
Você aprovou o molde, mas o que acontece com as ferramentas físicas após a primeira produção? Se você planeja fazer novos pedidos, entender a vida útil das ferramentas de corte pode economizar muito dinheiro.
Sim. As matrizes podem ser reutilizadas na fabricação. Uma matriz de aço bem conservada suporta facilmente milhares de impressões antes que as lâminas percam o fio. No entanto, a prática padrão da indústria exige armazenamento cuidadoso para evitar danos causados pela umidade, garantindo que a base de madeira e as lâminas de metal permaneçam precisas para futuras produções.

Mas saber que elas duram não basta; você precisa entender como o processo realmente molda sua estratégia de varejo desde a base.
O que é corte e vinco em embalagens?
Compreender os mecanismos básicos da conformação estrutural é a sua primeira linha de defesa contra atrasos dispendiosos na fabricação.
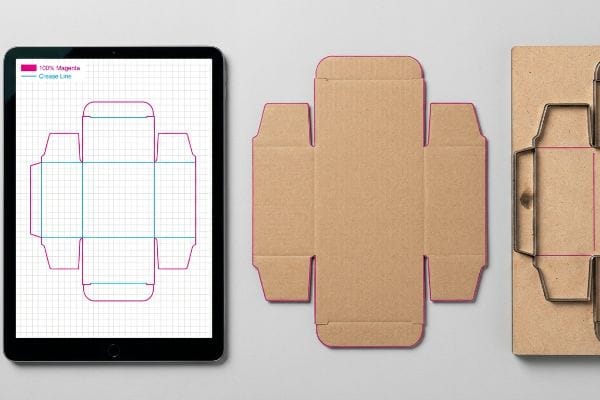
O corte e vinco em embalagens é um processo mecânico no qual lâminas de aço com formatos personalizados pressionam o papelão ou cartão para recortar desenhos estruturais específicos. Essa técnica transforma folhas impressas planas em displays tridimensionais para o varejo, permitindo encaixes, cabeçalhos curvos e dobras complexas sem a necessidade de tesoura manual.
Essa transformação perfeita de um gráfico plano para uma estrutura 3D depende inteiramente de como o arquivo de arte inicial é preparado.
Como as cores especiais definem a arquitetura das ferramentas
Mesmo designers experientes costumam criar arquivos estruturais planos usando linhas pretas CMYK padrão¹para marcar onde o material deve ser dobrado ou cortado. Eles enviam a arte para a gráfica presumindo que o equipamento automatizado saiba exatamente o que uma linha preta visual significa. Em um ambiente puramente digital, essa parece ser uma maneira lógica de delinear uma caixa.
A realidade é bem diferente no chão de fábrica. Frequentemente vejo arquivos falharem na etapa de pré-impressão porque as mesas de roteamento CNC (Controle Numérico Computadorizado) automatizadas não leem tinta preta visual. Elas leem cores especiais específicas atribuídas a traços vetoriais. Se sua equipe simplesmente desenha uma linha preta padrão, o software RIP da máquina a mescla à camada da arte. O resultado é um erro mecânico agudo da máquina ou, pior, uma folha de papelão ondulado lindamente impressa com contornos pretos visíveis, mas sem nenhum corte físico, causando imensa frustração e a paralisação total do projeto.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Desenho de linhas de corte estruturais em preto CMYK | Atribuir a cor especial magenta de 100% aos caminhos vetoriais | Evita cortes falhos durante a montagem |
| Deixando as camadas recortadas mescladas com a obra de arte | Separar os golpes mecânicos em uma camada dedicada | Garante bordas limpas e sem tinta |
| Utilizando imagens raster para abas dobradas | Construindo caminhos vetoriais unidos matematicamente | Elimina painéis tortos e que não dobram |
Sempre verifico os caminhos vetoriais antes mesmo da máquina de corte a laser aquecer. Uma linha preta impressa não consegue cortar papelão, e presumir que conseguirá só fará com que seu orçamento de marketing seja desperdiçado com folhas não cortadas.
🛠️ Mesa do Harvey: Não tem certeza se o seu designer gráfico formatou os traços mecânicos corretamente? 👉 Envie-me seu arquivo de corte plano ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Como funcionam os dies?
Antes de aprovar uma estrutura ondulada complexa, é preciso compreender as forças físicas extremas que atuam sobre o material.
Na indústria de embalagens, as matrizes de corte funcionam como um cortador de biscoitos robusto. Uma placa de madeira mantém lâminas de aço dobradas em posições exatas. Quando colocadas dentro de uma prensa de alta pressão, essas lâminas de metal pressionam as folhas de papelão ondulado, cortando as fibras e vincando as linhas de dobra com extrema força mecânica.

Enquanto a ação de corte define o formato externo, a ação de vinco é o que determina como o produto final se dobra sem quebrar.
A mecânica oculta de um dado de aço
Uma pergunta frequente que ouço é se uma lâmina de metal afiada é suficiente para fazer uma dobra perfeita em papelão. Muitos compradores presumem que uma régua de metal comum, mesmo sem fio, simplesmente pressiona o papelão e cria magicamente um canto perfeito de 90 graus. É fácil olhar para uma renderização CAD nítida e presumir que o material físico se dobrará com a mesma suavidade.
O problema reside na imensa resistência física das fibras do papel cru. Quando testo matrizes de corte padrão em papelão kraft virgem de 32ECT de alta espessura , as ondulações internas se deformam violentamente sob a pressão. É possível ouvir o estalo alto e característico das fibras do papel se rompendo sob a carga, o que arruína imediatamente a impressão na superfície. Para solucionar esse problema, instalamos uma matriz de vinco fêmea na placa de corte. Esse canal de polímero atua como uma bigorna, controlando com precisão o estiramento do material quando a lâmina de aço o atinge, prevenindo completamente o trincamento litográfico² e reduzindo o desperdício na montagem em cerca de 15% ³ .
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Usando réguas de aço sem revestimento em uma placa grossa | Aplicando uma matriz de vincos femininos | Evita o aparecimento de rachaduras brancas desagradáveis nos gráficos |
| Supondo que todas as caixas de papelão se dobrem da mesma maneira | Ajuste da profundidade do vinco com base no paquímetro | Garante cantos retos e perfeitos |
| Ignorando a direção da fibra do papel | Alinhando as dobras principais com a direção das fibras | Aumenta a resistência ao empilhamento vertical |
Eu nunca confio em aço nu sendo pressionado contra o espaço vazio. O uso de um canal de vinco de polímero determina exatamente como a prancha se dobra, garantindo que seus gráficos de alta qualidade sobrevivam intactos ao processo de dobragem.
🛠️ Harvey's Desk: Seus displays atuais estão com a tinta descascando nas principais dobras? 👉 Solicite uma Análise de Material ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Para que serve uma máquina de corte e vinco?
Antes de investir em ferramentas permanentes e caras, testar os cálculos estruturais é uma etapa obrigatória.
Uma máquina de corte e vinco é usada para produzir em massa formatos de embalagens idênticos com alta velocidade e precisão. Essas prensas industriais forçam as placas de madeira contra o papelão ondulado, cortando e vincando rapidamente milhares de unidades de exibição por hora para garantir consistência estrutural absoluta em grandes lançamentos de varejo globais.

Antes que essas enormes prensas industriais entrem em funcionamento, as instalações modernas utilizam mesas de corte digitais para prototipar os mesmos movimentos com exatidão.
Validando os cálculos antes da impressão
Pense na prototipagem rápida digital como um alfaiate fazendo o ajuste final antes de costurar um terno caro sob medida. Muitas equipes de compras tentam economizar tempo pulando a fase da amostra branca4 e indo direto para o pedido das ferramentas de madeira para a produção em massa5.Elas presumem que as medidas do software serão perfeitamente traduzidas para o lote de produção final sem qualquer validação física.
Esse é um ponto cego perigoso na fabricação. Sem passar o arquivo plano por um plotter digital primeiro6, você nunca valida os pontos de atrito físico do seu tipo específico de papelão. Já vi vendedores suarem no chão da loja, tentando forçar abas de encaixe que foram desenhadas com apenas 2 mm (0,08 polegadas) de folga7, acabando por rasgar o papelão cru e recorrendo a fita adesiva transparente para manter o expositor montado. Ao imprimir primeiro uma amostra branca de 24 horas, comprovamos fisicamente a velocidade de montagem, garantindo que seus copackers não sejam prejudicados por uma geometria estrutural inadequada.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Ignorando a amostra física de branco | Executando um protótipo de plotter digital8 | Confirma a montagem sem atrito |
| Adivinhando a folga da guia em uma tela | Testando a resistência física do material | Evita que as abas se rasguem no chão da loja. |
| Correndo direto para as ferramentas de madeira | Validar as dobras antes de fazer as chapas | Economiza dinheiro em refabricações caras de ferramentas9 |
Exijo protótipos físicos para todos os projetos. Cortar uma amostra rápida em um plotter digital expõe imediatamente as falhas estruturais, evitando a fabricação de milhares de unidades inúteis e inviáveis.
🛠️ Harvey's Desk: Suas equipes de loja estão constantemente reclamando que os displays são muito difíceis de montar? 👉 Solicite sua Auditoria Estrutural ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor agregado.
Qual é a função de um dado?
O verdadeiro valor das ferramentas personalizadas reside na obtenção de tolerâncias precisas que resistam aos abusos da cadeia de suprimentos no mundo real.
A função de uma matriz é garantir uma uniformidade geométrica rigorosa em cada unidade fabricada. Ao gravar as dimensões exatas de abas, ranhuras e dobras em uma ferramenta física de aço, os fabricantes garantem que cada display de papelão ondulado seja montado perfeitamente, mantendo a resistência à carga dinâmica necessária para ambientes de varejo.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar, porque nem mesmo a ferramenta de aço mais rígida consegue controlar o clima.
Por que ferramentas perfeitas falham em armazéns úmidos?
Na minha empresa, vejo rotineiramente cálculos estruturais desmoronarem completamente assim que saem do ambiente climatizado do escritório. A suposição é que, uma vez que uma ferramenta de corte define uma largura de aba específica — digamos, exatamente 0,12 polegadas (3,17 mm) para papel ondulado tipo B10— essa medida permanece estática para sempre. É uma armadilha que pega até mesmo equipes de compras experientes, porque elas confiam nas dimensões estáticas do CAD em vez da composição físico-química do próprio papelão11.
Isso não é apenas teoria — eu vejo isso acontecer na área de testes quando simulamos as condições de transporte marítimo de longa distância. Quando embalagens planas são enviadas para regiões úmidas como a Flórida ou o Texas, o revestimento de papelão ondulado absorve a umidade ambiente e incha fisicamente. Um encaixe perfeito encolhe repentinamente em uma fração de milímetro. Quando a equipe de embalagem tenta a montagem, é possível sentir a resistência úmida e pesada da placa, que se recusa a encaixar perfeitamente, fazendo com que os trabalhadores amassem as ranhuras. Eu resolvo isso alargando artificialmente os encaixes em exatamente 0,04 polegadas (1 mm) no arquivo antes mesmo da fabricação da ferramenta de aço. Ao compensar matematicamente a expansão do papel, garanto que o tempo de montagem da embalagem diminua em aproximadamente 45 segundos por unidade, protegendo suas margens de mão de obra, independentemente da umidade do armazém.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Encaixes de desenho para largura exata da placa seca | Projetar uma margem de umidade de 1 mm12 | Permite uma configuração rápida e sem complicações |
| Ignorando as mudanças climáticas regionais | Ajustando as tolerâncias para o trânsito costeiro | Impede que as ranhuras sejam esmagadas durante a montagem13 |
| Atribuindo a culpa à fábrica pelas abas apertadas | Pré-compensação do inchaço do testliner14 | Reduz as taxas caras de co-embalagem manual |
Medições precisas em laboratório são completamente inúteis se falharem em um armazém úmido. Incorporar um amortecedor de umidade microscópico diretamente nas ferramentas de aço garante que seus displays sejam montados perfeitamente no ponto de venda.
🛠️ Mesa do Harvey: Você sabe o teor de umidade exato do papel ondulado tipo B do seu fornecedor atual antes da litografia-laminação? 👉 Envie-me seu arquivo de corte ↗ — Vou verificar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode confiar em ferramentas genéricas, mas quando esses cortes perfeitos se expandem em um armazém úmido, as empresas de embalagem podem amassar a placa, atrasando a montagem em cerca de 40% e eliminando sua margem de lucro. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais no estágio inicial. Pare de adivinhar as tolerâncias mecânicas e deixe-me analisar pessoalmente seus arquivos estruturais com minha Auditoria de Corte e Vinco gratuita ↗ para identificar pontos de atrito críticos antes do início da produção em massa.
"CMYK vs. Cores Especiais: Qual Processo é o Melhor – Prime Line Packaging", https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Guias de pré-impressão oficiais especificam que as linhas CMYK são tratadas como elementos de impressão, e não como instruções técnicas para máquinas de corte e vinco]. Papel da evidência: especificação técnica; tipo de fonte: manual de pré-impressão. Apoio: a necessidade de cores especiais para a arquitetura de ferramentas. Nota de escopo: específico para software de corte e vinco automatizado. ↩
"Prevenção de Rachaduras em Papelão Ondulado na Produção de Caixas de Papelão Ondulado – LinkedIn", https://www.linkedin.com/posts/nishant-parikh_corrugated-packaging-cardboard-activity-7312512999959732225-6pwq. [Um manual técnico de engenharia sobre corte e vinco verificaria se uma matriz fêmea suporta o papelão para evitar rachaduras na superfície da camada impressa]. Papel da evidência: Validação técnica; tipo de fonte: Manual de engenharia. Suporte: Eficácia das matrizes de vinco. Nota de escopo: Aplica-se especificamente a papelão laminado litográfico. ↩
"Matriz de Vincos | Escolha vincos de alta qualidade para todos os trabalhos de vinco...", https://www.cito.de/en/US/boxline/creasing_matrix/ . [Relatórios de referência do setor ou estudos de caso sobre produção de embalagens forneceriam dados quantitativos sobre a redução de desperdício alcançada com a implementação de matrizes de vinco]. Função da evidência: Verificação quantitativa; tipo de fonte: Relatório do setor. Fundamentos: Alegação de redução de desperdício. Observação: A porcentagem pode variar de acordo com a espessura do material e o tipo de prensa.
"O Papel dos Protótipos de Embalagens na Criação de uma Marca Memorável…", https://www.hatteras.us/the-role-of-packaging-prototypes-in-crafting-a-memorable-brand-image/. [Manuais profissionais de embalagens descrevem a fase de amostra branca como uma etapa obrigatória de verificação estrutural para garantir que os projetos CAD funcionem na realidade física antes da produção das ferramentas]. Papel da evidência: validação do processo; tipo de fonte: manual da indústria. Fundamentos: a necessidade técnica da prototipagem. Nota de escopo: específico para a produção física de embalagens. ↩
"O Papel das Ferramentas de Corte e Vinco na Impressão de Embalagens – MOD-PAC", https://www.modpac.com/the-role-of-die-tooling-in-packaging-printing/. [Textos de engenharia sobre corte e vinco detalham a composição e o uso de matrizes de madeira como principal meio para prensagem industrial de alto volume]. Papel da evidência: especificação técnica; tipo de fonte: manual de fabricação. Apoio: o uso de ferramentas de madeira na produção. Nota de escopo: concentra-se em ferramentas de prensa tradicionais. ↩
"Protótipo de Embalagem: Importância, Criação e Benefícios – Packhit.com", https://packhit.com/packaging/prototype/. [Manuais técnicos de design de embalagens explicam o uso de plotters digitais para verificar a geometria estrutural e os pontos de atrito físico antes da criação de ferramentas caras]. Papel da evidência: validação do processo; tipo de fonte: manual técnico. Apoia: a necessidade de plotagem digital para validar o atrito do papelão. Nota de escopo: Aplica-se à fase de prototipagem da produção de corte e vinco .
"Guia de Opções de Espessura para Caixas de Papelão Ondulado para Envio – GMS Industries", https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options . [Normas de engenharia de embalagens fornecem as faixas de tolerância específicas para abas de encaixe, a fim de evitar tensão no material e rasgos durante a montagem] . Papel da evidência: especificação técnica; tipo de fonte: norma da indústria de embalagens. Fundamenta: a alegação de que um erro dimensional de 2 mm causa falha estrutural. Observação: as tolerâncias podem variar ligeiramente dependendo do tamanho e da gramatura da ondulação do papelão.
"Corte Digital vs. Corte por Vinco: Qual é o Melhor para Embalagens?", https://www.eastsign.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html . [Um guia completo sobre engenharia de embalagens explicaria como os plotters digitais permitem testes iterativos rápidos de montagem estrutural sem a necessidade de ferramentas físicas de corte e vinco]. Papel da evidência: validação de processo; tipo de fonte: manual técnico. Apoia: a eficácia da prototipagem digital para confirmação de montagem. Nota de escopo: aplicável a embalagens de papelão e cartão.
"Por que preciso pagar por ferramentas de corte e vinco? – Strouse", https://www.strouse.com/blog/why-pay-for-die-cut-tooling. [Dados financeiros da indústria ou guias de ferramentas forneceriam a disparidade de custos entre ajustes de protótipos e a substituição de matrizes permanentes de aço para madeira]. Papel da evidência: justificativa econômica; tipo de fonte: relatório da indústria. Argumentos: a relação custo-benefício da validação de dobras antes da produção de chapas. Nota de escopo: foca em despesas com ferramentas permanentes .
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [As normas de embalagem do setor fornecem os requisitos dimensionais e tolerâncias precisos para componentes de papelão ondulado tipo B]. Função da evidência: especificação técnica; tipo de fonte: norma do setor. Suporta: verificação de medidas comuns de largura da aba. Nota de escopo: aplica-se ao material padrão tipo B. ↩
"Influência da umidade e da temperatura nas propriedades mecânicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [A literatura de ciência dos materiais documenta como a absorção de umidade em fibras de celulose leva à instabilidade dimensional e ao inchamento em substratos à base de papel]. Papel da evidência: propriedade do material; tipo de fonte: periódico científico. Apoia: a afirmação de que as dimensões CAD são insuficientes em ambientes úmidos. Nota de escopo: concentra-se em propriedades higroscópicas. ↩
"[PDF] Efeitos da Umidade Relativa na Compressão… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Normas de engenharia para embalagens de papelão ondulado especificam a folga necessária adicionada às ranhuras da matriz para compensar a expansão higroscópica dos materiais do papelão]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suporta: o requisito de buffer de 1 mm. Nota de escopo: A aplicação varia de acordo com a qualidade do papelão e as condições ambientais extremas. ↩
"[PDF] Efeitos do teor de umidade na resistência à compressão de caixas: FBA BCT …", https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Pesquisas na indústria de embalagens demonstram que o excesso de umidade reduz a resistência à compressão vertical das ondulações, exigindo tolerâncias ajustadas para evitar o colapso durante a dobragem]. Papel da evidência: mecanismo de falha; tipo de fonte: artigo técnico da indústria. Apoio: prevenção de ondulações esmagadas. Nota de escopo: Foca em ambientes de transporte com alta umidade. ↩
"[PDF] As propriedades fundamentais do papel relacionadas aos seus usos", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2022/03/1973.2.785.pdf. [Dados de ciência dos materiais comprovam que o testliner reciclado expande significativamente mais do que o liner kraft virgem quando exposto a alta umidade]. Papel da evidência: propriedade do material; tipo de fonte: estudo técnico. Apoia: a necessidade de pré-compensar o inchamento. Nota de escopo: Específico para linerboard reciclado. ↩


