo que as bandejas cheguem ao ponto de venda exatamente como planejado.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Dependendo de dobragem manual complexa | Utilizando cantos pré-colados à máquina | Reduz a montagem para 4 segundos |
| Divisórias internas para envio avulsas | Divisórias modulares flutuantes de engenharia | Impede a perda de peças estruturais |
| Priorizando custos unitários baixos | Investir em dobradeiras-coladeiras automatizadas | Elimina erros de configuração no nível da loja |
Recuso-me a enviar quebra-cabeças para as lojas. Otimizar ao máximo o processo de fabricação para que o usuário final experimente a simplicidade absoluta é a maneira de escalar uma produção em larga escala sem se afogar em custos de montagem.
🛠️ Mesa do Harvey: Suas instruções complexas de dobradura estão drenando secretamente seu orçamento de embalagem? 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice dinheiro com produção em massa.
Conclusão
Você pode escolher um fornecedor mais barato, mas quando uma bandeja com o centro de gravidade muito alto, construída sem a devida compensação de espessura, cede sob o próprio peso, causa um atrito enorme, reduzindo a velocidade da linha de montagem em cerca de 30% e eliminando completamente a margem de lucro do projeto. Esta é a especificação exata que meus 10 principais clientes do varejo usam para garantir zero rejeições de impressão. Pare de adivinhar a física dos materiais e deixe-me analisar pessoalmente seus arquivos estruturais com minha Auditoria de Linha de Corte Gratuita ↗ para detectar erros fatais de sustentação de carga antes do início da produção em massa.
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Um padrão da indústria para materiais de embalagem definiria a capacidade de carga e a resistência à compressão do papelão ondulado 32 ECT]. Papel da evidência: especificação técnica; tipo de fonte: padrão da indústria; Suportes: resistência do material; Nota de escopo: aplica-se especificamente ao papelão ondulado. ↩
"Como a relação altura/profundidade contribui para a estabilidade de estantes de armazenamento", https://www.rmiracksafety.org/2021/05/20/how-height-to-depth-ratio-contributes-to-overall-storage-rack-stability/. [Manuais de engenharia de embalagens fornecem a base matemática para as relações profundidade/altura necessárias para garantir um centro de gravidade estável em expositores independentes]. Papel da evidência: diretriz de engenharia; tipo de fonte: manual técnico; Suporta: estabilidade estrutural; Nota de escopo: regra geral para estabilidade de bancadas. ↩
"Qual é a relação altura/profundidade das estantes? – Borroughs", https://www.borroughs.com/what-is-the-height-to-depth-ratio-of-shelving-units/?srsltid=AfmBOorfDMlwpOagKzgICc6yroZXeKFDcVpZJ89yV6_SGDUd_JQCwJ50. [As normas da indústria para displays de ponto de venda especificam as relações ideais entre profundidade e altura para garantir a estabilidade e evitar tombamentos]. Função da evidência: especificação técnica; tipo de fonte: guia de engenharia de embalagens. Suportes: relações de estabilidade para bandejas PDQ. Nota de escopo: As relações específicas podem variar de acordo com o peso do produto. ↩
"Design Estrutural em Displays Temporários de Papelão Ondulado para Varejo – UD Direct", https://www.ud-direct.com/blog/the-importance-of-structural-design-in-temporary-corrugated-retail-displays. [Os princípios de design de merchandising sugerem baixar o centro de gravidade por meio de bases com peso ou fundos falsos para aumentar a estabilidade no balcão]. Papel da evidência: princípio de design; tipo de fonte: manual de design de embalagens. Suportes: gerenciamento do centro de gravidade. Nota de escopo: Aplica-se principalmente a produtos com centro de gravidade elevado. ↩
"Caixas de Papelão Ondulado de Parede Simples vs. Parede Dupla", https://www.boxish.in/blogs/post/single-wall-vs-double-wall-corrugated-boxes-whats-the-difference. [As especificações técnicas para os tipos de papelão ondulado demonstram a capacidade superior de carga e resistência ao esmagamento da construção de parede dupla em comparação com a parede simples]. Papel da evidência: especificação do material; tipo de fonte: norma de embalagens de papelão ondulado. Argumentos: durabilidade para cargas pesadas. Nota de escopo: Foca em materiais de papelão ondulado .
"Por que a densidade importa mais do que a espessura em embalagens de luxo", https://www.beloitboxboard.com/why-density-matters-more-than-caliper-in-luxury-packaging/. [Manuais técnicos sobre design de embalagens estruturais explicam que não levar em consideração a espessura do material (calibre) nas dimensões de encaixe e ranhura impede a montagem adequada]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamentos: a necessidade de compensação de espessura no projeto de corte e vinco. Nota de escopo: Aplica-se a papelão dobrado e materiais ondulados. ↩
"Como montar os displays de papelão? – Papelão Personalizado…", https://popdisplay.me/how-do-i-assemble-the-cardboard-displays/. [Guias técnicos de engenharia de embalagens explicam como o cálculo da tolerância de dobra evita o acúmulo de material e garante que os componentes se encaixem sem atrito]. Função da evidência: validação técnica; tipo de fonte: manual de engenharia. Fundamentos: a necessidade de tolerância de dobra para a montagem. Observação sobre o escopo: Aplica-se principalmente a papelão e materiais ondulados. ↩
"[PDF] Guia do Usuário do ArtiosCAD Enterprise 18 – Documentação do produto", https://docs.esko.com/docs/en-us/artioscadenterprise/18/userguide/pdf/ACE18_UserGuide.pdf. [A documentação do software ArtiosCAD detalha como seus algoritmos de compensação ajustam automaticamente as linhas de corte com base na espessura do material para evitar fraturas por tensão e rasgos nos cantos]. Papel da evidência: especificação do software; tipo de fonte: documentação técnica. Suporta: a eficácia da compensação automatizada na redução de falhas de material. Nota de escopo: Específico para a funcionalidade do software ArtiosCAD. ↩
"Investigando o Efeito das Perfurações na Capacidade de Carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . [As normas da indústria de embalagens especificam que diferentes tamanhos de ondulação do papelão ondulado exigem ajustes vetoriais específicos para compensar a compressão do material e evitar o abaulamento das laterais]. Papel da evidência: norma da indústria; tipo de fonte: diretriz de fabricação. Fundamentos: a necessidade de ajustes vetoriais específicos para cada ondulação. Nota de escopo: Aplica-se a variações padrão de papelão ondulado , como ondulações A, B, C e E.
"Existem limitações de tamanho para displays de ponta de gôndola? | PopDisplay", https://popdisplay.me/are-there-any-size-limitations-for-endcap-displays/. [Um manual de embalagens de varejista ou um padrão da indústria para prateleiras de ponta de gôndola confirma o limite de largura de 34,5 polegadas para garantir a instalação.] Papel da evidência: especificação técnica; tipo de fonte: padrão da indústria. Suporta: dimensionamento padrão PDQ. Observação sobre o escopo: pode variar de acordo com a arquitetura específica do varejista. ↩
"Conformidade no Varejo: Evitando Penalidades (Guia do Fornecedor)", https://www.capstonelogistics.com/blog/suppliers-dont-get-burned-by-tight-delivery-windows-steep-penalties-at-big-box-retailers/. [As diretrizes para fornecedores varejistas documentam as penalidades para embalagens de exibição não conformes, incluindo a possibilidade de rejeição total da remessa.] Papel da evidência: consequência factual; tipo de fonte: contrato com o fornecedor. Apoia: a necessidade de conformidade com o guia de estilo. Nota de escopo: específico para ambientes de varejo de grandes lojas. ↩
"Entendendo as Embalagens PDQ no Varejo – LinkedIn", https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc. [Normas de engenharia de embalagens definem unidades de montagem rápida por meio de parâmetros específicos de tempo de montagem, diferenciando-as das caixas de transporte pequenas padrão]. Papel da evidência: definição; tipo de fonte: norma do setor. Apoia: a afirmação de que nem todas as caixas pequenas atendem aos critérios para unidades de montagem rápida. Nota de escopo: concentra-se em certificações de displays de varejo] .
"Como a Dobragem de Precisão Afeta a Integridade das Embalagens Médicas", https://miniaturefolding.com/precision-folding-impacts-medical-packaging/. [Pesquisas do setor de merchandising no varejo demonstram que requisitos complexos de dobragem e componentes soltos aumentam significativamente os custos de mão de obra no local e o tempo de chegada às prateleiras]. Papel da evidência: corroboração; tipo de fonte: relatório do setor. Apoia: a afirmação de que designs complexos prejudicam a eficiência operacional. Nota de escopo: específico para displays de papelão ondulado para varejo] .
"Empacotadoras-Coladoras: Qual o Nível de Automação Ideal para Você? [+ …], https://impack.ca/learning-center/folder-gluer-packers-choosing-right-level-of-automation. [Os benchmarks da indústria para automação de embalagens e produtividade de empacotadoras-coladoras verificariam a redução típica de tempo ao passar de abas de travamento manual para sistemas modulares pré-colados]. Papel da evidência: métrica de desempenho; tipo de fonte: relatório técnico da indústria. Argumentos: ganhos de eficiência da manufatura automatizada. Nota de escopo: os tempos reais variam de acordo com a complexidade da unidade. ↩



