
Você tem um produto único, e embalagens comuns simplesmente não funcionarão no ponto de venda. A apresentação física precisa estar perfeitamente alinhada à estratégia promocional específica da sua marca.
Sim. A personalização de displays de PDV (Ponto de Venda) é altamente recomendada para maximizar a visibilidade no varejo. Esse processo envolve o desenvolvimento de dimensões específicas, a escolha da qualidade ideal da placa estrutural e a personalização da identidade visual da marca para garantir que seu expositor físico esteja perfeitamente alinhado tanto com o comportamento do consumidor quanto com as rigorosas normas de conformidade das grandes redes varejistas.

Os modelos padrão podem parecer um atalho fácil, mas criar uma unidade personalizada oferece controle total sobre a interação física do comprador.
Como criar uma tela personalizada?
A criação de uma unidade personalizada começa muito antes da tinta tocar o papel. Requer a definição da estrutura matemática antes mesmo da aplicação de quaisquer elementos gráficos.
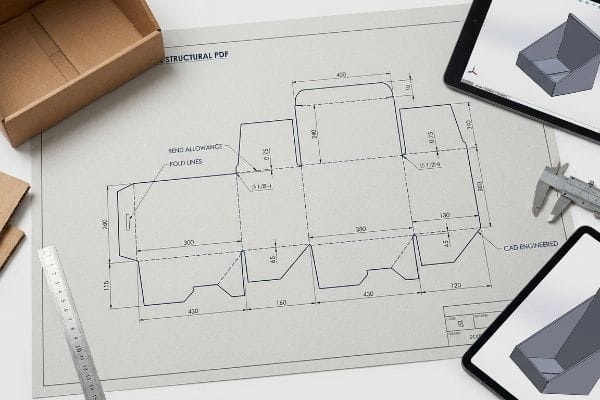
A criação de um display personalizado exige que a fase de projeto seja iniciada com um PDF estrutural pré-desenvolvido, em vez de ferramentas básicas de rasterização online. Isso garante que as tolerâncias de curvatura do CAD (Desenho Auxiliado por Computador) sejam matematicamente definidas antes da aplicação de quaisquer gráficos ou texturas externas da marca.
Muitas equipes de branding se precipitam na estética visual, mas eu sempre as guio de volta à base estrutural.
Por que as estruturas de exibição personalizadas falham sem linhas de corte adequadas?
Mesmo equipes de compras experientes muitas vezes deixam seus designers gráficos criarem abas interligadas complexas diretamente em ferramentas básicas de ilustração online. Eles tratam o papelão ondulado como uma folha plana de papel de impressora, presumindo que uma linha visual na tela se traduz facilmente em uma caixa física. Essa abordagem ignora completamente as tolerâncias de dobra necessárias para dobrar materiais espessos em objetos3D¹.
Quando os clientes me enviam arquivos gerados pela web, eu os sinalizo imediatamente antes que cheguem à mesa de corte CNC (Controle Numérico Computadorizado). Já vi balconistas suando no chão, tentando encaixar uma aba em uma ranhura 38,1 mm (1,5 polegadas) mais estreita, ouvindo o som alto do papelão cru rasgando enquanto toda a base se despedaçava. Ao fornecer primeiro um PDF estrutural pré-projetado e bloqueado, garanto que seus designers apliquem apenas elementos gráficos sobre cálculos já testados. Esse ajuste estrutural elimina o atrito excessivo, economizando cerca de 45 segundos de tempo de montagem por unidadee reduzindo significativamente seus custos de mão de obra de terceirização de embalagem.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando ferramentas online para linhas de corte | Bloquear uma camada de PDF gerada por CAD3 | Impede o desalinhamento das abas |
| Ignorando a espessura do papel | Tolerâncias de curvatura paramétricas4 | Elimina o rasgo do papelão |
| Correndo para os gráficos de superfície | Primeiro, projete a estrutura em branco | Economiza 45 segundos de tempo de montagem5 |
Sempre priorizo a matemática estrutural antes de analisar uma única amostra de cor. Um design gráfico bonito não significa nada se a estrutura subjacente ceder sob o peso dos seus produtos e resultar em uma rejeição imediata por parte do varejista.
🛠️ Mesa do Harvey: Não tem certeza se o seu gabarito de corte gerado online inclui as margens de dobra corretas? 👉 Solicite uma Análise Gratuita do seu Gabarito de Corte ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quem projeta as vitrines para lojas de varejo?
Encontrar os talentos certos para implementar seu produto no varejo é onde a maioria das cadeias de suprimentos falha silenciosamente. Você precisa de uma abordagem unificada, não de uma lista desconexa de fornecedores separados.
O design de displays para lojas de varejo geralmente é feito por fabricantes de embalagens terceirizadas especializadas, que integram engenharia estrutural e montagem física. Depender de fornecedores terceirizados fragmentados frequentemente acarreta sérios problemas mecânicos durante operações de co-embalagem em alta velocidade e produção em massa.

A escolha de quem monta seu expositor determina quem assume a responsabilidade quando algo inevitavelmente der errado na linha de produção.
O custo oculto de equipes fragmentadas de exposição de produtos no varejo
Os gestores de marcas frequentemente tentam montar suas campanhas de varejo contratando designers gráficos independentes, fornecedores de placas separados e terceirizados de embalagem. Eles presumem que esse modelo de aquisição fragmentado minimiza artificialmente os custos unitários, buscando os preços mais baixos dos componentes. No entanto, isso separa completamente a engenharia estrutural do processo de montagem física propriamentedito.
Vejo essa armadilha constantemente quando novos clientes me trazem componentes incompatíveis de três fornecedores diferentes. Quando uma base robusta de perfil E não se alinha perfeitamente com uma folha superior impressa por outra empresa, a máquina automatizada trava instantaneamente, e eu consigo literalmente sentir o cheiro de atrito das correias quando as tolerâncias incompatíveis paralisam toda a linha deprodução. Ao exigir uma abordagem centralizada e completa, assumo a responsabilidade pelos componentes incompatíveis diretamente para minha própria equipe de engenharia. Essa estratégia unificada elimina completamente as penalidades por tempo de inatividade da máquina, reduzindo o cronograma geral do projeto em semanase protegendo a margem de lucro da sua campanha.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Contratação de fornecedores de pedágio separados | Fabricação centralizada chave na mão | Elimina o tempo de inatividade da máquina |
| Terceirização da matemática estrutural | Engenharia de fábrica interna | Garante o alinhamento dos componentes9 |
| Ignorando o atrito de co-empacotamento | protocolos de montagem unificados | Reduz o cronograma do projeto em algumas semanas10 |
Recuso-me a deixar que as marcas atuem como árbitras entre uma gráfica e uma empresa terceirizada de embalagem. Consolidar o design e a fabricação sob o mesmo teto é a única maneira de garantir que a unidade final montada resista ao uso no mundo real.
🛠️ Mesa do Harvey: Está se perguntando por que seu último fornecedor cobrou taxas exorbitantes por tempo de inatividade da máquina para um design simples? 👉 Descubra a causa raiz ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha dúvidas posteriormente.
Como alterar a cor no PDV?
Trocar as cores da marca em um expositor físico não é tão simples quanto clicar em um botão em uma tela digital. O papelão absorve a tinta de maneira muito diferente da forma como os pixels emitem luz.
Alterar as cores em displays de PDV exige a mudança do processamento padrão de meio-tom CMYK (ciano, magenta, amarelo e preto) para a aplicação precisa de cores Pantone. Esse ajuste mecânico de impressão elimina completamente a granulação óptica dos pontos, garantindo que os logotipos das marcas permaneçam visualmente nítidos sob a iluminação do varejo.

As equipes de marketing esperam que a impressão física corresponda perfeitamente aos seus monitores, mas as fibras do papel bruto têm suas próprias regras químicas.
Prevenindo manchas de meio-tom durante trocas de cores em pontos de venda
Mesmo designers veteranos frequentemente enviam arquivos de arte atualizados usando a mistura padrão de quatro cores para atingir um tom corporativo específico. Eles presumem que, se parecer uniforme em um monitor retroiluminado, será impresso perfeitamente em um grande expositor de varejo. Isso ignora a alta porosidade do papelão ondulado nãoselado.
Ao tentar reproduzir uma nova cor vibrante para a marca usando minúsculos pontos CMYK sobrepostos, as fibras do papel absorvem a tinta úmida de forma irregular¹² . Já passei as mãos sobre essas folhas recém-impressas e senti fisicamente a textura áspera e irregular do grão do meio-tom, que faz com que os logotipos desapareçam completamente a 6 metros de distância. Para corrigir isso, adoto um protocolo rigoroso de aplicação de cores especiais, misturando um único balde denso de pigmento personalizado. Esse simples ajuste na química da tinta elimina completamente o ruído visual¹³ , maximizando a visibilidade nos corredores e evitando reimpressões dispendiosas para correspondência inadequada da marca.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando CMYK para logotipos | Usando cores Pantone14 | Garante uma identidade visual de alto contraste |
| Aprovação de provas digitais em tela | teste de exaustão física15 | Impede que as imagens fiquem desbotadas |
| Ignorando as fibras porosas do papel | Inundação de tinta sólida16 | Elimina a granulação dos pontos de meio-tom |
Eu nunca confio em uma tela retroiluminada para aprovar uma alteração de cor física. Se você quer que sua marca se destaque no final do corredor, precisa respeitar as limitações físicas da impressora.
🛠️ Harvey's Desk: As cores atualizadas da sua marca estão ficando borradas na linha de produção? 👉 Faça uma Análise de Cores na Pré-impressão ↗ — Sem formulários que geram ligações intermináveis de vendas. Só valor agregado.
Qual a diferença entre um expositor de ponto de venda (POP) e um expositor de ponto de venda (PDV)?
Na indústria, esses acrônimos são usados indistintamente, mas confundi-los durante a fase de engenharia fará com que toda a sua remessa seja rejeitada no cais de recebimento.
A diferença entre um expositor de ponto de venda (PDV) e um expositor de balcão reside nas limitações de espaço. Os expositores de PDV são estruturas de chão maciças fixadas em paletes padrão da GMA (Associação de Fabricantes de Alimentos), enquanto as estruturas de balcão de PDV devem estar em conformidade com os limites de alcance frontal da ADA (Lei dos Americanos com Deficiências).

Mas conhecer a teoria não basta quando as máquinas começam a funcionar e os varejistas começam a fazer as medições.
Por que os expositores de ponto de venda (PDV) que reduzem o tamanho dos seus produtos falham na linha de produção?
É uma armadilha comum que pega até mesmo equipes de compras experientes: elas presumem que podem simplesmente pegar um expositor de chão de grande porte e bem-sucedido e reduzir digitalmente o arquivo CAD em 50% para criar uma unidade de balcão de ponto de venda. Elas veem isso como um simples exercício de escalabilidade para estender seu orçamento de marketing por várias áreas da loja sem pagar por um novo projeto de engenharia.
Isso não é apenas teoria — vejo isso acontecer na prática quando avaliamos unidades de balcão em escala reduzida que ainda utilizam placas de alta resistência. Ao medir o resultado físico, uma base artificialmente reduzida usando uma placa de 32 ECT (Teste de Compressão de Borda) com perfil B deixa repentinamente a borda frontal de retenção a uma altura de 416,5 mm (16,4 polegadas), o que viola completamente a rigorosa janela de alcance frontal exigida pela ADA (Lei de Acessibilidade para Americanos com Deficiências) nos caixas de varejo . Ao analisar as leituras do micrômetro, demonstro que devemos desacoplar completamente os processos de engenharia, reconstruindo matematicamente a estrutura do ponto de venda para usar uma placa de perfil E mais fina, mantendo um limite máximo de altura preciso de 309,8 mm (12,2 polegadas) . Ao impor essa tolerância dimensional específica, garanto que a marca evite completamente grandes cobranças por não conformidade por parte dos gerentes de loja, assegurando instantaneamente um espaço privilegiado no caixa sem nenhuma rejeição.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Reduzindo grandes designs de PDV (Ponto de Venda) | Engenharia independente de PDV | Evita a rejeição do varejista |
| Ignorando o alcance frontal da ADA19 | Mapeamento de janelas de altura rígidas | Garante um espaço privilegiado no caixa |
| Utilizando flauta B grossa para os contadores | Mudando para a flauta Mi de precisão20 | Mantém os lábios de retenção em conformidade |
Separo permanentemente as tubulações estruturais para expositores de corredores e balcões de caixa. Tentar forçar uma estratégia de paletes gigantesca em um balcão de loja minúsculo é um desastre matemático anunciado.
🛠️ Mesa do Harvey: Você sabe se o seu expositor de balcão atual atende aos rigorosos limites de alcance frontal? 👉 Envie-me seu arquivo de corte ↗ — Vou verificar os cálculos antes que você gaste seu orçamento com produção em massa.
Conclusão
Você pode tentar juntar os pedaços de uma cadeia de suprimentos fragmentada para economizar alguns centavos, mas quando as tolerâncias incompatíveis dos fornecedores causam atritos enormes que paralisam a linha de montagem, você enfrentará uma rejeição imediata do varejista e eliminará completamente a margem de lucro da sua campanha. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais no estágio inicial. Pare de adivinhar as tolerâncias estruturais e deixe-me pessoalmente analisar seus arquivos com minha Auditoria de Corte e Vinco gratuita ↗ para detectar erros fatais de conformidade antes do início da produção em massa.
"Rigidez à flexão do papelão ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . Explicação técnica de como a tolerância à flexão leva em consideração a espessura do material durante a dobra para garantir a precisão estrutural. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Fundamentos : necessidade de CAD estrutural em detrimento do projeto visual. Nota de escopo: específico para substratos ondulados ou de alta espessura.
"Como a Embalagem Molda o Sucesso de Programas de Exibição no Varejo", https://www.frankmayer.com/blog/how-packaging-shapes-retail-display-program-success/. Um estudo de engenharia industrial ou um estudo de caso de embalagem quantificaria a redução na mão de obra de montagem ao usar moldes CAD pré-projetados em vez de arquivos imprecisos. Papel da evidência: validação quantitativa; tipo de fonte: estudo de caso da indústria. Apoia: a afirmação de que a precisão estrutural reduz o tempo de montagem manual. Observação sobre o escopo: a economia de tempo varia de acordo com a complexidade da exibição .
"Guia completo de linhas de corte em embalagens personalizadas e…", https://gentlever.com/dielines-for-custom-packaging-and-printing/. Normas profissionais de embalagem referentes ao uso de software CAD para garantir coordenadas e registro precisos de corte e vinco. Função da evidência: procedimento operacional padrão; tipo de fonte: guia técnico de artes gráficas. Benefícios: prevenção de desalinhamento de abas. Observação sobre o escopo: aplica-se a arquivos de produção vetoriais. ↩
"Determinação Analítica da Rigidez à Flexão de um Papelão de Cinco Gramaturas...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Documentação técnica que explica como o cálculo da espessura do material em dobras previne falhas estruturais e rasgos. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamentos: a necessidade de tolerâncias de dobra para a integridade do material. Nota de escopo: Específico para papelão de alta gramatura.
"DESIGN ESTRUTURAL DE EXPOSITORES PARA INTERATIVOS…", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ . Dados quantitativos de fabricação comparando a velocidade de montagem de estruturas pré-fabricadas com unidades mal planejadas. Papel da evidência: validação quantitativa; tipo de fonte: estudo de caso da indústria. Fundamentos: ganhos de eficiência ao projetar primeiro a estrutura básica. Observação sobre o escopo: a economia média de tempo pode variar de acordo com a complexidade da unidade.
"A fragmentação da produção amplifica os riscos sistêmicos… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC7769560/ . Breve explicação de como uma fonte externa confiável apoia essa afirmação. Papel da evidência: validação técnica; tipo de fonte: relatório técnico da indústria de manufatura. Apoia: a desconexão operacional na produção fragmentada de displays para o varejo. Nota de escopo : específico para lançamentos em larga escala no varejo.
"Travamento em Máquina de Embalagem", https://wayneautomation.com/news/packaging-machine-jam/. Dados técnicos de engenharia sobre como desvios de tolerância estrutural em materiais de papelão ondulado tipo E causam falhas mecânicas em máquinas de embalagem automatizadas. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamentos: a relação entre desalinhamento de componentes e tempo de inatividade da máquina. Nota de escopo: focado em produção automatizada de alta velocidade. ↩
"Quem monta as vitrines das lojas? – PopDisplay", https://popdisplay.me/who-sets-up-store-displays/ . Benchmarks do setor ou estudos de caso comparativos que demonstram a redução nos prazos de entrega ao utilizar um único fornecedor de soluções completas em vez de vários fornecedores. Papel da evidência: verificação quantitativa; tipo de fonte: análise da cadeia de suprimentos. Apoia: a afirmação de que estratégias unificadas aceleram a entrega do projeto. Observação sobre o escopo: específico para cronogramas de implementação no varejo.
"Execução de espaços comerciais de alto padrão: como evitar os erros ocultos…", https://www.instagram.com/reel/DZjxADqDEO2/. Documentação técnica sobre tolerâncias de fabricação demonstrando que a integração da engenharia com a produção reduz erros de alinhamento. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia. Fundamentos: precisão da engenharia interna. Nota de escopo: foca no encaixe de componentes estruturais. ↩
"Co-Packing é o seu laboratório de P&D para dominar o mercado", https://korpack.com/co-packing-is-your-rd-lab-for-market-domination/?srsltid=AfmBOorEaejkmAcaCnNLBcxdHcT9N0tBGo4ONVu1XM5pR9IlYzp5J8Gp . Estudos de caso de logística comparando os prazos de entrega de protocolos de montagem unificados com fluxos de trabalho de co-embalagem fragmentados. Função da evidência: métrica de desempenho; tipo de fonte: estudo de caso. Benefícios: redução do prazo por meio de protocolos unificados. Observação sobre o escopo: geralmente se aplica a grandes implantações no varejo.
"Adequação de substratos à base de papel para eletrônica impressa", https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/. Documentação técnica sobre as propriedades absorventes do papelão ondulado não selado e como isso afeta a saturação da tinta e a fidelidade das cores. Papel da evidência: verificação factual; tipo de fonte: manual técnico da indústria gráfica. Apoia: a afirmação de que a porosidade do material impacta os resultados de impressão. Nota de escopo: especificamente em relação ao testliner não selado .
"Penetração de tinta em papel inkjet não revestido e impacto na qualidade de impressão...", https://bioresources.cnr.ncsu.edu/resources/ink-penetration-of-uncoated-inkjet-paper-and-impact-on-printing-quality/. Explicação técnica de como substratos de papel porosos afetam a absorção de tinta na impressão em meio-tom. Papel da evidência: mecanismo técnico; tipo de fonte: manual de impressão. Fundamentos: causa da formação de manchas no meio-tom. Nota de escopo: aplica-se a papelão não revestido. ↩
"CMYK vs. Cores Especiais na Impressão de Embalagens", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. Análise comparativa da aplicação de cores especiais versus cores de processo CMYK em relação à densidade e granulação da cor. Papel da evidência: verificação técnica; tipo de fonte: norma da indústria gráfica. Fundamentos: eficácia das cores especiais para a consistência da marca. Nota de escopo: refere-se à aplicação de pigmentos sólidos. ↩
"Impressão em cores especiais versus impressão em cores de processo", https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOorGwfplSehlHCFj2m9fEt46AnpgYmyT56JbNyGbfVo4HgkXOxRg. Explicação técnica de por que as cores especiais proporcionam resultados mais consistentes e com maior contraste do que o CMYK de processo. Papel da evidência: validação técnica; tipo de fonte: padrão da indústria gráfica. Apoia: a vantagem da Pantone para a identidade visual da marca. Observação sobre o escopo: aplica-se a mídias impressas físicas .
"Provas Virtuais na Indústria de Embalagens", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1039&context=grcsp . Explicação de como amostras físicas de tinta em substrato real previnem discrepâncias de cor observadas em provas digitais. Papel da evidência: verificação do processo; tipo de fonte: manual de impressão comercial. Fundamentos: a necessidade de provas físicas. Nota de escopo : específico para interação com o substrato.
"Investigação sobre a causa da granulação na impressão de pontos de meio-tom…", https://www.tappi.org/content/06ipga/5-4%20kawasaki%20m%20ishisaki.pdf. Descrição de como a aplicação de tinta sólida impede a visibilidade dos pontos de meio-tom (granulação) em materiais absorventes. Papel da evidência: mecanismo técnico; tipo de fonte: guia de engenharia de impressão. Fundamentos: eliminação da lama de meio-tom. Nota de escopo: específico para substratos porosos. ↩
"Balcões de Vendas e Atendimento", https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html . As normas oficiais da Lei de Acessibilidade para Americanos com Deficiências (ADA) definem os alcances máximos e mínimos para projetos acessíveis em ambientes comerciais. Função da evidência: verificação; tipo de fonte: norma regulamentar. Apoia : a afirmação de que existem limites de altura específicos para caixas registradoras. Nota de escopo: abrange diretrizes gerais de alcance.
"Capítulo 9: Elementos Integrados", https://www.access-board.gov/ada/chapter/ch09/. As especificações técnicas das diretrizes da ADA verificam a altura máxima permitida para alcance frontal, garantindo a acessibilidade para usuários em cadeiras de rodas. Função da evidência: especificação técnica; tipo de fonte: norma regulamentar. Apoia: o requisito de limite de altura de 31 cm (12,2 polegadas). Nota de escopo: específico para restrições de alcance frontal .
"Normas da ADA para Design Acessível, Título III, Regulamento…", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. As diretrizes oficiais de acessibilidade da ADA definem as profundidades e alturas máximas de alcance para interfaces públicas. Papel da evidência: verificação regulatória; tipo de fonte: norma governamental. Apoia: a necessidade de mapear as faixas de altura para o espaço de caixa. Nota de escopo: Específico para a Lei dos Americanos com Deficiências (ADA)
"Ranhuras E e B: Qual delas atende melhor às suas necessidades de embalagem?", https://boxlark.com/what-are-the-e-flute-and-b-flute/. Dados de fabricação comparam a espessura e a resistência à compressão das ranhuras B e E para encaixe preciso em displays de pequena escala. Papel da evidência: especificação técnica; tipo de fonte: norma de embalagem industrial. Argumentos: o uso da ranhura E para manter a conformidade em bordas de retenção. Nota de escopo: Limitado a materiais de papelão ondulado. ↩



