
Projetar uma unidade de ponto de venda exige equilibrar as rigorosas normas do varejista, a psicologia do consumidor e a física da cadeia de suprimentos.
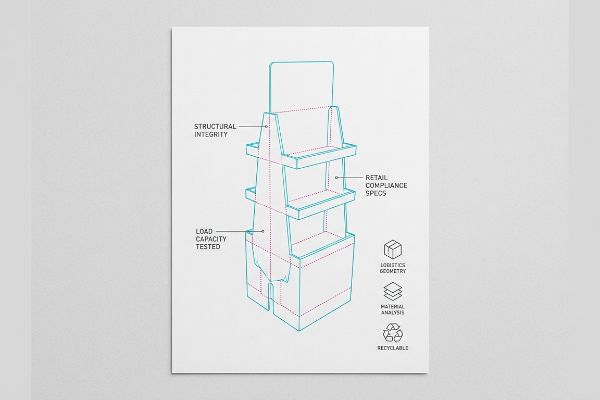
Projetar um expositor de ponto de venda (PDV) exige a integração de integridade estrutural, merchandising visual e o cumprimento rigoroso das normas do varejista. O processo abrange a avaliação de materiais de embalagem, a análise da geometria logística e o teste da capacidade de carga dinâmica para garantir que o expositor final resista aos impactos do transporte e impulsione efetivamente as compras por impulso no ponto de venda.
Muitos fundadores de marcas veem essas estruturas simplesmente como papelão dobrado, mas entrar no ambiente de varejo norte-americano exige engenharia precisa. Vamos analisar a mecânica por trás de um lançamento bem-sucedido.
Quais são os principais fatores a serem considerados no projeto?
As suas escolhas estruturais iniciais determinam se o seu expositor chegará ao piso de vendas ou será rejeitado na área de recebimento.
Os principais fatores incluem o cumprimento rigoroso das normas espaciais, a capacidade de carga dinâmica e as diretrizes específicas de cada varejista. A avaliação desses elementos físicos garante que a unidade projetada esteja em estrita conformidade com os requisitos logísticos, evita atritos na cadeia de suprimentos e supera com sucesso tanto os limites de empilhamento em armazéns quanto as dimensões obrigatórias dos corredores das lojas.

É tentador projetar uma estrutura universal para economizar dinheiro, mas essa suposição rapidamente se choca com a realidade do varejo.
Navegando pelas restrições espaciais e pelas estruturas do varejo
Mesmo equipes de compras experientes frequentemente tentam reduzir um display de chão em 50% para criar uma unidade de balcão de ponto de venda. Elas presumem que diminuir o tamanho do expositor preserva matematicamente a integridade estruturale as proporções estéticas. Essa abordagem genérica trata as áreas de varejo como ambientes intercambiáveis.
Vejo essa armadilha constantemente ao avaliar arquivos CAD (Desenho Auxiliado por Computador) para grandes lançamentos em lojas. Não é possível simplesmente reduzir o tamanho de uma unidade de chão, pois elas estão sujeitas ao limite de paletes GMA de 121,9 x 101,6 cm (48 x 40 polegadas)² para logística de armazém pesado. Por outro lado, as unidades de balcão atendem estritamente à faixa de alcance frontal de 38,1 a 121,9 cm (15 a 48 polegadas)³. Quando os clientes forçam uma adaptação "reduzida", acabo ouvindo o som frustrante do papelão ondulado pesado se deformando sob o peso irregular do contrapeso. Ao separar permanentemente os fluxos de trabalho de engenharia para as zonas de chão e balcão, elimino o atrito que atrasa as linhas de co-embalagem em cerca de 30%, garantindo que o gerente da loja aceite a unidade imediatamente.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Dimensionar as unidades de piso para o tamanho do balcão | Separação dos gasodutos ADA e GMA4 | Impede a rejeição por parte do varejista |
| Ignorando os limites de alcance frontal | Engenharia dentro de uma janela de 15 a 48 polegadas (38 a 122 cm)5 | Garante a acessibilidade do comprador |
| Saliente sobre o palete de madeira | Implementando uma regra CAD de balanço zero6 | Impede o uso de cintos de segurança no transporte público |
Recuso-me a projetar um crossover híbrido se isso violar as rígidas normas de corredores. Ao impor dimensões específicas para cada zona, protejo sua campanha de custos adicionais com estornos e garanto uma execução impecável na loja.
🛠️ Mesa do Harvey: As dimensões atuais do seu espaço estão perigosamente próximas de infringir as normas de circulação? 👉 Solicite uma Análise Espacial ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são os erros mais comuns em displays de ponto de venda?
Ignorar as tolerâncias mecânicas durante a fase de projeto gráfico é a maneira mais rápida de comprometer o cronograma de produção em massa.
Os erros mais comuns incluem margens de sangria insuficientes, compensação de umidade inadequada e uso de materiais genéricos de qualidade inferior. Corrigir esses problemas logo no início evita a exposição das bordas, impede a deformação estrutural durante o transporte marítimo e elimina completamente o atrito severo na montagem, que frequentemente paralisa linhas de embalagem automatizadas de alta velocidade durante a fase final de distribuição.
Designers gráficos são treinados para fazer com que as coisas pareçam bonitas em uma tela, mas pixels digitais não se comportam como papel físico.
A armadilha de sangramento da lito-laminação
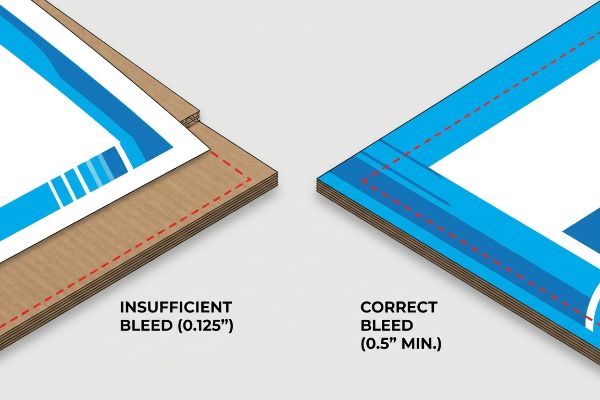
A maioria das agências de design aplica uma sangria de impressão comercial padrão de 0,125 polegadas (3,17 mm)7 aos seus arquivos de embalagens estruturais. Elas partem do pressuposto de que a impressão em papelão ondulado de grande formato mantém as mesmas tolerâncias rigorosas de um simples cartão de visita ou caixa dobrável. Essa abordagem teórica ignora o impacto físico da montagem automatizada das placas.
Sempre verifico primeiro as margens da linha de corte, porque a litografia-laminação envolve a colagem física de folhas impressas em papelão ondulado grosso em alta velocidade. Esse processo com cola PVA (acetato de polivinila) úmida cria inerentemente um deslocamento mecânico maior.Quando os designers usam uma sangria estreita padrão, observo a máquina de corte cortar o papelão e deixar rebarbas — tiras feias de papelão marrom cru expostas bem na borda frontal dobrada. Exijo rigorosamente uma margem de sangria mínima de 12,7 mm (0,5 polegadas)além da linha de corte física, forçando a arte a envolver completamente cada dobra exposta, eliminando completamente o risco de um defeito visual que leve à rejeição total pelo varejista.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando uma sangria padrão de 0,125" | Garantir uma sangria mínima de 0,5 polegadas10 | Elimina bordas marrons cruas |
| Confiar no alinhamento digital | Levando em consideração o deslocamento físico da cola11 | Mantém a estética premium da marca |
| Ignorando a elasticidade do papel | Pré-compensação da espessura da placa12 | Cria cantos dobrados perfeitos |
Rejeito arquivos de pré-impressão que não atendem a esse limite de sangria porque detectar o problema nos meus monitores leva cinco minutos, mas corrigir uma tiragem com quantidade insuficiente de folhas destrói todo o seu orçamento de marketing.
🛠️ Mesa do Harvey: Não tem certeza se sua agência considerou a margem de sangria correta para a sua folha de rosto? 👉 Verifique suas margens de sangria ↗ — Faça o download com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Quais são as principais características de um bom monitor?
Uma unidade de alto desempenho deve equilibrar a estabilidade estrutural com táticas agressivas de merchandising visual que atraiam o fluxo de clientes.
As principais características priorizam alta visibilidade do produto, espaçamento estrutural assimétrico e impacto visual dinâmico. A integração desses elementos físicos precisos atrai ativamente a atenção do consumidor à distância, ao mesmo tempo que proporciona espaço suficiente para evitar permanentemente o rasgo das embalagens de papelão durante as operações de reposição de estoque realizadas pelos funcionários da loja.

Projetar uma caixa que simplesmente suporte peso é o mínimo necessário; o verdadeiro desafio é projetar uma estrutura que venda ativamente o produto.
Dominando o Continuum de Engajamento Espacial
As equipes de marketing de marcas frequentemente projetam seus displays de merchandising estritamente para visualização de perto em monitores de computador retroiluminados. Elas preenchem cada centímetro quadrado disponível com texto denso e grades de produtos simétricas, na esperança de maximizar a quantidade de informações que o consumidor absorve. Essa estratégia ignora completamente a realidade física de como os compradores apressados percorrem os corredores das lojas sob forte iluminação fluorescente .
Imagine seu display como um outdoor na estrada; se as pessoas não conseguem lê-lo a 105 km/h, os detalhes são inúteis. Sempre aconselho as marcas a seguirem a regra 3-3-3 do engajamento no varejo¹⁴,garantindo que a estrutura capture a atenção a 9 metros, desperte o interesse a 90 centímetros e impulsione a conversão a 7,5 centímetros. Quando uma marca tenta imprimir sete parágrafos de texto minúsculo em um cabeçalho, vejo consumidores apressados passando direto por ele, sobrecarregados pela poluição visual. Eu projeto formatos de corte arrojados e exijo uma borda frontal recortada para 85% de visibilidade¹⁵,capturando o gatilho psicológico do consumidor em uma janela de interação de três segundos e melhorando drasticamente a taxa de conversão geral da campanha.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Impressão de blocos de texto densos | Utilizando pontos focais recortados de grandes dimensões | Chama a atenção a 9 metros de distância16 |
| Utilizando grades perfeitamente simétricas | Implementando divisores assimétricos | Cria tensão visual para os compradores |
| Esconder objetos atrás de lábios altos | Recorte da aba para 85% de visibilidade17 | Garante conversões táteis por impulso |
Elimino o texto de marketing secundário porque a sobrecarga cognitiva acaba com as vendas por impulso. Ao projetar um único ponto focal estrutural massivo, forço o olhar humano a se concentrar exatamente onde é necessário.
🛠️ Harvey's Desk: Seu layout atual está causando congestionamento visual na prateleira física? 👉 Solicite sua Análise de Layout ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Quais são os 5 passos para criar uma apresentação?
Passar de um esboço conceitual para um palete de produtos totalmente carregado para venda exige o domínio de princípios complexos da física mecânica.
As 5 etapas incluem o mapeamento conceitual do layout, a engenharia precisa de compensação de espessura, a calibração de cores na pré-impressão, os testes estruturais de transporte e a montagem final em massa. Seguir essa sequência operacional rigorosa preenche matematicamente a lacuna entre a arte digital e a física da cadeia de suprimentos, prevenindo permanentemente a deformação catastrófica do material.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e as fibras de papel começam a esticar.
Por que os moldes padrão falham na linha de produção?
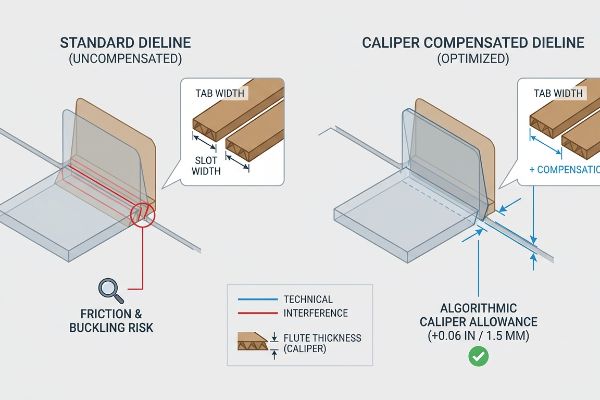
Uma suposição comum, porém perigosa, durante o fluxo de trabalho estrutural é tratar linhas digitais como elementos infinitamente finos18. Designers freelancers frequentemente criam abas de encaixe e ranhuras dobráveis com a mesma largura exata do painel correspondente em seus softwares de ilustração. Eles presumem que, se a aba A se encaixar perfeitamente na ranhura B no monitor, a montagem final deslizará sem esforço.
Na minha fábrica, vejo rotineiramente essa suposição teórica causar enormes gargalos na cadeia de suprimentos quando o substrato físico é introduzido. Quando a chapa de aço canelado tipo E, de espessura considerável, dobra em 90 graus, ela consome fisicamente cerca de 1,5 mm (0,06 polegadas) de material¹⁹devido à dobra do raio externo. Se eu não alargar a ranhura de encaixe na matriz para compensar essa espessura consumida, a equipe de embalagem precisa forçar as abas, e eu consigo ouvir o estalo horrível das ranhuras internas colapsando permanentemente sob a pressão. Eu reconstruo matematicamente essas ranhuras usando tolerâncias de dobra paramétricas, garantindo que as unidades pré-preenchidas sejam montadas sem atrito, o que reduz o tempo de montagem em quase 45 segundos por unidade e economiza milhares em custos de mão de obra.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Abas de desenho 1:1 com ranhuras | Adicionando compensação algorítmica de paquímetro20 | Garante embalagem conjunta sem atrito |
| Ignorando o raio de dobra | Aberturas maiores para esticar o papel | Impede o esmagamento das ranhuras internas21 |
| Utilizando ferramentas raster baseadas na web | Engenharia através de vetores CAD rigorosos | Mantém capacidade de carga de 2.500 libras22 |
Recuso-me a enviar um arquivo para as mesas de corte sem verificar a tolerância de dobra. Calcular a espessura física antes da produção é a única maneira de evitar que o seu parceiro de embalagem destrua o lote.
🛠️ Mesa do Harvey: Você sabe se a largura das ranhuras da sua matriz de corte leva em consideração a espessura exata das ranhuras da placa? 👉 Envie-me seu arquivo de matriz de corte ↗ — Vou verificar os cálculos antes que você gaste seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor baseado puramente no custo unitário bruto, mas quando uma dobra não compensada danifica as ranhuras internas e atrasa sua linha de montagem de co-embalagem em cerca de 30%, essa economia inicial elimina completamente a margem de lucro do seu projeto. Esta é a ficha técnica exata que meus 10 principais clientes do varejo usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias dimensionais e deixe-me avaliar pessoalmente a mecânica estrutural do seu produto por meio da minha Auditoria de Linha de Corte Gratuita ↗ para identificar pontos de atrito críticos antes do início da produção em massa.
"DESIGN ESTRUTURAL DE EXPOSITORES PARA VAREJO INTERATIVO…", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. Uma fonte confiável em engenharia de embalagens explica que o escalonamento das dimensões sem o ajuste da espessura do material (calibre) altera a capacidade de carga e a resistência à dobra. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Fundamentos: a falha do escalonamento matemático em manter a integridade estrutural. Nota de escopo: especificamente para expositores de papelão ondulado. ↩
Paletes GMA "48×40" | Maior fabricante e fornecedor de paletes, https://www.palletone.com/products/gma-pallets/. Verificação das dimensões padrão de paletes da Grocery Manufacturers Association (GMA) utilizadas na logística norte-americana. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Suporta: a exigência de que as unidades de piso estejam alinhadas com os tamanhos dos paletes. Nota de escopo: Norma para logística norte-americana. ↩
"Capítulo 3: Partes Operáveis – Access-Board.gov", https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Validação das diretrizes da Lei de Acessibilidade para Americanos com Deficiências (ADA) referentes à faixa de altura aceitável para alcance frontal. Papel da evidência: requisito legal; tipo de fonte: regulamentação governamental. Fundamenta: as restrições de projeto para balcões. Nota de escopo: Específico para os padrões de acessibilidade da ADA .
"Normas da ADA para Design Acessível", https://www.ada.gov/law-and-regs/design-standards/. A documentação de conformidade do setor para a Lei dos Americanos com Deficiências (ADA) e a Associação de Fabricantes de Alimentos (GMA) explicaria a necessidade de fluxos de trabalho de design separados para atender a diferentes requisitos regulatórios e espaciais. Papel da evidência: conformidade regulatória; tipo de fonte: norma do setor. Suporta: separação do fluxo de trabalho de design. Nota de escopo: específico para padrões de varejo da América do Norte .
"Normas da ADA para Design Acessível, Título III, Regulamento 28 CFR…", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Uma fonte confiável sobre ergonomia no varejo ou diretrizes de acessibilidade da ADA verificaria as dimensões específicas de alcance necessárias para a acessibilidade do consumidor. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Suporta: métricas de limite de alcance frontal. Nota de escopo: específico para acessibilidade de displays no varejo .
"Modelagem preditiva da saliência do palete na compressão da caixa…", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. Manuais de engenharia e logística confirmam que evitar a saliência do produto nos paletes reduz o risco de flambagem estrutural durante o transporte. Papel da evidência: princípio de engenharia; tipo de fonte: manual de logística. Fundamentos: impacto da ausência de saliência na estabilidade durante o transporte. Nota de escopo: aplica-se a cargas paletizadas. ↩
"Impressão com Sangria 101: O que é e como é usada – Binders, Inc.", https://www.bindersinc.com/resources/what-is-bleed-printing. Verificação do padrão da indústria para margens de sangria em impressão comercial em design gráfico e embalagens estruturais. Papel da evidência: validação factual; tipo de fonte: manual da indústria gráfica. Apoio: estabelecimento da medida de referência usada por órgãos reguladores. Observação sobre o escopo: a sangria padrão pode variar de acordo com os requisitos específicos da impressora .
"Efeitos da Umidade no Processo de Laminação – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. Documentação técnica sobre como a umidade proveniente de adesivos PVA causa instabilidade dimensional e deslocamento em papelão impresso durante a laminação. Papel da evidência: Explicação causal; tipo de fonte: Manual técnico. Fundamentos: A razão para o aumento dos requisitos de sangria. Nota de escopo: Concentra-se na interação entre umidade e substrato .
"Laminação litográfica – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqfbWKlpoP4a_gOHLqdN-G8eUA9oPFGsUpf-b1XMGCdX3RGWFG0. Especificações de embalagens da indústria que confirmam as margens de sangria recomendadas para evitar a exposição das bordas na laminação litográfica. Função da evidência: Validação técnica; tipo de fonte: Norma da indústria. Suporta: A medição específica para margens de sangria. Nota de escopo: Aplica-se especificamente à produção de papelão ondulado de alta velocidade. ↩
"Duráveis e Atraentes: Caixas de Papelão Ondulado com Laminação Litográfica", https://rockvalleypackaging.com/corrugated-boxes-litho-laminated-durable-and-eye-catching/. Normas técnicas para requisitos de sangria na laminação litográfica, visando evitar que as bordas onduladas fiquem visíveis. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria gráfica. Fundamentação: recomendação de sangria de 0,5 polegadas. Observação: pode variar de acordo com a gramatura específica do papelão .
"AUMENTANDO A VISIBILIDADE DA MARCA COM DISPLAYS DE PONTO DE VENDA PERSONALIZADOS", https://www.bcipkg.com/elevating-brand-visibility-with-custom-pop-displays/. Documentação técnica sobre deslocamento de material e variações de tolerância durante a colagem de displays de grande formato. Papel da evidência: tolerância de fabricação; tipo de fonte: guia de engenharia de embalagens. Fundamentos: a necessidade de buffers de alinhamento na arte final. Nota de escopo: específico para produção em alto volume. ↩
"O Guia Definitivo para Caixas de Papelão Ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Diretrizes de engenharia para o cálculo da tolerância de curvatura e da espessura do material, garantindo dobras perfeitas em displays de papelão ondulado. Papel da evidência: especificação estrutural; tipo de fonte: livro didático de design de embalagens. Fundamentos: a necessidade de ajustar a elasticidade do papel e a espessura do papelão. Observação sobre o escopo: aplica-se principalmente a materiais de papelão ondulado de parede espessa .
"Efeitos da Iluminação em Lojas de Varejo | Especialistas em Iluminação da TCP", https://www.tcpi.com/how-lights-impacts-psychology-mood-in-retail/. Breve explicação de como estudos de rastreamento ocular e psicologia ambiental validam o comportamento do consumidor e as restrições de visibilidade em corredores de lojas de varejo com alta estimulação. Papel da evidência: validação; tipo de fonte: estudo acadêmico. Apoia: a desconexão entre o design digital e a realidade física do varejo. Nota de escopo: especificamente em relação a ambientes de bens de consumo de giro rápido (FMCG) .
"A importância da regra dos 3 para seus displays personalizados de loja", https://mcintyredisplays.com/blog/custom-store-displays/ . Um guia confiável sobre princípios de design de varejo verificaria a heurística de distância 3-3-3 para níveis de engajamento do consumidor. Papel da evidência: validação; tipo de fonte: manual do setor. Baseia-se em: padrões de engajamento espacial. Nota de escopo: heurística geral para displays de ponto de venda.
"AG 1091A: Expositores de Mercadorias no Varejo na Zona Frontal", https://www.seattle.gov/transportation/permits-and-services/permits/applicant-guides/ag-1091a. As normas técnicas de engenharia para expositores de ponto de venda validariam a porcentagem específica de visibilidade proporcionada por uma aba frontal recortada. Papel da evidência: verificação técnica; tipo de fonte: guia do fabricante. Fundamentos: eficácia do projeto estrutural. Nota de escopo: específico para unidades de varejo de papelão .
"Táticas de Engajamento Visual que Impulsionam as Vendas em Grandes Lojas de Varejo", https://thelookcompany.com/blog/visual-engagement-tactics-that-drive-sales-for-big-box-retail/. Pesquisa confiável sobre pontos focais de merchandising visual e a distância ideal para interceptar o fluxo de clientes. Papel da evidência: validação quantitativa; tipo de fonte: estudo de design de varejo. Apoia: a eficácia de pontos focais recortados em grande escala. Observação: as distâncias podem variar de acordo com a altura do teto e a iluminação da loja .
"Qual é a altura média de uma prateleira de varejo? – PopDisplay", https://popdisplay.me/what-is-the-average-retail-shelf-height/. Especificações técnicas da indústria referentes à altura da borda da prateleira e sua correlação direta com as porcentagens de visibilidade do produto. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia de varejo. Argumenta: que 85% de visibilidade otimiza as conversões táteis por impulso. Nota de escopo: aplica-se a displays de ponto de venda padrão .
"Dicas essenciais para o projeto de encaixes e ranhuras na montagem de peças de chapa metálica", https://www.youtube.com/watch?v=DHcrX_ZnByA. Guias de engenharia de embalagens de referência explicam a necessidade de considerar a espessura do material e as tolerâncias de dobra para evitar falhas estruturais durante a montagem. Papel da evidência: validação técnica; tipo de fonte: manual padrão da indústria. Baseia-se em: a exigência de tolerâncias na montagem física. Observação: as tolerâncias específicas variam de acordo com a densidade do material e a qualidade da placa .
"Determinação Analítica da Rigidez à Flexão de uma Embalagem de Cinco Camadas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Verificação do consumo específico de espessura do material (tolerância à dobra) para papelão ondulado tipo E durante uma dobra de 90 graus. Papel da evidência: Verificação técnica; tipo de fonte: Manual de engenharia de embalagens. Fundamentos: A necessidade de compensação de espessura no projeto do molde de corte. Observação: Os valores podem variar ligeiramente conforme a gramatura do papelão .
"Influência das linhas de vinco analógicas e digitais nas propriedades mecânicas… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Explicação de como o ajuste das dimensões das abas e ranhuras com base na espessura do material (paquímetro) garante um encaixe adequado. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamentos: a mudança em relação ao desenho na proporção 1:1. Nota de escopo: aplica-se especificamente a materiais de papelão ondulado .
"[PDF] Especificações para Papelão Ondulado – Arquivos Nacionais", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Explicação técnica de como permitir o estiramento do papel durante a dobra evita a compressão e a ruptura das ondulações do papelão ondulado. Papel da evidência: física mecânica; tipo de fonte: norma de ciência dos materiais. Fundamentos: a exigência de alargar as ranhuras com base no raio da dobra. Nota de escopo: limitado a substratos de papelão ondulado. ↩
"Expositores para lojas de atacado: pontas de gôndola, paletes e muito mais para mercadorias a granel", https://www.qpack.com/retail-displays/pallet/club-store . Verificação dos limites de capacidade de carga alcançáveis por meio de engenharia vetorial CAD precisa para expositores de paletes no varejo. Função da evidência: métrica de desempenho; tipo de fonte: relatório de engenharia estrutural. Apoia: a afirmação de que a engenharia vetorial é necessária para altas capacidades de carga. Nota de escopo: específico para configurações de expositores de paletes para cargas pesadas.



