Você investe pesado na identidade visual da sua marca no varejo, mas um simples arquivo estrutural pode determinar o sucesso ou o fracasso da sua campanha. Sem diretrizes técnicas precisas, uma bela arte final se transforma em um pesadelo caro e inviável.
Os moldes de corte são projetos estruturais essenciais que ditam exatamente onde uma embalagem será cortada, dobrada e colada. Sem eles, as máquinas CNC (Controle Numérico Computadorizado) automatizadas não conseguem processar os materiais com precisão, o que leva a falhas catastróficas na montagem, desperdício de orçamentos de produção e rejeições garantidas nas lojas.
Antes de enviar seu próximo arquivo digital para a gráfica, vamos entender por que essas linhas invisíveis, na verdade, determinam todo o seu sucesso no varejo.
Por que as linhas de corte são importantes?
Entender a física da sua embalagem é o que diferencia um lançamento de produto perfeito de um desastre caótico no armazém. Vamos analisar a mecânica por trás disso.
Os moldes de corte são importantes porque servem como a base matemática absoluta para a fabricação física. Eles compensam a espessura do material durante a dobra, garantindo que as pesadas placas de papelão ondulado se encaixem perfeitamente, sem atrito, evitando assim deformações estruturais e protegendo a apresentação física da sua marca nas prateleiras do ponto de venda.
Conseguir reproduzir a forma corretamente na tela é apenas o ponto de partida; transpor isso para o papel físico é onde os verdadeiros desafios começam.
A realidade da compensação de paquímetro por trás das linhas de corte
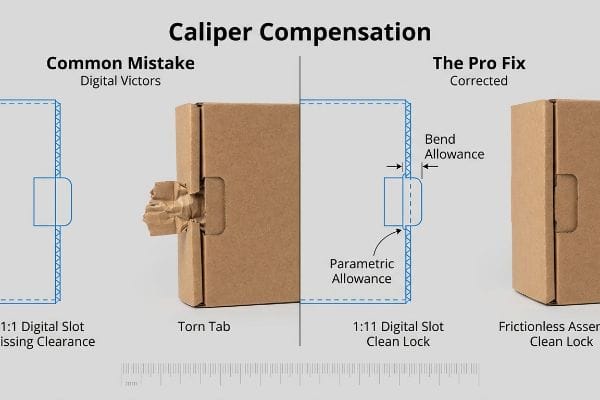
Os designers gráficos frequentemente criam abas de encaixe e ranhuras dobráveis em softwares digitais com a mesma largura exata do painel correspondente. Eles presumem que uma linha digital se transfere perfeitamente para uma folha de papel plana. Isso ignora a espessura física, ou calibre, do papelão ondulado dobrado1 quando este se curva.
Até mesmo designers veteranos frequentemente ignoram esse ponto cego ao passar das telas para as embalagens físicas. Constantemente vejo embalagens planas lindamente impressas chegarem a uma central de co-embalagem, apenas para causar um congestionamento imediato na linha de montagem. Quando um painel de papelão ondulado tipo B de 3 mm (0,11 polegadas) de espessura é dobrado em 90 graus, ele consome material. Se a ranhura de encaixe na matriz de corte não for alargada para compensar esse raio externo, as peças colidem violentamente. Lembro-me do barulho alto e rasgante do papelão kraft cru quando um funcionário frustrado tentava forçar uma aba desalinhada, acabando por recorrer a envolver a embalagem premium em uma fita adesiva transparente e feia. Ao projetar uma tolerância de dobra paramétrica diretamente no arquivo CAD ( Desenho Auxiliado por Computador), garanto uma montagem sem atrito e sem rasgos, o que reduz drasticamente os custos de mão de obra manual.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Sorteio de slots digitais 1:1 | Adicionando tolerâncias de curvatura paramétricas | Economiza 45 segundos por unidade montada4 |
| Ignorando a espessura da tábua | Cálculo de compensação de paquímetro5 | Impede que os lençóis superiores rasguem |
| Forçando fechaduras apertadas | Ampliação das vagas de recepção | Elimina o uso de fita adesiva, que é antiestético |
Recuso-me a deixar que um milímetro de folga prejudique suas margens. Ao calcular matematicamente a expansão do papel no arquivo estrutural, garanto que seu copacker tenha uma montagem sem atritos, independentemente do ambiente do armazém.
🛠️ Mesa do Harvey: Não tem certeza se suas abas de encaixe têm a folga de curvatura correta? 👉 Solicite uma verificação estrutural gratuita ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Por que o design de embalagens é tão importante?
Gráficos impressionantes chamam a atenção dos consumidores, mas o design estrutural da embalagem garante que o produto realmente sobreviva ao trajeto até a prateleira.
O design da embalagem é extremamente importante, pois determina toda a viabilidade logística e a distribuição da carga das suas remessas. Caixas master com engenharia estrutural previnem falhas catastróficas por compressão durante o transporte, garantindo que os produtos de consumo delicados cheguem intactos e prontos para serem imediatamente distribuídos em larga escala no varejo.

Uma caixa bonita não significa nada se chegar a uma grande loja de departamentos completamente amassada.
Como o design de embalagens previne o colapso do BCT
As equipes de compras frequentemente aumentam as dimensões das caixas master para acomodar mais unidades, presumindo que a compressão bruta do papelão ondulado reforçado(6) protegerá as mercadorias. Elas se concentram puramente na densidade de envio, ignorando a física real do empilhamento de paletes.
É uma armadilha comum que pega até mesmo equipes de compras experientes que buscam otimizar custos de frete. Elas aumentam as dimensões até que a caixa ultrapasse uma palete GMA padrão de 121,9 x 101,6 cm (48 x 40 polegadas) por apenas alguns milímetros. Quando caminho pelos cais de recebimento, presto atenção ao rangido surdo e característico das fibras de papel tensionadas cedendo à pressão. Uma caixa de papelão ondulado obtém até 60% de sua resistência ao teste de compressão de caixa (BCT) estritamente do alinhamento vertical de seus quatro cantos. Se um canto se projeta para fora da plataforma de madeira, a camada inferior sem suporte se curvará visivelmente para fora e se deformará sob o peso concentrado no armazém. Ao impor rigorosamente uma caixa com projeção zero durante a fase de projeto da embalagem, reduzo artificialmente a área ocupada para manter os cantos totalmente apoiados, evitando custos exorbitantes com rejeições para os clientes.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Maximizar a densidade de caixas às cegas | caixa delimitadora sem saliência | Impede o esmagamento do recipiente |
| Ignorando a carga no canto | Engenharia de alinhamento vertical | Mantém 60% da resistência do BCT9 |
| Balanço fracionário do palete | Redução de tolerância de 0,5 polegadas10 | Danos de transporte nulos |
Eu não projeto embalagens apenas para ficarem bonitas em uma apresentação de diretoria. Eu projeto estruturas que garantem que sua remessa sobreviva à brutal realidade de contêineres marítimos empilhados.
🛠️ Na mesa do Harvey: Será que suas caixas master estão perdendo 60% da resistência à compressão vertical sem que você perceba? 👉 Baixe meu Guia de Sem Saliência ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
O que são linhas de corte na impressão?
Antes mesmo de uma única gota de tinta tocar o papel, as máquinas automatizadas de pré-impressão precisam saber exatamente o que fazer.
Na impressão, as linhas de corte são traços vetoriais especializados atribuídos a cores especiais absolutas que indicam às máquinas automatizadas exatamente onde o material deve ser cortado. Elas mapeiam os caminhos mecânicos precisos para as matrizes de corte de aço e lâminas CNC, separando completamente as ações de corte e vinco da arte impressa em CMYK visível.
Se você não domina a linguagem da máquina, sua impressão final resultará em uma pilha inútil de papel amassado.
O comando de ferramenta de cor especial na impressão
Muitos artistas digitais enviam seus arquivos finais de embalagem usando linhas pretas CMYK padrãopara indicar onde o display deve ser cortado ou dobrado. Eles presumem que, como as linhas são visíveis em seu monitor, a impressora saberá automaticamente o que fazer com elas.
Imagine as máquinas de pré-impressão como um chef altamente treinado que só lê receitas escritas em tinta vermelha; se você escrever as instruções em azul, ele simplesmente fica olhando. Frequentemente, vejo arquivos chegarem com os contornos estruturais incorporados diretamente na camada da arte. Quando o software RIP da mesa de corte automatizada lê preto padrão, ele apenas imprime um contorno preto, mas não realiza nenhum corte físico . Já vi operadores esfregarem as mãos na superfície lisa e sem cortes de uma placa 32ECT recém-impressa, percebendo que todo o lote está arruinado. Para corrigir isso, intercepto cada arquivo e converto os contornos estruturais em cores especiais mecânicas — 100 % magenta para cortes, 100% ciano para vincos . Esse mapeamento de pré-impressão garante que as lâminas da fresadora CNC se encaixem perfeitamente no material, mantendo a identidade visual da sua marca impecável.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Usando linhas pretas CMYK | mapeamento de cores pontuais absolutas14 | Garante cortes físicos limpos |
| Fusão entre arte e estrutura | separação vetorial em camadas15 | Preserva a integridade das obras de arte |
| Supondo que as linhas visuais sejam cortadas | Calibração RIP pré-voo16 | Elimina lotes com erros de impressão |
Eu nunca permito que arquivos não calibrados cheguem à linha de produção. Ao separar rigorosamente as instruções mecânicas da arte visual, garanto que seu display se transforme de um conceito digital em uma realidade física perfeita.
🛠️ Harvey's Desk: Seus caminhos estruturais estão acidentalmente mesclados à sua camada de arte? 👉 Solicite sua auditoria gratuita de arquivos de pré-impressão ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Quais são as regras para o corte de linhas?
A transição de um ambiente digital controlado para a fabricação em alta velocidade exige o cumprimento rigoroso das tolerâncias mecânicas.
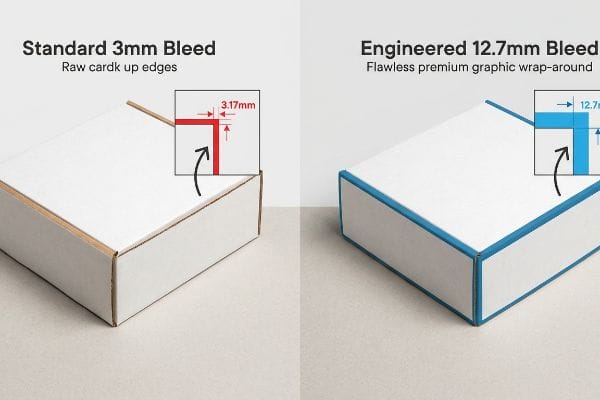
As regras absolutas para linhas de corte exigem uma margem de sangria mínima de 12,7 mm (0,5 polegadas) além da linha de corte física para trabalhos com laminação litográfica. Os designers também devem garantir que todos os caminhos vetoriais estejam devidamente unidos e que as camadas estruturais estejam estritamente isoladas da arte CMYK para evitar deslocamentos na montagem automatizada.
Mas conhecer a teoria não basta quando as máquinas de litografia-laminação de alta velocidade começam a funcionar e o papel começa a se movimentar.
Por que os sistemas de sangria comerciais padrão falham no chão de fábrica
A maioria dos designers gráficos aplica sangrias de impressão comerciais padrão, normalmente em torno de 0,125 polegadas (3,17 mm)17, aos seus arquivos de embalagens de papelão ondulado. Isso funciona perfeitamente para brochuras planas ou cartões de visita, levando-os a assumir erroneamente que fornece margem de segurança suficiente para displays de varejo.
Isso não é apenas teoria — vejo isso acontecer na linha de testes quando a montagem automatizada de alta velocidade é acionada. Em minhas instalações, vejo rotineiramente a realidade física da litografia-laminação quebrar as regras padrão de design comercial. O processo envolve colar uma folha superior impressa em placas de papelão ondulado de flauta C espessas usando adesivo PVA (acetato de polivinila) úmido18, o que inerentemente introduz uma variação na tolerância mecânica durante a laminação em alta velocidade. Quando meço o resultado, uma sangria padrão de 3,17 mm é simplesmente insuficiente para cobrir a variação da placa. O resultado é o "rebarbo", onde as bordas cruas do papelão marrom ficam visivelmente expostas na unidade dobrada final, arruinando completamente a estética premium da marca. Analisei as leituras do micrômetro e provei que não precisávamos de um alinhamento manual caro; precisávamos apenas de uma margem de sangria rigorosa e projetada de 12,7 mm (0,5 polegadas) além da linha de corte19. Ao implementar essa ampla rede de segurança na fase de pré-impressão, garanto que a arte gráfica envolva completamente todas as bordas expostas, economizando milhares para os clientes em displays de varejo rejeitados e com aparência descuidada.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Sangria comercial padrão de 3 mm | Impor uma margem mínima de 12,7 mm20 | Impede que as bordas marrons fiquem expostas |
| Ignorando a mudança de marcha da máquina | Cálculo da tolerância de lito-laminação21 | Garante um acabamento de alta qualidade |
| Confiar em provas visuais digitais | Protocolo de rejeição de sangramento pré-voo | Elimina estornos de varejo |
A fabricação em alta velocidade simplesmente não respeita layouts digitais otimistas. Tolerâncias de sangria agressivas, projetadas matematicamente, atuam como sua única defesa física contra bordas de papelão ondulado que podem comprometer a qualidade do produto final.
🛠️ Mesa do Harvey: Você sabe a tolerância exata de deslocamento mecânico do seu processo atual de litografia e laminação de papelão ondulado? 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor mais barato que aceite layouts digitais padrão, mas quando a laminação litográfica se desloca e expõe o papelão marrom cru em um lançamento nacional, o dano à marca resultante provocará uma rejeição imediata do varejista e eliminará completamente a margem de lucro do seu projeto. Esta é a ficha técnica exata que meus 10 principais clientes varejistas usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias mecânicas e deixe-me pessoalmente analisar seus arquivos com minha Auditoria de Corte e Vinco gratuita ↗ para detectar erros estruturais fatais antes do início da produção em massa.
"Como a Espessura do Papelão Impacta o Desempenho e o Custo das Embalagens Dobráveis", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Um manual de engenharia de embalagens explicaria como a espessura do material, ou calibre, exige tolerâncias específicas nas medidas da matriz de corte para garantir que as peças de encaixe se ajustem após a dobra]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia. Fundamentos: a necessidade de compensação de calibre no projeto de embalagens. Nota de escopo: refere-se especificamente a substratos espessos, como papelão ondulado .
"Papelão Ondulado e Tipos de Material – ondulação – Estratégias de Embalagem", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [As normas da indústria para embalagens de papelão ondulado especificam a espessura típica do papelão ondulado tipo B como aproximadamente 3 mm ou 0,11 polegadas]. Papel da evidência: verificação factual; tipo de fonte: especificação técnica. Suporte: métricas de espessura do material. Nota de escopo: existem pequenas variações entre os fabricantes.] ↩
"As 5 principais fórmulas de projeto de chapas metálicas para dobra (2026)", https://www.approvedsheetmetal.com/blog/5-sheet-metal-design-formulas. [Manuais de engenharia para projetos de embalagens explicam como o cálculo da tolerância de dobra em softwares CAD previne interferências entre materiais e reduz erros de montagem]. Papel da evidência: validação da metodologia; tipo de fonte: manual de engenharia. Benefícios: redução do trabalho manual e do atrito na montagem. Nota de escopo: aplica-se a materiais rígidos e semirrígidos.] ↩
"(PDF) Visão geral da tolerância de dobra – Academia.edu", https://www.academia.edu/30649237/Bend_Allowance_Overview. [Parâmetros técnicos em engenharia de embalagens quantificam a redução no tempo de montagem obtida por meio de tolerâncias de dobra paramétricas precisas.] Papel da evidência: validação quantitativa; tipo de fonte: artigo técnico da indústria; Suporta: a eficiência operacional de ajustes profissionais de matrizes de corte. Observação sobre o escopo: a economia de tempo exata depende da complexidade e escala da embalagem. ↩
"O que é uma linha de corte em embalagens? Guia, especificações e modelos", https://brillpack.com/what-is-dieline-in-printing-packaging/. [Manuais de engenharia para embalagens estruturais detalham as fórmulas matemáticas usadas para ajustar as linhas de corte com base na espessura do material, garantindo o encaixe adequado e evitando tensões no material.] Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia; Fundamentos: o uso de cálculos de espessura do material para evitar falhas estruturais. Nota de escopo: especificamente relevante para papelão ondulado e de alta gramatura .
"Estimativa da resistência à compressão de caixas de papelão ondulado para uma …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [As normas da indústria para Testes de Compressão de Caixas (TCC) explicam que as métricas da matéria-prima não levam em conta variáveis do mundo real, como umidade ou desalinhamento no empilhamento]. Papel da evidência: qualificação técnica; tipo de fonte: norma da indústria. Apoia: a ideia de que as métricas brutas podem levar a suposições falsas sobre a proteção. Nota de escopo: aplica-se a testes de papelão ondulado. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Artigos técnicos de engenharia sobre papelão ondulado quantificam a porcentagem da carga de compressão suportada pelas paredes dos cantos]. Papel da evidência: especificação técnica; tipo de fonte: estudo de engenharia. Apoia: a afirmação de que os cantos fornecem a maior parte da resistência da caixa de papelão ondulado. Nota de escopo: as porcentagens podem variar de acordo com a qualidade do papelão .
"Modelagem preditiva do efeito da saliência do palete na resistência à compressão da caixa", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Manuais de embalagem e logística demonstram que a saliência do palete remove o suporte vertical crítico, levando à deformação estrutural]. Papel da evidência: mecanismo causal; tipo de fonte: manual técnico. Suporte: o resultado físico da saliência na estabilidade da caixa. Nota de escopo: o efeito aumenta com a altura da pilha. ↩
"[DOC] Versão submetida (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. Um estudo de engenharia sobre embalagens de papelão ondulado quantificaria como o alinhamento vertical preserva a resistência ao Teste de Compressão de Caixas (BCT) de contêineres empilhados. Papel da evidência: verificação quantitativa; tipo de fonte: estudo técnico de engenharia. Apoia: a eficácia da engenharia de alinhamento vertical. Nota de escopo: a retenção de resistência pode variar de acordo com a qualidade do material. ↩
"Como Prevenir a Saliência de Paletes em Operações de Ração Animal", https://www.bwflexiblesystems.com/our-company/blog/post/2025/11/13/how-to-prevent-pallet-overhang-in-animal-feed-operations . As normas de logística e paletização especificam a saliência máxima permitida para evitar falhas estruturais durante o transporte. Função da evidência: especificação técnica; tipo de fonte: norma da indústria. Benefícios: o uso da redução da tolerância para minimizar danos durante o transporte. Nota: As especificidades podem diferir entre as normas GMA e Europaletes.
"Qual a diferença entre cores especiais (PMS) e CMYK para…?", https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging. [Manuais profissionais de pré-impressão documentam o erro frequente na indústria de usar cores CMYK de processo para linhas de corte/dobra, o que resulta na máquina tratando a linha de corte como arte final imprimível em vez de um comando de ferramental]. Papel da evidência: observação da indústria; tipo de fonte: manual profissional de impressão. Argumentos: a prevalência de métodos incorretos de envio de linhas de corte. Nota de escopo: Refere-se especificamente a fluxos de trabalho automatizados de produção de embalagens .
"Cores especiais vs. cores de processo", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. [Manuais de impressão oficiais explicam que o software RIP trata o preto CMYK/processo como dados de imagem, enquanto as designações específicas de cores especiais são interpretadas como trajetórias de ferramentas vetoriais para máquinas de corte]. Função da evidência: validação técnica; tipo de fonte: manual técnico. Suporta: a distinção entre comandos de impressão e corte. Nota de escopo: Aplica-se a mesas de corte automatizadas .
"Diretrizes Gráficas – DeLine Box and Display", https://www.delinebox.com/graphic-guidelines/ . [As diretrizes padrão de pré-impressão frequentemente utilizam cores especiais específicas de alto contraste para diferenciar os percursos de corte e dobra em máquinas CNC]. Papel da evidência: prática da indústria; tipo de fonte: padrão de pré-impressão. Apoia: o uso de cores específicas para identificação de ferramentas. Observação : as atribuições de cores específicas podem ser personalizadas por cada gráfica.
"CMYK vs. Cores Especiais: Qual Processo é o Melhor?", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Os padrões da indústria para pré-impressão confirmam que os plotters de corte digitais identificam as linhas de corte por meio de nomes de cores especiais específicos, em vez de valores CMYK, para acionar a lâmina]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Apoia: a exigência de cores especiais na criação de linhas de corte. Nota de escopo: aplica-se especificamente a sistemas de corte automatizados.] ↩
"O que é uma linha de corte na impressão e embalagem? – GlobalVision", https://www.globalvision.co/blog/what-is-a-dieline-in-printing-and-packaging. [Guias técnicos para design vetorial especificam que isolar as linhas de corte estruturais em camadas separadas evita modificações acidentais na arte e garante o processamento correto no RIP]. Papel da evidência: boas práticas técnicas; tipo de fonte: manual de design. Fundamenta: a necessidade de separação estrutural. Nota de escopo: refere-se a fluxos de trabalho de pré-impressão baseados em vetor. ]
"Guia de Calibração de Impressão e Corte da Cricut para Resultados Perfeitos | TikTok", https://www.tiktok.com/@dinosaurmamasvg/video/7356606471313984814. [A documentação do software para Processadores de Imagem Raster (RIP) explica o processo de calibração necessário para mapear cores especiais designadas para comandos de corte em vez de comandos de impressão]. Função da evidência: verificação do processo; tipo de fonte: documentação do software. Suporta: o papel do RIP na prevenção de impressões incorretas. Nota de escopo: focado na etapa de saída da impressão.] ↩
"Preparando um cartão de visita com sangria total para impressão – PrintPlace", https://www.printplace.com/articles/prepare-artwork-for-full-bleed-business-cards?srsltid=AfmBOoqO4gGIF15-yMdnBXcBI_cxLnMYyjelBme-mUtJA9JXS1yjRCYe . [Um guia ou manual oficial da indústria gráfica confirmará que 0,125 polegadas é o padrão convencional de sangria para trabalhos de impressão comercial de pequeno formato]. Papel da evidência: verificação factual; tipo de fonte: manual padrão da indústria. Baseia - se em: métricas básicas de sangria comercial. Observação sobre o escopo: aplica-se à impressão de pequeno formato, não a embalagens de grande formato.
"Entendendo Embalagens Litolaminadas", https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. [Manuais técnicos para fabricação de papelão ondulado detalham o uso de adesivos PVA no processo de litografia-laminação para unir folhas impressas às ondulações]. Papel da evidência: definição técnica; tipo de fonte: manual de fabricação. Fundamentos: a base química e mecânica do processo de montagem. Nota de escopo: específico para laminação com cola úmida. ↩
"Litografia Laminada vs. Impressão Digital: Um Guia para Compradores Industriais sobre…", https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [As normas da indústria de embalagens para montagem em alta velocidade especificam sangrias estendidas para compensar o deslocamento do substrato durante a laminação]. Papel da evidência: especificação técnica; tipo de fonte: norma de pré-impressão. Fundamentos: a necessidade da margem de 0,5 polegadas para evitar rebarbas. Nota de escopo: foco em ambientes automatizados de alta velocidade. ↩
"Dimensões, tamanhos e modelo de corte de etiquetas – BoxesGen", https://boxesgen.com/dieline-of-labels-dimensions-sizes-template/?srsltid=AfmBOop9xgWxRMioM4YvMuREvBVzj_w9m7JTX5RogFJ_z1xNz6VRJaan. Um guia técnico de impressão para displays de ponto de venda (PDV) de grande formato validaria a margem de 12,7 mm (0,5 polegadas) como uma necessidade para evitar a exposição do substrato. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Suporte: sangria mínima recomendada para fabricação industrial. Nota de escopo: Específico para displays de papelão ondulado ou substrato pesado. ↩
"Registro de Impressão: Causas, Tolerâncias e Correções de Pré-impressão", https://www.ketegroup.com/printing-registration/ . As normas de fabricação para litografia- laminação detalham os cálculos matemáticos necessários para compensar as variações de registro durante o processo de colagem. Papel da evidência: verificação do processo; tipo de fonte: especificação de fabricação. Aplica-se à aplicação de cálculos de tolerância na laminação. Nota de escopo: Aplica-se à interseção entre litografia e laminação.



